
Tartalomjegyzék
Az ABS volt a legnépszerűbb 3D nyomtatási anyag a PLA előtt, ezért kíváncsi voltam, mi a legjobb nyomtatási sebesség és hőmérséklet az ABS szálakhoz.
A legjobb sebesség & bélyeg; hőmérséklet ABS esetén attól függ, hogy milyen típusú ABS-t használ, és milyen 3D nyomtatója van, de általában 50mm/s sebességet, 240°C fúvóka-hőmérsékletet és 240°C fúvóka-hőmérsékletet szeretne használni. fűtött ágy 80°C. Az ABS márkáknak az orsón ajánlott hőmérsékleti beállításaik vannak.
Lásd még: Egyszerű Anycubic Chiron felülvizsgálata - Érdemes megvenni vagy sem?Ez az alapvető válasz, amely sikerre fogja vinni, de vannak további részletek, amelyeket tudnia kell a tökéletes ABS-nyomtatási sebesség és hőmérséklet eléréséhez.
Mi a legjobb nyomtatási sebesség ABS esetében?
A legjobb nyomtatási sebesség az ABS-filamentumok esetében 30-70 mm/s közé esik a szabványos 3D nyomtatók esetében. Egy jól beállított 3D nyomtatóval, amely jó stabilitással rendelkezik, képes lehet gyorsabb sebességgel 3D nyomtatni anélkül, hogy a minőség annyira csökkenne. Jó ötlet egy kalibrációs tornyot nyomtatni a sebességhez, hogy láthassa a minőségbeli különbségeket.
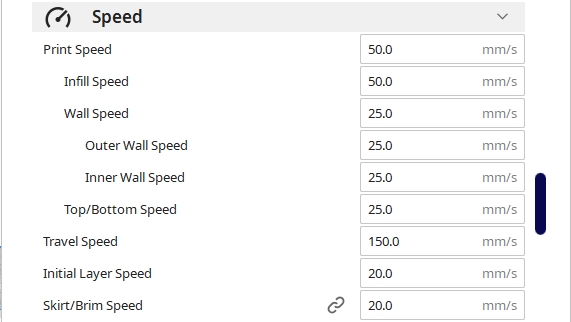
A Cura, a legnépszerűbb szeletelőprogram alapértelmezett nyomtatási sebessége 50 mm/s, ami elég jól működik az ABS-filamenthez. A nyomtatási sebességet felfelé vagy lefelé állíthatod attól függően, hogy milyen minőségre vágysz.
Általában minél lassabban nyomtat, annál jobb a minőség, míg minél gyorsabban nyomtat, annál rosszabb lesz a minőség. Egyes 3D nyomtatókat úgy terveztek, hogy sokkal gyorsabb sebességgel 3D nyomtassanak, mint például a Delta 3D nyomtatók, amelyek könnyen elérhetik a 150 mm/s sebességet, de a legtöbb esetben a 30-70 mm/s tartományban szeretné tartani.
Az általános nyomtatási sebességen belül különböző sebességek vannak, mint például:
- Töltési sebesség
- Falsebesség (külső fal & bélyegző; belső fal)
- Felső/alsó sebesség
- Kezdeti réteg sebessége
A Cura alapértelmezett értékei elég jó eredményt adnak, de a gyorsabb nyomtatási idő érdekében beállíthatja ezeket a sebességeket.
Mivel az Infill Speed a 3D nyomtatás belső anyaga, ez általában a fő nyomtatási sebességgel megegyezően, 50 mm/s sebességgel van beállítva.
A Wall Speed, Top/Bottom Speed & Initial Layer Speed (Fali sebesség, felső/alsó sebesség & Kezdeti rétegsebesség) értékeknek alacsonyabbnak kell lenniük, mivel ezek a fő felületi minőséget és az építőlemez tapadását jelentik. Általában a nyomtatási sebesség 50%-ára vannak beállítva, míg a kezdeti rétegsebesség 20 mm/s-ra van beállítva.
Megnézheti a 3D nyomtatásról szóló részletesebb útmutatómat az ABS-ről.
Lásd még: Mely helyek Fix & Javítás 3D nyomtatók? Javítási költségekMi a legjobb nyomtatási hőmérséklet az ABS számára?
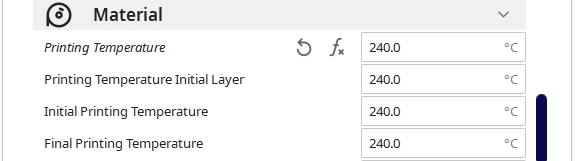
A legjobb fúvóka-hőmérséklet az ABS-hez 210-265°C között mozog, a márkától, a 3D nyomtatótól és a beállításoktól függően. A SUNLU ABS esetében 230-240°C nyomtatási hőmérsékletet javasolnak. A HATCHBOX PETG 210-240°C nyomtatási hőmérsékletet javasol. Az OVERTURE ABS esetében 245-265°C.
A legtöbb ember általában 240-250°C-os hőmérsékleten éri el a legjobb eredményt, ha a legtöbb ember beállításait nézzük, de ez függ az Önt körülvevő környezet hőmérsékletétől, a hőmérsékletet rögzítő termisztor pontosságától és egyéb tényezőktől.
Még az Ön konkrét 3D nyomtatója is kissé megváltoztathatja az ABS legjobb nyomtatási hőmérsékletét. A márkák határozottan különböznek abban, hogy melyik hőmérséklet működik a legjobban, ezért jó ötlet kideríteni, hogy személyesen mi a legmegfelelőbb az Ön helyzetében.
Nyomtathat egy úgynevezett hőmérséklet-tornyot. Ez alapvetően egy olyan torony, amely a tornyon felfelé haladva különböző hőmérsékletű tornyokat nyomtat.
Nézze meg az alábbi videót arról, hogyan teheti ezt meg közvetlenül a Curában.
Ha más szeletelőt használsz, akkor a saját modelledet is letöltheted a Curán kívül, ha letöltöd ezt a Hőmérséklet-kalibrációs tornyot a Thingiverse-ről.
Akár Ender 3 Pro, akár V2, a nyomtatási hőmérsékletet a filament gyártójának meg kell említenie az orsó vagy a csomagolás oldalán, majd egy hőmérséklet-torony segítségével tesztelheti a tökéletes hőmérsékletet.
Ne feledje azonban, hogy a 3D nyomtatóval szállított PTFE csövek hőállósága általában 250°C körül van, ezért azt javaslom, hogy frissítsen egy Capricorn PTFE csőre a jobb, akár 260°C-os hőállóság érdekében.
Nagyszerű megoldás a szálak adagolásával és visszahúzásával kapcsolatos problémák megoldására is.

Mi a legjobb nyomóágy-hőmérséklet ABS esetében?
A legjobb nyomtatóágy-hőmérséklet az ABS esetében 70-100°C között van, az optimális építőlemez-hőmérséklet pedig 75-85°C a legtöbb márka esetében. A PETG üvegesedési hőmérséklete 100°C, amely hőmérsékleten lágyul meg. Az OVERTURE ABS 80-100°C-os, míg a SUNLU ABS 70-85°C-os nyomtatóágy-hőmérsékletet javasol.
Általában van egy bizonyos tartomány, mivel a 3D nyomtatók nem mind egyformán épülnek, és a környezet, amelyben nyomtat, nem mindegy. Ha egy meglehetősen hideg garázsban 3D nyomtat, akkor az ágy hőmérsékletének magasabb végét kell használnia, miközben egy burkolatot használ.

Ha meleg irodában 3D-nyomtatsz, akkor valószínűleg 70-80°C-os ágyhőmérséklet is megfelel. Én követném az adott márkához ajánlott hőmérsékletet, és néhány próbálkozással megnézném, mi a legjobb.
Egyes felhasználók szerint 100°C-on is fantasztikus ABS-nyomatokat kapnak, mások ennél alacsonyabb hőmérsékleten, így ez az Ön egyedi beállításától függ.
Mi a legjobb környezeti hőmérséklet az ABS 3D nyomtatásához?
A legjobb környezeti hőmérséklet az ABS számára valahol 15-32°C (60-90°F) között van. A legfontosabb dolog, amit szem előtt kell tartani, hogy ne legyen túl nagy a hőmérséklet-ingadozás a 3D nyomtatási folyamat során. Hűvösebb helyiségekben érdemes kissé növelni a hotend hőmérsékletét, melegebb helyiségekben pedig kissé csökkenteni azt.
 Creality tűzálló & porálló burkolat
Creality tűzálló & porálló burkolat - Egy burkolat használata jó módja a hőmérséklet-ingadozások szabályozásának. Azt javasolnám, hogy kapjon valami olyasmit, mint a Creality Fireproof & Porálló burkolat az Amazonról.
Az Amazon Product Advertising API-ból származó árak:
A termék árai és elérhetősége a megadott időpontban érvényesek, és változhatnak. A termék megvásárlására a vásárlás időpontjában a [vonatkozó Amazon webhely(ek)en] megjelenő bármely ár- és elérhetőségi információ vonatkozik.
Mi a legjobb ventilátorsebesség az ABS-hez?
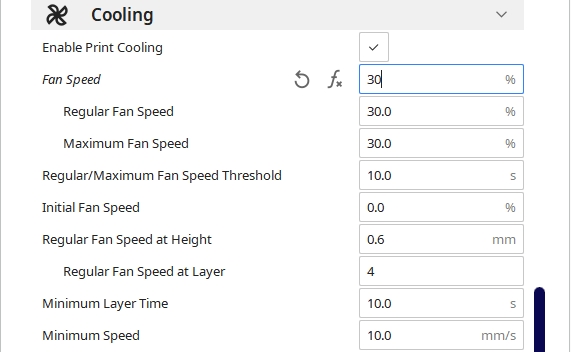
A legjobb ventilátorsebesség az ABS-hez általában 0-30%, de ezt növelheti a hídképzéshez, akár 60-75%-ra is. Néhány embernek problémái vannak a rétegtapadással, amikor bekapcsolja a hűtőventilátorokat, ezért én úgy kezdeném, hogy nem használok ventilátorokat, és esetleg a túlnyúlásokhoz és a hidakhoz használnám őket. Néhányan 25% és 60%-ot használnak jó eredményekkel.
Az ABS köztudottan elvetemedik a hőmérséklet-változások miatt, ezért óvatosnak kell lenned a ventilátor használatával. Az első néhány rétegnél ki kell kapcsolnod a ventilátort, a Cura "Regular Fan Speed at Layer" beállításával, ami alapértelmezés szerint 4.
Létrehozhat egy speciális profilt az ABS 3D nyomtatáshoz, és ezt egyéni profilként mentheti el minden alkalommal, amikor ABS 3D nyomtatást szeretne végezni.
Vannak, akik ventilátor nélkül is jó eredményeket érnek el, de úgy tűnik, hogy a legtöbb ember jobb eredményeket ér el, ha a ventilátorok alacsony százalékon működnek. A zsugorodás mértékét úgy akarja szabályozni, hogy a hőmérsékletet megfelelően szabályozza.
Ha problémái vannak, úgy dönthet, hogy kissé megemeli a nyomtatási hőmérsékletet.
Ha olyan környezetben 3D-nyomtat, ahol elég hideg van, a ventilátorok hűvösebb levegőt fújhatnak a 3D-nyomtatásra, ami nyomtatási problémákat okozhat. Amíg a ventilátor nem fúj túl hideg levegőt, a hűtőventilátorok alacsony fokozaton is jól nyomtatnak.
További információkért olvassa el a cikkemet arról, hogy hideg vagy meleg szobában is lehet-e 3D nyomtatni.
Mi a legjobb rétegmagasság az ABS esetében?
A legjobb rétegmagasság az ABS-hez 0,4 mm-es fúvókával 0,12-0,28 mm között van, attól függően, hogy milyen minőséget szeretne elérni. A magas minőségű, sok részletet tartalmazó modellekhez 0,12 mm-es rétegmagasság lehetséges, míg a gyorsabb és erősebb nyomatok 0,2-0,28 mm-es magassággal is elkészíthetők.

A 0,2 mm a szabványos rétegmagasság a 3D nyomtatásban általában, mert ez a minőség és a nyomtatási sebesség nagyszerű egyensúlya. Minél alacsonyabb a rétegmagasság, annál jobb lesz a minőség, de ez növeli a teljes rétegek számát, ami növeli a teljes nyomtatási időt.
Attól függően, hogy mi a projekted, lehet, hogy nem érdekel a minőség, így a 0,28 mm-es vagy annál nagyobb rétegmagasság használata nagyszerűen működik. Más modellek esetében, ahol fontos a felület minősége, a 0,12 mm-es vagy 0,16 mm-es rétegmagasság az ideális.