
Enhavtabelo
ABS antaŭe estis la plej populara 3D-presa materialo antaŭ PLA, do mi scivolis, kiaj la plej bonaj presrapideco kaj temperaturo estus por ABS-filamento.
La plej bona rapideco & temperaturo por ABS dependas de kia tipo de ABS vi uzas kaj kian 3D-presilon vi havas, sed ĝenerale, vi volas uzi rapidecon de 50 mm/s, cigaredtemperaturo de 240 °C kaj varmigita lito. temperaturo de 80°C. Markoj de ABS havas siajn rekomenditajn temperaturajn agordojn sur la bobeno.
Tio estas la baza respondo, kiu starigos vin por sukceso, sed estas pli da detaloj, kiujn vi volas scii por akiri la perfektan presadon. rapido kaj temperaturo por ABS.
Kio estas la Plej bona Presa Rapido por ABS?
La plej bona presa rapideco por ABS-filamento falas inter 30-70mm/s por normaj 3D-presiloj. Kun bone agordita 3D-presilo, kiu havas bonan stabilecon, vi eble povos 3D-presi pli rapide sen tiom redukti kvaliton. Estas bona ideo presi kalibran turon por rapideco por ke vi povu vidi diferencojn en kvalito.
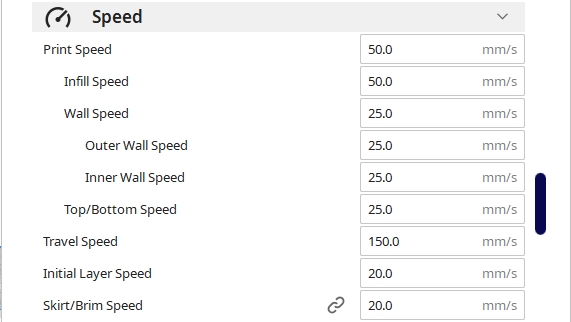
La defaŭlta presa rapideco en Cura, la plej populara tranĉilo estas 50mm/s, kiu devus funkcii sufiĉe bone por ABS-filamento. Vi povas ĝustigi la presan rapidon supren aŭ malsupren laŭ kia kvalito vi deziras.
Ĝenerale, ju pli malrapide vi presas, des pli bona la kvalito, dum des pli rapide vi presas. , des malpli la kvalito estos. Iuj 3Dpresiloj estas dezajnitaj por 3D presi je multe pli rapidaj rapidecoj kiel Delta 3D-presiloj, kiuj povas facile atingi 150 mm/s, sed por plej multaj vi volas konservi ĝin en la intervalo de 30-70 mm/s.
Estas. malsamaj rapidoj ene de la ĝenerala presa rapideco kiel:
- Pleniga Rapido
- Mura Rapido (Ekstera Muro kaj Interna Muro)
- Supra/Malsupra Rapido
- Komenca Tavola Rapido
La defaŭltaj valoroj en Cura devus doni al vi sufiĉe bonajn rezultojn sed vi povas ĝustigi ĉi tiujn rapidojn por doni pli rapidajn presajn tempojn.
Ĉar via Pleniga Rapido estas la interna materialo de via 3D-presaĵo, ĉi tio kutime estas egala al via ĉefa Presa Rapido, je 50mm/s.
La Mura Rapido, Supra/ Malsupra Rapido & Komenca Tavola Rapido devus esti pli malalta ĉar ili respondecas pri la ĉefa surfaca kvalito kaj konstruas platadheron. Ili estas kutime formulitaj por esti 50% de la Presa Rapido, dum la Komenca Tavola Rapido estas agordita por esti 20mm/s.
Vi povas kontroli mian pli detalan Gvidilon pri 3D Presa ABS.
Kio estas la Plej Bona Presa Temperaturo por ABS?
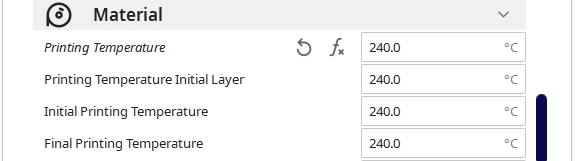
La plej bona cigareda temperaturo por ABS varias inter 210-265°C depende de la marko de filamento, kiun vi havas, krom via specifa 3D presilo kaj aranĝo. Por SUNLU ABS, ili rekomendas presan temperaturon de 230-240 °C. HATCHBOX PETG rekomendas presan temperaturon de 210-240°C. Por OVERTURE ABS, 245-265°C.
Plej multaj homoj kutime havas la plej bonajn rezultojn kuntemperaturo de 240-250°C kiam oni rigardas la agordojn de la plej multaj homoj, sed ĝi dependas de la temperaturo de la medio ĉirkaŭ vi, de la precizeco de via termistoro registranta la temperaturon kaj aliajn faktorojn.
Eĉ la specifa 3D presilo, kiun vi havas, povas iomete ŝanĝi la plej bonan presan temperaturon por ABS. Markoj certe diferencas pri kia temperaturo plej bone funkcias, do estas bona ideo ekscii, kio persone funkcias por via situacio.
Vi povas presi ion nomatan Temperaturturo. Ĉi tio estas esence turo, kiu presas turojn je malsamaj temperaturoj dum ĝi supreniras la turo.
Rigardu la suban videon pri kiel vi povas fari tion por vi mem rekte en Cura.
Vi ankaŭ povas. elektu elŝuti vian propran modelon ekster Cura se vi uzas alian tranĉilon per elŝuto de ĉi tiu Temperaturo-Kalibrado-Turo de Thingiverse.
Ĉu vi havas Ender 3 Pro aŭ V2, via presa temperaturo devus esti menciita de la filamentoproduktanto sur la flanko de la bobeno aŭ pakaĵo, tiam vi povas testi la perfektan temperaturon uzante temperaturturon.
Tamen memoru, stokaj PTFE-tuboj, kiuj venas kun 3D-presilo, kutime havas pintan varmegan reziston ĉirkaŭe. 250°C, do mi rekomendus ĝisdatigi al Kaprikorno PTFE-Tubo por pli bona varmorezisto de ĝis 260°C.
Ĝi estas ankaŭ bonega por solvi problemojn pri nutrado kaj retirado de filamentoj.

Kio estas laPlej bona Presa Lita Temperaturo por ABS?
La plej bona Presa Lita temperaturo por ABS estas inter 70-100°C, kun la optimuma konstruplata temperaturo estas 75-85°C por plej multaj markoj. PETG havas vitran transirtemperaturon de 100 °C, kiu estas la temperaturo ĉe kiu ĝi moliĝas. OVERTURE ABS rekomendas litan temperaturon de 80-100°C, dum SUNLU ABS rekomendas 70-85°C.
Vi kutime havos gamon ĉar 3D-presiloj ne ĉiuj estas konstruitaj same kaj la medio en kiu vi presas faras diferencon. Se vi presas 3D en sufiĉe malvarma garaĝo, vi volas uzi la pli altan finon de la lita temperaturo dum vi uzas fermilon.

Se vi presas 3D enen. varma oficejo, vi verŝajne estos en ordo kun lita temperaturo de 70-80°C. Mi sekvus la rekomenditan temperaturon por via specifa marko kaj vidus, kio funkcias plej bone per kelkaj provoj.
Kelkaj uzantoj diras, ke ili ricevas fantaziajn ABS-presaĵojn je 100°C, kaj iuj pli malaltaj, do ĝi vere dependas de via. specifa agordo.
Kio estas la Plej Bona Ĉirkaŭa Temperaturo por 3D Presanta ABS?
La plej bona ĉirkaŭa temperaturo por ABS estas ie inter 15-32°C (60-90°F) . La ĉefa afero por memori estas ne havi tro da temperaturfluktuado dum la 3D-presa procezo. En pli malvarmetaj ĉambroj, vi eble volas iomete pliigi vian varman temperaturon, tiam en pli varmaj ĉambroj iomete malpliigi ĝin.
 Creality Fireproof &Polvorezista Enfermaĵo
Creality Fireproof &Polvorezista Enfermaĵo- Uzi ĉemetaĵon estas bona maniero kontroli temperaturfluktuojn. Mi rekomendus akiri ion kiel la Creality Fireproof & Polvorezista Enfermaĵo de Amazon.
Prezoj eltiritaj de la Amazon Product Advertising API je:
Produktaj prezoj kaj havebleco estas precizaj en la dato/tempo indikita kaj estas ŝanĝeblaj. Ajna informoj pri prezo kaj havebleco montrata en [rilata(j) Amazon-ejo(j), laŭeble] en la momento de la aĉeto validos por la aĉeto de ĉi tiu produkto.
Vidu ankaŭ: Kiel Ripari Blobs kaj Zits sur 3D PresaĵojKio estas la Plej bona Ventila Rapido por ABS?
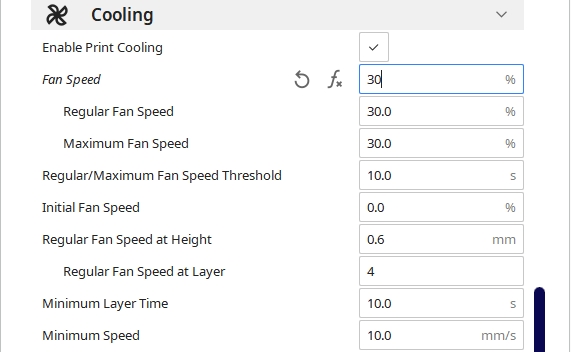
La plej bona ventumila rapido por ABS estas kutime 0-30% sed vi povas pliigi ĉi tion por pontado, ĝis 60-75% aŭ pli. Iuj homoj havas problemojn pri tavola adhero dum ŝaltado de la malvarmigantaj ventoliloj, do mi komencus uzi neniujn ventolilojn kaj eble enportus ilin por superpendaĵoj kaj pontoj. Iuj homoj uzas 25% kaj 60% kun bonaj rezultoj.
ABS estas konate deforma pro temperaturŝanĝoj do vi devas atenti pri uzado de ventumilo. Vi volas malŝalti la ventumilon por la unuaj tavoloj, uzante la Kuran agordon de "Regula Ventila Rapido ĉe Tavolo", estante 4 defaŭlte.
Vi povas krei specifan profilon por viaj ABS 3D-presaĵoj kaj konservi tio kiel kutima profilo, ĉiufoje kiam vi volas 3D presi ABS.
Kelkaj homoj ricevas bonajn rezultojn sen adoranto, sed ŝajnas ke la plej multaj homoj ricevas pli bonajn rezultojn kun la adorantojkurante je malalta procento. Vi volas kontroli la nivelon de ŝrumpado per deca kontrolo de la temperaturo.
Vi povas elekti iomete pliigi la presan temperaturon se vi havas problemojn.
Se vi presas 3D en medio kiu estas sufiĉe malvarma, la adorantoj povas blovi pli malvarmetan aeron sur la 3D-presaĵon, kiu povus krei presajn problemojn. Dum la ventumilo ne blovas aeron tro malvarmetan, malvarmigaj ventoliloj en malalta agordo devus bone presi.
Rigardu mian artikolon pri ĉu vi Povas 3D Presi en Malvarma aŭ Varma Ĉambro por pliaj informoj. .
Kio estas la Plej bona Tavola Alto por ABS?
La plej bona tavola alteco por ABS kun 0,4mm ajuto, estas ie inter 0,12-0,28mm depende de kia kvalito. vi serĉas. Por altkvalitaj modeloj kun multaj detaloj, 0.12mm tavola alteco eblas, dum pli rapida & pli fortaj presaĵoj povas esti faritaj je 0.2-0.28mm.

0.2mm estas la norma tavola alteco por 3D-presado ĝenerale ĉar ĝi estas bonega ekvilibro de kvalito kaj presaĵo. rapido. Ju pli malalta via tavola alteco, des pli bona estos via kvalito, sed ĝi pliigas la nombron da ĝeneralaj tavoloj, kio pliigas la ĝeneralan presan tempon.
Dependi de via projekto, vi eble ne zorgas pri la kvalito do uzante. tavola alteco kiel 0.28mm kaj pli bone funkcius. Por aliaj modeloj, kie vi zorgas pri la surfaca kvalito, tavolo alteco de0.12mm aŭ 0.16mm estas ideala.
Vidu ankaŭ: Ender 3/Pro/V2/S1 Starters Printing Guide - Konsiloj por Komencantoj & Oftaj Demandoj