
Obsah
ABS bol najobľúbenejším materiálom na 3D tlač pred PLA, preto ma zaujímalo, aká je najlepšia rýchlosť a teplota tlače pre ABS filament.
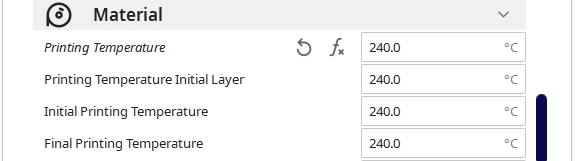
Najlepšia rýchlosť & teplota pre ABS závisí od typu ABS, ktorý používate, a od toho, akú 3D tlačiareň máte, ale vo všeobecnosti chcete použiť rýchlosť 50 mm/s, teplotu trysky 240 °C a vyhrievaná posteľ 80 °C. Značky ABS majú na cievke odporúčané nastavenie teploty.
To je základná odpoveď, ktorá vás pripraví na úspech, ale sú aj ďalšie podrobnosti, ktoré budete chcieť vedieť, aby ste dosiahli ideálnu rýchlosť a teplotu tlače pre ABS.
Aká je najlepšia rýchlosť tlače pre ABS?
Najlepšia rýchlosť tlače pre vlákno ABS sa pri štandardných 3D tlačiarňach pohybuje v rozmedzí 30 - 70 mm/s. S dobre vyladenou 3D tlačiarňou, ktorá má dobrú stabilitu, môžete byť schopní 3D tlačiť rýchlejšou rýchlosťou bez toho, aby sa natoľko znížila kvalita. Je dobré vytlačiť kalibračnú vežu pre rýchlosť, aby ste mohli vidieť rozdiely v kvalite.
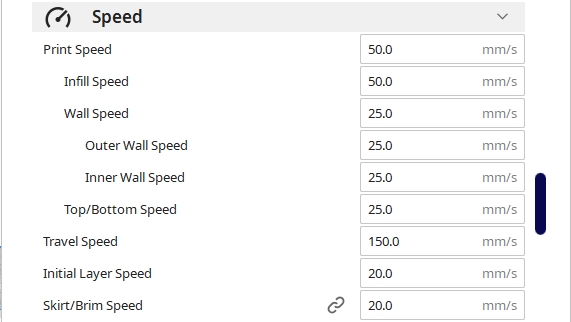
Predvolená rýchlosť tlače v programe Cura, najobľúbenejšom rezacom nástroji, je 50 mm/s, čo by malo celkom dobre fungovať pre ABS filament. Rýchlosť tlače môžete upraviť smerom nahor alebo nadol podľa toho, akú kvalitu si želáte.
Vo všeobecnosti platí, že čím pomalšie tlačíte, tým je kvalita lepšia, zatiaľ čo čím rýchlejšie tlačíte, tým je kvalita nižšia. Niektoré 3D tlačiarne sú navrhnuté na oveľa rýchlejšiu 3D tlač, ako napríklad 3D tlačiarne Delta, ktoré môžu ľahko dosiahnuť rýchlosť 150 mm/s, ale pre väčšinu budete chcieť udržať rýchlosť v rozmedzí 30-70 mm/s.
Pozri tiež: Ako odhadnúť čas 3D tlače súboru STLV rámci všeobecnej rýchlosti tlače existujú rôzne rýchlosti, ako napríklad:
- Rýchlosť vyplňovania
- Rýchlosť steny (vonkajšia stena & vnútorná stena)
- Horná/dolná rýchlosť
- Počiatočná rýchlosť vrstvy
Predvolené hodnoty v programe Cura by vám mali poskytnúť celkom dobré výsledky, ale tieto rýchlosti môžete upraviť tak, aby ste dosiahli rýchlejšie časy tlače.
Keďže rýchlosť výplne je vnútorný materiál vašej 3D tlače, je zvyčajne nastavená na rovnakú hodnotu ako hlavná rýchlosť tlače, teda 50 mm/s.
Rýchlosť steny, rýchlosť hornej/spodnej vrstvy & počiatočná rýchlosť vrstvy by mala byť nižšia, pretože zodpovedá za hlavnú kvalitu povrchu a priľnavosť stavebnej dosky. Zvyčajne sa formulujú na 50 % rýchlosti tlače, zatiaľ čo počiatočná rýchlosť vrstvy je nastavená na 20 mm/s.
Môžete si pozrieť môjho podrobnejšieho sprievodcu 3D tlačou ABS.
Aká je najlepšia teplota tlače pre ABS?
Najlepšia teplota trysky pre ABS sa pohybuje v rozmedzí 210-265 °C v závislosti od značky filamentu, ktorý máte, a od konkrétnej 3D tlačiarne a nastavenia. Pre SUNLU ABS odporúčajú teplotu tlače 230-240 °C. HATCHBOX PETG odporúča teplotu tlače 210-240 °C. Pre OVERTURE ABS 245-265 °C.
Väčšina ľudí zvyčajne dosahuje najlepšie výsledky pri teplote 240-250 °C, ak sa pozrieme na nastavenia väčšiny ľudí, ale závisí to od teploty okolitého prostredia, presnosti termistora zaznamenávajúceho teplotu a ďalších faktorov.
Dokonca aj konkrétna 3D tlačiareň, ktorú máte, môže mierne zmeniť najlepšiu teplotu tlače pre ABS. Značky sa určite líšia v tom, aká teplota funguje najlepšie, takže je dobré zistiť, čo osobne vyhovuje vašej situácii.
Môžete tlačiť niečo, čo sa nazýva teplotná veža. Je to v podstate veža, ktorá tlačí veže pri rôznych teplotách, ako sa pohybuje hore vežou.
Pozrite si nasledujúce video, v ktorom sa dozviete, ako to môžete urobiť priamo v programe Cura.
Ak používate iný slicer, môžete si stiahnuť aj vlastný model mimo programu Cura, a to tak, že si z Thingiverse stiahnete tento model Temperature Calibration Tower.
Bez ohľadu na to, či máte Ender 3 Pro alebo V2, výrobca filamentu by mal teplotu tlače uvádzať na boku cievky alebo obalu, potom môžete otestovať ideálnu teplotu pomocou teplotnej veže.
Pozri tiež: Cura vs Creality Slicer - čo je lepšie na 3D tlač?Majte však na pamäti, že PTFE trubice dodávané s 3D tlačiarňou majú zvyčajne maximálnu tepelnú odolnosť okolo 250 °C, takže by som odporúčal prejsť na PTFE trubice Capricorn, ktoré majú lepšiu tepelnú odolnosť až do 260 °C.
Je tiež skvelý na riešenie problémov s podávaním a zasúvaním vlákna.

Aká je najlepšia teplota tlačového lôžka pre ABS?
Najlepšia teplota tlačového lôžka pre ABS je v rozmedzí 70-100 °C, pričom optimálna teplota stavebnej dosky je pre väčšinu značiek 75-85 °C. PETG má teplotu sklovitého prechodu 100 °C, čo je teplota, pri ktorej mäkne. OVERTURE ABS odporúča teplotu lôžka 80-100 °C, zatiaľ čo SUNLU ABS odporúča 70-85 °C.
Zvyčajne budete mať k dispozícii určitý rozsah, pretože 3D tlačiarne nie sú všetky skonštruované rovnako a prostredie, v ktorom tlačíte, má vplyv. Ak 3D tlačíte v pomerne chladnej garáži, budete chcieť použiť vyššiu teplotu lôžka pri použití krytu.

Ak 3D tlačíte v teplej kancelárii, pravdepodobne vám bude stačiť teplota lôžka 70-80 °C. Postupoval by som podľa odporúčanej teploty pre konkrétnu značku a po niekoľkých pokusoch zistil, čo funguje najlepšie.
Niektorí používatelia tvrdia, že majú fantastické výtlačky ABS pri teplote 100 °C a niektorí pri nižšej, takže to naozaj závisí od vášho konkrétneho nastavenia.
Aká je najlepšia teplota okolia pre 3D tlač ABS?
Najlepšia teplota okolia pre ABS je niekde medzi 15-32 °C. Hlavnou vecou, ktorú treba mať na pamäti, je, aby teplota počas procesu 3D tlače príliš nekolísala. V chladnejších miestnostiach možno budete chcieť mierne zvýšiť teplotu hotendu, v teplejších miestnostiach ju mierne znížiť.
 Ohňovzdorný a prachotesný kryt Creality
Ohňovzdorný a prachotesný kryt Creality - Použitie krytu je dobrý spôsob, ako kontrolovať kolísanie teploty. Odporúčam vám niečo ako ohňovzdorný a prachotesný kryt Creality od spoločnosti Amazon.
Ceny prevzaté z rozhrania API pre inzerciu produktov spoločnosti Amazon na:
Ceny a dostupnosť produktu sú presné k uvedenému dátumu/času a môžu sa zmeniť. Všetky informácie o cenách a dostupnosti zobrazené na [príslušnej(-ých) stránke(-kách) Amazonu] v čase nákupu sa budú vzťahovať na nákup tohto produktu.
Aká je najlepšia rýchlosť ventilátora pre ABS?
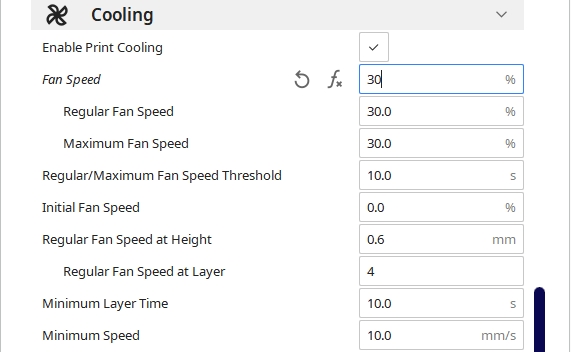
Najlepšia rýchlosť ventilátorov pre ABS je zvyčajne 0-30 %, ale pre premostenia ju môžete zvýšiť až na 60-75 % alebo tak nejako. Niektorí ľudia majú problémy s priľnavosťou vrstiev pri zapnutí chladiacich ventilátorov, takže by som začal bez ventilátorov a prípadne ich pridal pre previsy a premostenia. Niektorí ľudia používajú 25 % a 60 % s dobrými výsledkami.
ABS je známy tým, že sa deformuje v dôsledku teplotných zmien, takže musíte byť opatrní pri používaní ventilátora. Počas prvých vrstiev chcete mať ventilátor vypnutý a použiť nastavenie programu Cura "Bežná rýchlosť ventilátora pri vrstve", ktorá je v predvolenom nastavení 4.
Môžete si vytvoriť špecifický profil pre svoje 3D výtlačky ABS a uložiť ho ako vlastný profil vždy, keď chcete 3D tlačiť ABS.
Niektorí ľudia dosahujú dobré výsledky bez ventilátora, ale zdá sa, že väčšina ľudí dosahuje lepšie výsledky s ventilátormi pracujúcimi na nízke percento. Chcete kontrolovať úroveň zmrštenia tým, že budete mať slušnú kontrolu nad teplotou.
Ak máte problémy, môžete mierne zvýšiť teplotu tlače.
Ak 3D tlačíte v prostredí, ktoré je dosť chladné, ventilátory môžu na 3D tlač fúkať chladnejší vzduch, čo by mohlo spôsobiť problémy s tlačou. Pokiaľ ventilátor nefúka príliš chladný vzduch, chladiace ventilátory na nízkom nastavení by mali tlačiť v poriadku.
Viac informácií nájdete v mojom článku o tom, či môžete 3D tlačiť v studenej alebo horúcej miestnosti.
Aká je najlepšia výška vrstvy pre ABS?
Najlepšia výška vrstvy pre ABS s 0,4 mm tryskou je kdekoľvek medzi 0,12-0,28 mm v závislosti od toho, o akú kvalitu ide. Pre vysokokvalitné modely s množstvom detailov je možná výška vrstvy 0,12 mm, zatiaľ čo rýchlejší & silnejšie výtlačky je možné robiť pri 0,2-0,28 mm.

0,2 mm je štandardná výška vrstvy pre 3D tlač vo všeobecnosti, pretože je to skvelá rovnováha medzi kvalitou a rýchlosťou tlače. Čím nižšia je výška vrstvy, tým lepšia bude kvalita, ale zvyšuje sa počet celkových vrstiev, čo zvyšuje celkový čas tlače.
V závislosti od toho, aký je váš projekt, vám nemusí záležať na kvalite, takže použitie výšky vrstvy ako 0,28 mm a viac bude fungovať skvele. Pre iné modely, pri ktorých vám záleží na kvalite povrchu, je ideálna výška vrstvy 0,12 mm alebo 0,16 mm.