
Innholdsfortegnelse
3D-utskrift kan ofte bli komplisert, og det er mest sannsynlig at du bruker støttestrukturer på modellene dine fra tid til annen. Når det skjer, må du sørge for at støtteinnstillingene dine er riktig kalibrert. Hvis ikke, kan modellene dine lide mye når det gjelder kvalitet.
I denne artikkelen skal jeg prøve å forklare hva støtteinnstillinger er og hvordan du kan få de beste støtteinnstillingene for 3D-skriveren din ved å bruke Cura programvare.
Hva er støtteinnstillinger for 3D-utskrift i Cura?
Støtteinnstillinger i 3D-utskrift brukes til å justere hvordan støttene dine opprettes. Dette kan variere fra hvor støtter vil bli opprettet, til støttetetthet, støttemønster, avstander mellom støttene og modellen, ned til jevne støtteoverhengsvinkler. Standard Cura-innstillinger fungerer stort sett bra.
Støtte er en viktig del av 3D-utskrift, spesielt for modeller som er komplekse, og har mange overordnede deler. Hvis du tenker på en 3D-utskrift i form av bokstaven "T", vil linjene på siden kreve støtte fordi den ikke kan skrives ut i luften.
En smart ting å gjøre ville være å endre retningen og ha de utvidede overhengene flatt på byggeplaten, noe som fører til en situasjon der støtter ikke er nødvendig, men i mange tilfeller kan du ikke unngå å bruke støtter.
Når du endelig bruker støtter på modellene dine, det er mange støtteinnstillinger du finnerfyllingen går fra topp til bunn. Den høyeste tettheten av utfylling vil være på toppen av modellen, helt opp til innstillingen for støtteutfyllingstetthet.
Folk har en tendens til å la denne innstillingen stå på 0, men du bør prøve denne innstillingen for å lagre filament uten å redusere funksjonaliteten til modellen din. En god verdi å angi er 3 for vanlige utskrifter, mens større utskrifter kan økes høyere.
Når det gjelder 3D-utskrift, er eksperimentering nøkkelen. Ved å tukle rundt med forskjellige støtteinnstillinger, men holde deg innenfor logiske grenser, vil du til slutt finne ut verdier som får deg til å gå bemerkelsesverdig. Tålmodighet er et must.
Det du kan gjøre er å installere "Cura Settings Guide" plug-in fra appens grensesnitt. Dette er en fin måte for nybegynnere å forstå hvordan programvaren fungerer og hvilke ulike innstillinger faktisk står for.
Hva er det beste støttemønsteret for 3D-utskrift?
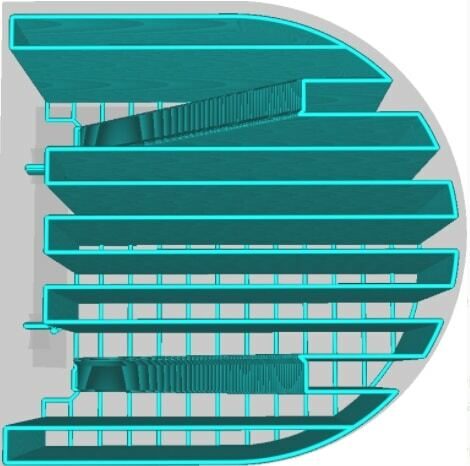
Det beste støttemønsteret for 3D-utskrift er sikksakkmønsteret fordi det har en flott balanse mellom styrke, hastighet og enkel fjerning.
Når du velger de beste støttemønstrene for 3D-utskriftene dine, vil jeg stort sett holde meg til sikksakk- og Linjer mønstrer på grunn av deres balanse mellom hastighet, styrke og enkel fjerning . Spesielt sikksakk er også den raskeste å skrive ut sammenlignet med andre mønstre.
De andre støttemønstrene inkluderer:
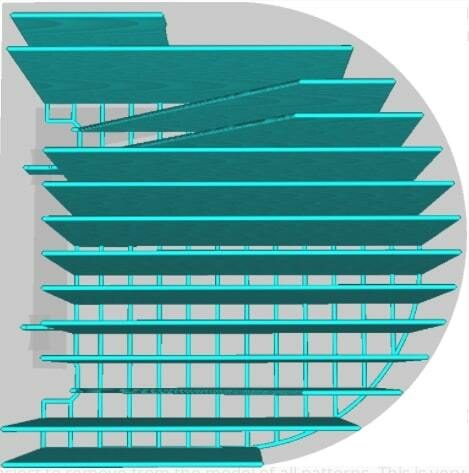
- Linjer
Linjer tettligner Zigzag og er også et av de beste støttemønstrene. Den er imidlertid sterkere enn Zigzag og gir støttestrukturer som vil være litt vanskeligere å fjerne. På plussiden får du solide støtter.
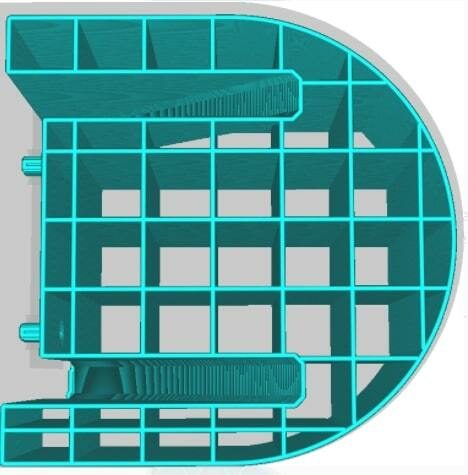
- Grid
Grid Support Pattern danner støtte strukturer i form av to sett med rette linjer vinkelrett på hverandre. Dette etterfølges av konsekvent overlapping som fortsetter å danne firkanter.
Grid produserer gjennomsnittlig overhengskvalitet, men anbefales sterkt for sterke, pålitelige støtter. Men siden det vil være lite fleksibilitet, kan støttene bli ganske vanskelige å fjerne.
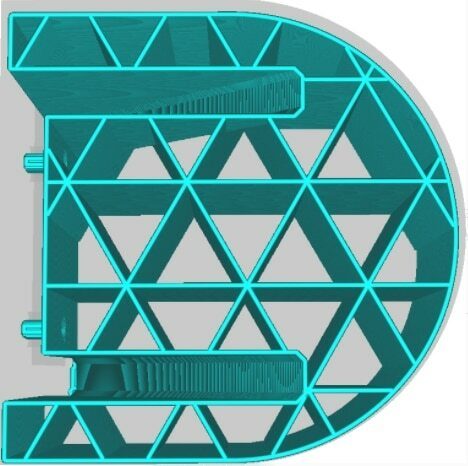
- Trekanter
Trekantmønsteret er det sterkeste av alle støttemønstre. Den danner en rekke likesidede trekanter som gjør at den kan vise liten eller ingen fleksibilitet.
Den produserer overhengsvinkler av dårlig kvalitet og vil være de vanskeligste støttestrukturene å fjerne fra utskriftene dine.
- Konsentrisk
Det konsentriske støttemønsteret er flott for sylindriske former og kuler. De er enkle å fjerne og vil bøye seg mot innsiden med minimal innsats.
Men det er kjent at det konsentriske mønsteret roter seg her og der, og lar ofte støtten henge i luften.
- Cross
Krossstøttemønsteret er det enkleste å fjerne fra all støtteMønstre i Cura. Den viser korslignende former i støttestrukturene dine og tegner et brøkmønster generelt.
Cross er ikke det du skal bruke når du trenger solide og faste støtter.
- Gyroid
Gyroidmønsteret er sterkt og pålitelig. Den har et bølgelignende mønster over volumet til støttestrukturen og gir lik støtte til alle linjene i overhenget.
Gyroid anbefales på det sterkeste når du skriver ut med løselig støttemateriale. Luften som består av et enkelt volum gjør at løsningsmidlet raskt kan nå innsiden av støttestrukturen, slik at det løses opp raskere.
Ulike mønstre har varierende styrker og svakheter.
Se også: 9 måter å fikse hull på & Huller i topplagene i 3D-utskrifterMange er enige om at Zigzag er det beste støttemønsteret som Cura har å tilby. Det er ganske solid, pålitelig og eksepsjonelt enkelt å fjerne på slutten av utskriften.
Linjer er også et annet populært støttemønster som mange velger å jobbe med også.
Hvordan få Egendefinerte støtteinnstillinger Perfekt i Cura
Cura har nå gitt tilgang til tilpasset støtte, en funksjon som tidligere var reservert for Simplify3D, som er en premium slicer.
Vi kan få tilgang til tilpasset støtte ved å laste ned en plugin i Cura-programvaren kalt Cylindrical Custom Supports, som finnes i Marketplace øverst til høyre i appen.
Når du har funnet plugin-en og lastet den ned, blir dubedt om å starte Cura på nytt, hvor du da vil ha tilgang til disse svært praktiske tilpassede støttene. Jeg har brukt dem med hell på mange utskrifter nå, de fungerer utmerket.
Noe av det beste med det er at alt du trenger er å klikke i ett område, deretter klikke på et annet, og du vil lage en tilpasset støtte mellom disse to klikkene.
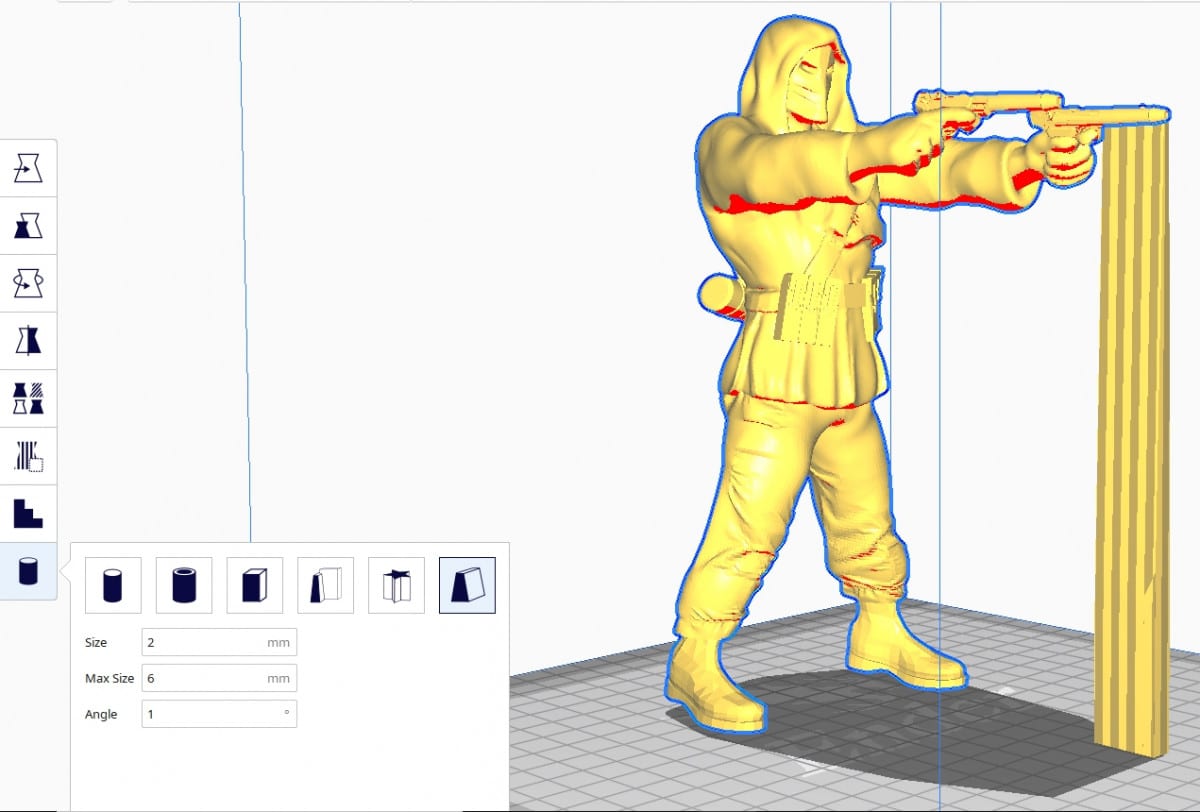
Du kan enkelt tilpasse form, størrelse, maks. størrelse, type og til og med innstilling i Y-retningen. Disse er ikke bare for å vise, da du virkelig kan lage noen høynivåstøtter veldig raskt for modellene dine.
For støtteformer kan du bruke:
- Sylinder
- Cube
- Abutment
- Freeform
- Egendefinert
Standardstøtteinnstillingene du angir vil gjelde, for eksempel fylltetthet og mønster.
Sjekk ut videoen nedenfor for å se en visuell veiledning bak hvordan disse tilpassede støttene fungerer.
Beste Cura Tree-støtteinnstillinger for Cura
For de beste Tree-støtteinnstillingene , de fleste anbefaler en grenvinkel på hvor som helst mellom 40-50°. For grendiameter er 2-3 mm et flott sted å starte. Dessuten vil du sørge for at grenavstanden er satt til minst 6 mm.
Her er resten av trestøtteinnstillingene du finner under "Eksperimentell"-fanen i Cura.
- Trestøttegrenens diametervinkel – vinkelen til en gren diameter som vokser mot bunnen (standard ved 5°)
- Trestøttekollisjonsoppløsning– bestemmer nøyaktigheten av kollisjonsunngåelse i grener (standarder samme som Support Line Width)
Jeg skrev en artikkel kalt How to Use Cura Experimental Settings for 3D Printing, som du kan sjekke ut.
Videoen nedenfor av CHEP går i detalj om trestøtter.
For Branch Diameter Angle har mange brukere satt den til 5°. Vi ønsker at denne vinkelen skal være orientert på en slik måte at trestøtten kan stå sterkt uten å vingle eller riste.
For Tree Support Collision Resolution er 0,2 mm en god figur å begynne med. Å øke den ytterligere kan få tregrenene til å virke av lav kvalitet, men du vil spare mer tid. Prøv å eksperimentere for å se hva som fungerer for deg.
Trestøtter er Curas unike måte å generere støttestrukturer for modellen din på.
Hvis normale støtter tar lang tid for en del som er relativt sett liten, bør du kanskje vurdere Tree-støtter, men det er ikke den eneste grunnen til at du bør gjøre det.
Disse har en tendens til å bruke mindre filament og etterbehandling er unektelig den beste delen av Tree-støttene. Det de gjør er å omslutte modellen og danner grener som til sammen skaper et skall rundt modellen.
Siden disse grenene bare støtter utvalgte områder av modellen og danner en skalllignende form etterpå, spretter de vanligvis rett av med liten eller ingen innsats og øker sjansen for en jevnere overflatekvalitet.
Jeg anbefaler imidlertid å bruke Tree-støtter for modeller som er komplekse. For enklere modeller som deler av en 3D-skriver med gjennomsnittlige overheng, vil trestøtter ikke være ideelle.
Du må selv vurdere om hvilken modell er en god kandidat for Curas distinkte støttegenereringsteknikk.
Beste Cura-støtteinnstillinger for miniatyrer
For utskrift av miniatyrer er en 60° støtteoverhengsvinkel sikker og effektiv. Du er også best av å bruke Lines Support Pattern for flere detaljer i minis. I tillegg, hold støttetettheten til standardverdien (dvs. 20 %), og det bør gi deg en god start.
Å bruke trestøtter for miniatyrer er veldig populært fordi de har en tendens til å ha mer komplekse former og detaljer, spesielt når det er sverd, økser, utvidede lemmer involvert og slike ting.
En bruker nevnte hvordan han tar STL-filen til miniatyrene sine, importerer dem til Meshmixer, og deretter lar programvaren generere noen høykvalitets trestøtter. Etter det kan du ganske enkelt eksportere den oppdaterte filen tilbake til en STL og dele den i Cura.
Sjekk artikkelen min Beste 3D-utskriftsminiatyrinnstillinger for kvalitet.
Du kan få blandede resultater med dette. Det er verdt et forsøk, men for det meste vil jeg holde meg til Cura. Avhengig av modellen kan det være fornuftig å velge støtteplassering for å berøre byggeplate, så de vil ikke byggepå toppen av miniatyren.
Å bruke vanlige støtter kan fungere, spesielt hvis du lager dine egne tilpassede støtter, men trestøtter fungerer veldig bra for detaljerte minis. I noen tilfeller kan trestøtter ha problemer med å komme i kontakt med modellen.
Hvis du opplever dette, prøv å gjøre linjebredden lik laghøyden.
En annen ting å legge til er å sørg for at du bruker en god orientering for å minimere støttene. Riktig rotasjon og vinkel for 3D-printede miniatyrer kan utgjøre en betydelig forskjell i hvordan det blir.
Videoen nedenfor av 3D Printed Tabletop er flott for å ringe inn innstillingene dine for å skrive ut noen fantastiske miniatyrer. Det kommer vanligvis ned til en liten laghøyde og utskrift med lav hastighet.
Hvis du kan justere 3D-skriveren til å 3D-skrive ut noen gode overhengsvinkler, kan du redusere antall støtte. Som nevnt ovenfor er en god overhengsvinkel 50°, men hvis du kan strekke til 60°, vil det gi færre støtter.
Se også: Slik bruker du Z Hop i Cura – En enkel guideStøtte Z-avstanden er en annen viktig innstilling å være forsiktig med når du skriver ut minis. Avhengig av din modell og andre innstillinger kan dette variere, men en verdi på 0,25 mm ser ut til å fungere som en generell standard for mange profiler jeg har sett mens jeg har forsket rundt.
Minier av høy kvalitet krever nøye optimaliserte innstillinger , og selv om det er vanskelig å skrive dem ut helt fra start, prøve-og-feil vil gradvis bringe deg dit.
I tillegg ser det ut til at en annen innstilling kalt Support Line Width som vises under "Kvalitet"-fanen i Cura, spiller en rolle her. Å redusere verdien vil redusere gapet mellom trestøtten og modellen.
Hvordan fikser jeg Cura-støtteinnstillinger som er for sterke?
For å fikse støtter som er for sterke, må du bør redusere støttetettheten din, samt bruke Zigzag-støttemønsteret. Å øke støtte Z-avstanden er en flott metode for å gjøre støttene enklere å fjerne. Jeg vil også lage dine egne tilpassede støtter, slik at de kan bygges så lite som nødvendig.
Støtte Z-avstanden kan direkte påvirke hvor vanskelig eller enkelt det er å fjerne støtter fra modellen din.
Funnet under "Ekspert"-innstillinger har Support Z Distance to underseksjoner - toppdistansen og bunndistansen. Verdiene til disse endres i samsvar med det du legger under hovedinnstillingen for støtte Z-avstand.
Du vil at verdien for Z-avstand skal være 2x laghøyden din, slik at det er ekstra plass mellom modellen og støttene. Dette bør gjøre støttene mye enklere å fjerne, i tillegg til å være nok til å støtte modellen din på riktig måte.
Hvis du av en eller annen grunn ikke ønsker å bruke tilpassede støtter, er det for mange støtter å legge til , kan du bruke en annen funksjon i Cura kalt Support Blockers.
Den brukes til å fjerne støtte der du ikke vilde skal lages.
Når du deler en modell på Cura, bestemmer programvaren hvor støttestrukturer skal plasseres. Men hvis du ser at støtte ikke er nødvendig på et bestemt tidspunkt, kan du bruke støtteblokkering for å fjerne uønsket støtte.
Det er ganske enkelt, men du kan få en bedre forklaring ved å se videoen nedenfor.
i sliceren din, slik at du kan gjøre noen nyttige endringer for å gjøre støttene mer praktiske.En av disse er å lage støttene dine på en måte som gjør det lettere å fjerne fra modellen etterpå. Den spesifikke innstillingen som kan hjelpe med dette vil være "Support Interface Density" i Cura.
Denne innstillingen endrer i utgangspunktet hvor tett toppen og bunnen av støttestrukturen vil være.
Hvis du redusere støttegrensesnitttettheten, støttene dine skal være enklere å fjerne, og omvendt.
Vi kan også bruke en enklere innstilling som ikke er i kategorien "Ekspert" for å gjøre støttene enklere å fjerne, som er støtten Z Distance som jeg skal forklare videre i denne artikkelen.
Det er mange støtteinnstillinger i Cura som du aldri har hørt om, og som vanligvis aldri vil måtte justeres, men noen kan være praktiske .
Mange av disse innstillingene vil du ikke engang se i Cura før du endrer synlighetsvisningen for innstillingene, alt fra Basic, Advanced, Expert og Custom Selection. Dette finner du ved å klikke på de 3 linjene på høyre side av søkeboksen for Cura-innstillinger.
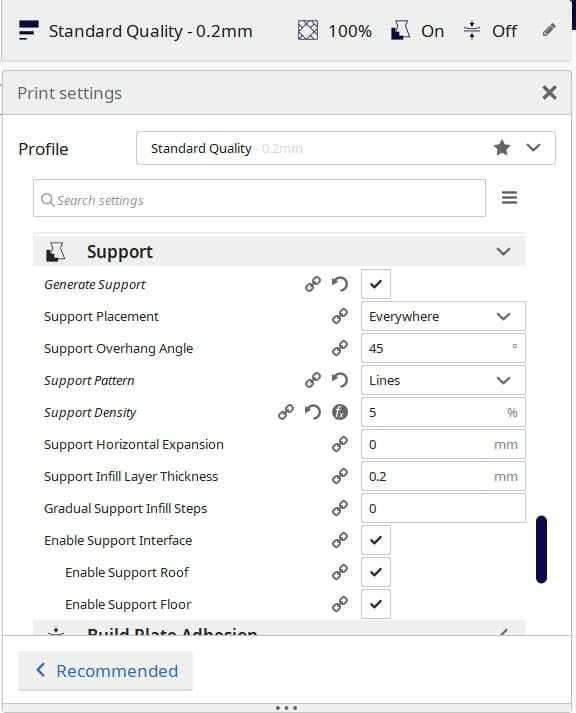
Her er noen av støtteinnstillingene som er i Cura for en bedre idé (synlighet for innstillinger justert til "Avansert"):
- Støttestruktur – Velg mellom "Normal"-støtte eller "Tre"-støtte (vil forklare "Tre" videre i artikkelen)
- Støtte Plassering – Velg mellomstøtter opprettet "Everywhere" eller "Touching Buildplate"
- Support Overhang Angle – Minimumsvinkel for å lage støtter for overhengende deler
- Støttemønster – Mønster på støttestrukturene
- Støttetetthet – Bestemmer hvor tett støttestrukturene er
- Støtte horisontal utvidelse – Øker bredden på støttene
- Support Infill Layer Thickness – Laghøyde på infill innenfor støttene (multiple av laghøyde)
- Gradual Support Infill Steps – Reduserer tettheten av støtter langs bunnen i trinn
- Aktiver støttegrensesnitt – Aktiverer flere innstillinger for å justere laget direkte mellom støtten og modellen («ekspertsynlighet»)
- Aktiver støttetak – Produserer en tett plate av materiale mellom toppen av støtten og modellen
- Aktiver støttegulv – Produserer en tett plate av materiale mellom bunnen av støtten og modellen
Det er enda flere innstillinger under «Ekspert»-synlighetsvisningen i Cura.
Nå som du ser hva støtteinnstillinger er og hvordan de kan være nyttige, la oss gå nærmere inn på andre støtteinnstillinger.
Hvordan får jeg de beste støtteinnstillingene i Cura?
Her er noen støtteinnstillinger i Cura som du kan ønsker å justere hvis du ønsker å få optimalisert støttestrukturen.
- Støttestruktur
- StøttestrukturPlassering
- Støtteoverhengsvinkel
- Støttemønster
- Støttetetthet
- Støtte Z-avstand
- Aktiver støttegrensesnitt
- Gradual Support Infill Steps
Bortsett fra disse kan du vanligvis la resten av innstillingene stå på standard, og det vil være helt greit med mindre du har et avansert problem som må løses med støttene dine.
Hva er den beste støttestrukturen?
Den første innstillingen du får når du ser på støtteinnstillinger i Cura er støttestruktur, og du har enten "Normal" eller "Tre" å velge mellom her. Dette er typen teknikk som brukes til å lage støttestrukturer for modellen din.
For utskrift av ukompliserte modeller som krever standard overheng, bruker de fleste vanligvis "Normal". Dette er en innstilling hvor støttestrukturer slippes rett ned vertikalt og skrives ut under de overhengende delene.
På den annen side er Trestøtter vanligvis reservert for mer komplekse modeller som har delikate/tynne overheng. Jeg skal forklare Tree-støtter mer detaljert senere i denne artikkelen.
De fleste bruker "Normal", siden det stort sett er standardinnstillingen for det og fungerer fint for de fleste modellene.
Hva er den beste støtteplasseringen?
Støtteplassering er en annen viktig innstilling der du kan bestemme hvordan støttestrukturer plasseres. Du kan enten velge "Overalt" eller "Berøring".Buildplate.”
Forskjellen mellom disse to innstillingene er ganske enkle å forstå.
Når du velger “Touching Buildplate”, vil støttene dine bli produsert på deler av modellen der støtten har en direkte vei til byggeplaten, uten at en annen del av modellen kommer i veien.
Når du velger "Everywhere", vil støttene dine produseres over hele modellen, i tråd med hvilke støtteinnstillinger du har angitt . Det spiller ingen rolle om delen din er kompleks og har vendinger rundt om, støttene dine vil bli trykt.
Hva er den beste støtteoverhengsvinkelen?
Støtteoverhengsvinkelen er minimumsvinkel som er nødvendig for at støttet kan skrives ut.
Når du har et overheng på 0°, vil hvert enkelt overheng opprettes, mens en støtteoverhengsvinkel på 90° ikke vil skape noe mht. støtter.
Standardverdien du finner i Cura er 45° som er rett i midten. Jo lavere vinkelen er, desto flere overheng vil skriveren skape, mens jo høyere vinkelen er, jo færre støtter vil det bli laget.
Avhengig av ytelsen og kalibreringen til 3D-skriveren din, kan du med hell bruke en høyere vinkel og fortsatt ha det bra med 3D-utskriftene dine.
Mange 3D-skriverhobbyister der ute anbefaler en verdi på rundt 50° for støtteoverhengsvinkelen, for å sikre at 3D-utskriftene dine fortsatt kommer pent ut og spare litt materiale fra mindrestøttestrukturer.
Jeg vil definitivt teste dette ut for din egen 3D-skriver og se hva som fungerer best for deg.
En flott måte å teste 3D-skriverens evner, så vel som overhenget ditt ytelsen er å 3D-skrive ut Micro Alt-i-ett 3D-skrivertesten (Thingiverse).
Det oversetter ikke direkte til hvilken støtteoverhengsvinkel du kan bruke, men den lar deg teste din evne til å øke den ytterligere.
Hva er det beste støttemønsteret?
Det er mange støttemønstre å velge mellom i Cura, som gir oss muligheten til å tilpasse hvordan støttene våre er bygget opp. Avhengig av hva du leter etter, er det det beste støttemønsteret for deg.
Hvis du vil ha støtter som er solide og kan holde seg godt, vil du klare deg godt med Triangles-mønsteret som er det mest robuste av alle mønstre, mens Grid også holder seg godt.
Zig Zag-mønsteret er det beste støttemønsteret for overheng, sammen med Lines-mønsteret.
Hvis du lurer på hvilket støttemønster er lettest å fjerne, jeg ville gått med Zig Zag mønsteret fordi det bøyer seg innover, og trekkes av i strimler. Cura-støtter som er for sterke bør bruke et støttemønster som er enkelt å fjerne.
Jeg skal snakke om de andre støttemønstrene lenger ned i denne artikkelen, slik at du kan forstå dem litt bedre.
Støttemønster og støttetetthet (den neste støtteinnstillingen som skal diskuteres) deler enlenke sammen. Ett støttemønsters tetthet kan produsere mer eller mindre materiale i en 3D-utskrift.
For eksempel kan Gyroidestøttemønsteret med 5 % fylling vise seg å være tilstrekkelig for en modell, mens Lines Support Pattern med samme utfylling kanskje ikke holder opp som god.
Hva er den beste støttetettheten?
Støttetettheten i Cura er hastigheten som støttestrukturer fylles med materiale. Ved høyere verdier vil linjene i støttekonstruksjoner holdes tett inntil hverandre, slik at det virker tett.
Ved lavere verdier vil støttene være lenger fra hverandre, noe som gjør støttestrukturen mindre tett.
Standardstøttetettheten i Cura er 20%, noe som er ganske bra for å gi en solid støtte til modellen din. Dette er hva de fleste går med, og det fungerer helt fint.
Det du kan gjøre er faktisk å redusere støttetettheten til 5-10 % og ha gode innstillinger for støttegrensesnitt for å sikre at støtten din fungerer bra.
Du trenger vanligvis ikke å øke støttetettheten opp for høyt for å ha gode støtter.
Når du øker støttetettheten, forbedrer det overheng og reduserer hengende siden støttene er koblet sammen tett. . Det er mindre sannsynlig at støtten mislykkes hvis det er et problem under utskriftsprosessen.
Den motsatte siden av å øke støttetettheten er at støttene vil være vanskeligere å fjerne på grunn av mer av enheftoverflate. Du kommer også til å bruke mer materiale til støttene og utskriftene dine vil ta lengre tid.
Men et flott sted å starte er vanligvis rundt 20 %. Du kan gå lavere og høyere både avhengig av situasjonen, men 20 % tetthet er en god tommelfingerregel å fortsette å bruke støttestrukturene dine med.
Støttemønsteret har en betydelig effekt på hvor mye støttetettheten faktisk er. gitt, med tanke på hvor mye materiale som brukes. En støttetetthet på 20 % med Lines-mønsteret vil ikke være det samme som med Gyroid-mønsteret.
Hva er den beste støtte Z-avstanden?
Støtte-Z-avstanden er ganske enkelt avstanden fra toppen og bunnen av støtten til selve 3D-utskriften. Den gir deg klaring slik at du lettere kan fjerne støttene dine.
Å få denne innstillingen riktig er ganske enkelt fordi den rundes opp til et multiplum av laghøyden din. Standardverdien din i Cura vil ganske enkelt være lik laghøyden din, men hvis du trenger mer klaring, kan du 2x verdien.
En bruker som prøvde dette fant ut at støttene var mye lettere å fjerne. Han printet med en laghøyde på 0,2 mm og en støtte Z-avstand på 0,4 mm.
Du trenger vanligvis ikke å endre denne innstillingen, men det er greit å vite at den er der hvis du vil gjøre støttene enklere å fjerne.
Cura liker å kalle denne innstillingen «den mest innflytelsesrike faktoren for hvor godt støtten fester segtil modellen.»
En høy verdi av denne avstanden tillater et større gap mellom modellen og støtten. Dette betyr enklere etterbehandling og skaper en jevnere modelloverflate på grunn av det reduserte kontaktområdet med støttene.
En lav verdi er nyttig når du prøver å støtte komplekse overheng som gjør støtteutskriften nærmere til støtten, men støttene blir vanskeligere å fjerne.
Prøv å leke med forskjellige verdier for disse avstandene for å finne den perfekte figuren som fungerer for deg.
Hva er Enable Support Interface?
Støttegrensesnittet er ganske enkelt et lag med støttemateriale mellom de vanlige støttene og modellen, ellers sett på som kontaktpunktet. Den er laget for å være tettere enn de faktiske støttene fordi den krever mer kontakt med overflatene.
Cura bør ha dette slått på som standard, sammen med "Enable Support Roof" og "Enable Support Floor" for å generere de tettere overflatene på toppen og bunnen av støttene dine.
I disse innstillingene i "Ekspert"-visningen finner du også Support Interface Thickness & Støtte grensesnitttetthet. Med disse innstillingene kan du kontrollere hvor tykke og tette de øvre og nedre tilkoblingspunktene til støttene dine er.
Hva er trinn med gradvis støtte?
Trinn med trinnvis støtte er antall ganger å redusere støtteinnfyllingstettheten med det halve som