
विषयसूची
3डी प्रिंटर में परत बदलाव बहुत परेशानी भरा हो सकता है क्योंकि वे आपके पूरे प्रिंट के रूप और कार्यक्षमता को बर्बाद कर सकते हैं। कभी-कभी ये परत बदलाव समान ऊंचाई पर लगातार हो सकते हैं। यह लेख कारणों को देखने और फिर इस समस्या के समाधान में मदद करेगा।
समान ऊंचाई पर आपकी परत शिफ्ट को ठीक करने के विवरण के लिए पढ़ना जारी रखें।
3डी प्रिंटिंग में परत बदलाव के क्या कारण हैं (समान ऊंचाई पर)
3डी प्रिंटिंग में समान ऊंचाई पर परत बदलाव के कई कारण हो सकते हैं जैसे ढीला एक्स या वाई-अक्ष पुली, बेल्ट ढीला, अति ताप, अत्यधिक मुद्रण गति, कंपन, अस्थिरता, और बहुत कुछ। कुछ उपयोगकर्ताओं को वास्तविक कटी हुई फ़ाइल या उनके 3D प्रिंटर में स्नेहन की कमी से भी समस्याएँ मिलीं।
& परतों को शिफ्टिंग से रोकें (समान ऊंचाई पर)
परतों को समान ऊंचाई पर शिफ्ट होने से रोकने के कई तरीके हैं, लेकिन वे इस बात पर निर्भर करते हैं कि सबसे पहले समस्या किस वजह से हो रही है। आप इनमें से कुछ सुधारों के माध्यम से चलना चाहेंगे ताकि आप देख सकें कि क्या यह आपकी समस्या को हल करने में मदद करता है।
क्या आप एंडर 3 या किसी अन्य मशीन के साथ लेयर शिफ्टिंग को ठीक करना सीख रहे हैं, यह आपको सेट करना चाहिए सही रास्ते पर।
अधिक उन्नत तरीकों पर जाने से पहले मैं कुछ आसान और सरल सुधार करने की सलाह दूंगा।
- बेल्ट कस लें और पुली की जांच करें
- 3डी प्रिंटर और लोअर को स्थिर करेंवाइब्रेशन्स
- अपनी फाइल को फिर से स्लाइस करने की कोशिश करें
- अपनी प्रिंटिंग स्पीड कम करें या जर्क & त्वरण सेटिंग
- तटीय सेटिंग बदलना
- इनफिल पैटर्न बदलें
- लुब्रिकेट और; अपने 3डी प्रिंटर में तेल लगाएं
- स्टेपर मोटर्स के लिए कूलिंग में सुधार करें
- रिट्रेक्ट करते समय Z हॉप को सक्षम करें
- स्टेपर मोटर ड्राइवर के लिए VREF बढ़ाएं
1। बेल्ट कसें और पुली की जांच करें
समान ऊंचाई पर शिफ्ट होने वाली अपनी परतों को ठीक करने का एक तरीका है अपनी बेल्ट को कसना और अपनी पुली की जांच करना। इसका कारण यह है कि एक ढीली बेल्ट आपके 3D प्रिंटर की गति की सटीकता को कम कर सकती है, जिससे लेयर शिफ्ट हो सकती है।
आप X & वाई अक्ष यह देखने के लिए कि क्या उनके पास अच्छी मात्रा में तनाव है। एक बेल्ट जो बहुत तंग है, हिलने-डुलने के दौरान दांतों को बांधने या न छोड़ने जैसी समस्याओं का कारण बन सकती है।
3डी प्रिंटर बेल्ट का सही तनाव क्या है, यह जानने के लिए नीचे दिया गया वीडियो देखें।
एक और बात जाँच करने के लिए यह है कि आपकी पुली जगह पर है और ठीक से काम कर रही है। पुली गोल धातु के हिस्से होते हैं, जिसके चारों ओर आपकी बेल्ट जाती है, जिसमें दांत होते हैं, जिसमें बेल्ट फिट हो जाती है।
आपकी पुली फिसलनी नहीं चाहिए और पर्याप्त तंग होनी चाहिए। ये समय के साथ ढीले हो सकते हैं इसलिए समय-समय पर इनकी जांच करना एक अच्छा विचार है।
बेल्ट कसने और पुली की जांच करने के बाद, उपयोगकर्ताओं ने समान ऊंचाई पर परतों के हिलने की समस्या को ठीक कर लिया है।
2। स्थिर3डी प्रिंटर और कम कंपन
3डी प्रिंटर में एक ही ऊंचाई पर लेयर शिफ्टिंग का एक और संभावित समाधान प्रिंटर को स्थिर करना और किसी भी प्रकार के कंपन को कम करना है। कई मामलों में कंपन के कारण परतें समान ऊंचाई पर शिफ्ट हो सकती हैं, विशेष रूप से मॉडल के विशिष्ट भागों पर जहां प्रिंट हेड बहुत तेजी से जा रहा है।
आप अपने 3डी प्रिंटर को मजबूती और स्थिरता पर रखकर उसे स्थिर कर सकते हैं। सतह, साथ ही साथ मशीन के निचले भाग में रबर एंटी-वाइब्रेशन फीट संलग्न करना।
ये 3डी प्रिंटेड या पेशेवर रूप से खरीदे भी जा सकते हैं।
किसी भी ढीले हिस्से के लिए अपने 3डी प्रिंटर के आसपास की जांच करें, विशेष रूप से फ्रेम और गैन्ट्री/गाड़ियों में। जब आपके 3D प्रिंटर पर ढीले पुर्जे या स्क्रू होते हैं, तो यह कंपन की उपस्थिति को बढ़ाता है जिससे समान ऊंचाई पर परत शिफ्ट हो सकती है।
यह सभी देखें: एंडर 3 (प्रो/वी2/एस1) के लिए सर्वश्रेष्ठ स्लाइसर - मुफ्त विकल्पएक उपयोगकर्ता ने सुझाव दिया कि आप अपने 3D प्रिंटर को किसी भारी वस्तु पर भी रख सकते हैं। भारी सतह के नीचे कुछ पैडिंग के साथ लकड़ी का मोटा टुकड़ा या कंक्रीट का एक स्लैब।
बहुत से लोग अपने वास्तविक प्रिंट बेड को अपराधी मानते हैं, क्योंकि उनके बिस्तर पर क्लिप खराब हो जाती है। उदाहरण के लिए, यदि आपके पास कांच का बिस्तर है, तो आपको इसे जगह पर क्लिप करना होगा। एक उपयोगकर्ता ने पाया कि उनकी घिसी-पिटी क्लिप के कारण परत में बदलाव आया जैसा कि नीचे दिए गए वीडियो में दिखाया गया है।
यह समाधान कई अन्य उपयोगकर्ताओं के लिए भी काम करता है।
एक उपयोगकर्ता ने टिप्पणी की कि उसका पूरा कांच बिस्तर से बदल गया है क्लिप की समस्या के कारण इसकी मूल स्थिति। उन्होंने भी उल्लेख कियाकि यह अब तक की सबसे तेज़ परत स्थानांतरण है।
कंपन की जांच करने के लिए किसी ने कहा है कि एक दिलचस्प तरीका यह है कि जिस सतह पर आपका प्रिंटर बैठा है, उस पर एक गिलास पानी डालें या देखें कि पानी है या नहीं बढ़ रहा है। तालिका में छोटी-छोटी गतिविधियां आपके प्रिंट में और अधिक स्थानांतरण की समस्या पैदा कर सकती हैं।
3. अपनी फ़ाइल को फिर से स्लाइस करने का प्रयास करें
जी-कोड फ़ाइल में एसटीएल फ़ाइल को फिर से स्लाइस करने से इस समस्या को ठीक करने में मदद मिल सकती है। एक 3डी प्रिंटर शौक़ीन जिसने अपनी स्टेपर मोटर और बेल्ट की जाँच के बाद एक यादृच्छिक वाई शिफ्ट की। फिर उन्होंने उस फ़ाइल को फिर से स्लाइस किया जिसके साथ वे प्रिंट कर रहे थे और यह सब ठीक प्रिंट किया गया।
आप फ़ाइल को 90° तक घुमाने की कोशिश भी कर सकते हैं और यह देखने के लिए फ़ाइल को फिर से स्लाइस कर सकते हैं कि क्या इससे कोई फर्क पड़ता है।<1
4. अपनी प्रिंटिंग गति या झटका कम करें & amp; त्वरण सेटिंग
जब समान ऊंचाई पर परत बदलाव की बात आती है, तो आपकी प्रिंटिंग गति भी इसमें योगदान दे सकती है। आपकी छपाई की गति जितनी अधिक होगी, इसके स्थानांतरण की संभावना उतनी ही अधिक होगी। आप अत्यधिक प्रिंट गति से बचना चाहते हैं। डिफ़ॉल्ट प्रिंट गति लगभग 50mm/s पर आपके लिए पर्याप्त अच्छी तरह से काम करनी चाहिए।
कुछ 3डी प्रिंटर बिना किसी समस्या के तेज प्रिंटिंग गति पर चलने के लिए डिज़ाइन किए गए हैं, लेकिन उनमें से सभी इन गति को संभाल नहीं सकते।
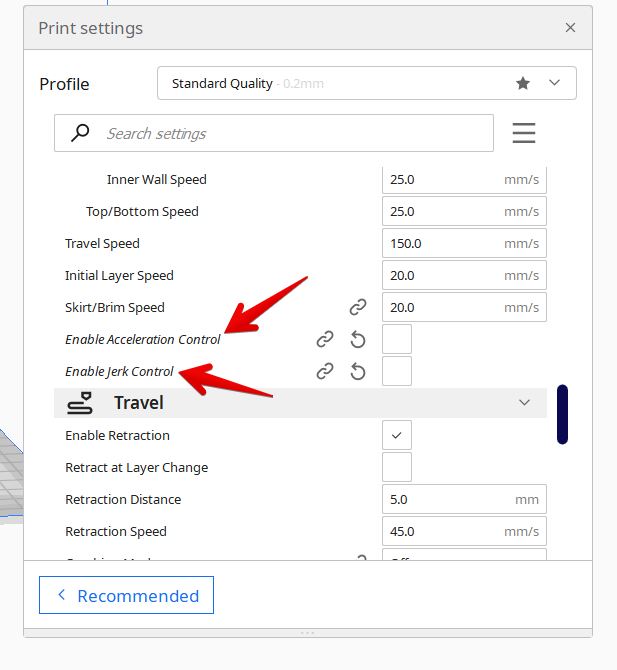
मैं आपके जर्क & त्वरण सेटिंग्स यह सुनिश्चित करने के लिए कि ये बहुत अधिक नहीं हैं और परत बदलाव का कारण बन रही हैं।
एक अन्य उपयोगकर्ता जिसने अपनी जर्क सेटिंग को 20mm/s से बदल दिया है15mm/s ने पाया कि इसके बाद उनकी परत का हिलना बंद हो गया। यदि आप जर्क कंट्रोल को सक्षम करते हैं तो क्यूरा में डिफ़ॉल्ट जर्क सेटिंग अब 8 मिमी/एस है, इसलिए इन मानों को दोबारा जांचें। एक अन्य उपयोगकर्ता ने भी त्वरण नियंत्रण और amp को बंद करने का सुझाव दिया। अपने स्लाइसर में झटका नियंत्रण। उनके पास समान मुद्दे थे और ऐसा करने के बाद, उनके मॉडल बहुत अच्छी तरह से सामने आ रहे थे।
5। कोस्टिंग सेटिंग बदलना
एक उपयोगकर्ता ने उल्लेख किया है कि इस समस्या का एक संभावित समाधान उनके स्लाइसर में आपकी कोस्टिंग सेटिंग को बदलना है। यदि आप एक ही ऊंचाई पर परत बदलाव का अनुभव कर रहे हैं, तो अपनी कोस्टिंग सेटिंग को बदलने का प्रयास करें, अगर यह अक्षम है, तो इसे सक्षम करके या इसे सक्षम होने पर अक्षम करें।
एक उदाहरण में, कोस्टिंग को सक्षम करने से समस्या को ठीक करने में मदद मिल सकती है क्योंकि यह चाल के अंत से पहले आपके 3D प्रिंटर को धीमा कर सकता है। दूसरी ओर, कोस्टिंग को बंद करने से आपके फ़र्मवेयर को पता चल सकता है कि कोने के लिए इसे जल्द ही धीमा करना होगा।
6। इन्फिल पैटर्न बदलें
यह संभव है कि आपका इन्फिल पैटर्न समान ऊंचाई पर परतों के शिफ्ट होने की समस्या में योगदान दे रहा हो क्योंकि कुछ इनफिल पैटर्न में तेज कोने होते हैं। जब आपकी परत हमेशा एक ही स्थान पर शिफ्ट होती है, तो इस बात की संभावना होती है कि उस स्थान पर तेज गति से अचानक गति हो रही है।
आप अपने इन्फिल पैटर्न को बदलकर देख सकते हैं कि क्या यह ठीक करने में मदद करता हैयह मुद्दा। Gyroid पैटर्न यह जांचने के लिए एक अच्छा हो सकता है कि क्या यह समस्या पैदा कर रहा है क्योंकि इसमें नुकीले कोने नहीं हैं और यह घुमावदार पैटर्न से अधिक है।

7। चिकनाई और amp; अपने 3डी प्रिंटर में तेल लगाएं
एक और समाधान जिसने उन उपयोगकर्ताओं के लिए काम किया है जो समान ऊंचाई पर परत बदलाव का अनुभव करते हैं, वह है अपने 3डी प्रिंटर के पुर्जों को लुब्रिकेट और ऑयल करना। यदि आपके 3D प्रिंटर के गतिमान हिस्सों पर बहुत अधिक घर्षण है, जो समस्या पैदा कर सकता है, तो आप इन भागों को लुब्रिकेट करना चाहेंगे।
मैं पीटीएफई के साथ सुपर ल्यूब सिंथेटिक ऑयल जैसी किसी चीज़ का उपयोग करने की सलाह दूंगा, आपके 3डी प्रिंटर के लिए एक स्टेपल लुब्रिकेंट।

मैंने यह लेख लिखा है कि कैसे अपने 3डी प्रिंटर को प्रो की तरह लुब्रिकेट करें - उपयोग करने के लिए सबसे अच्छा लुब्रिकेंट ताकि आप इस पर महत्वपूर्ण जानकारी प्राप्त कर सकें इसे ठीक से कैसे करें।
नीचे दिया गया वीडियो यह जानने के लिए बहुत उपयोगी है कि अपने 3डी प्रिंटर को लुब्रिकेट कैसे करें।
8। स्टेपर मोटर्स के लिए कूलिंग में सुधार करें
एक उपयोगकर्ता ने पाया कि ऐसा होने का कारण उनके प्रिंट में एक निश्चित बिंदु पर उनके स्टेपर मोटर ड्राइवर का अधिक गर्म होना था। यह 3डी प्रिंट के लिए उपयोग की जाने वाली बहुत अधिक करंट की आवश्यकता के कारण हो सकता है।
इसे ठीक करने के लिए, आप अपने स्टेपर मोटर्स के लिए हीट सिंक या एक कूलिंग फैन जोड़कर सीधे मोटर पर बेहतर कूलिंग लागू कर सकते हैं। .

मैंने एक्सट्रूडर मोटर को बहुत गर्म करने के 7 तरीके कैसे ठीक करें नामक एक लेख लिखा था जिसे आप अधिक जानकारी के लिए देख सकते हैंविवरण।
Tech2C का यह वीडियो बताता है कि कूलिंग फैन कितने महत्वपूर्ण हैं और वे आपको गुणवत्तापूर्ण प्रिंट कैसे प्राप्त कर सकते हैं।
एक अन्य उपयोगकर्ता ने मदरबोर्ड के गर्म होने की समस्या का भी उल्लेख किया है 4.2.2 मदरबोर्ड के साथ एंडर 3। उन्होंने इसे 4.2.7 मदरबोर्ड में अपग्रेड किया और इसने समस्या को हल कर दिया।
9। वापस लेने पर Z हॉप को सक्षम करें
Cura में सेटिंग को वापस लेने पर Z हॉप को सक्षम करना एक और तरीका है जिसने एक ही ऊंचाई पर परत बदलाव को ठीक करने के लिए काम किया है। एक उपयोगकर्ता जिसके पास एंडर 3 था, अपने सभी हिस्सों पर लगभग 16 मिमी की ऊंचाई पर परत बदलाव का अनुभव कर रहा था। और वह सब ठीक लग रहा था। उन्होंने लड़खड़ाने या रुकावट जैसी किसी भी स्थिरीकरण की समस्या के लिए भी जाँच की, लेकिन सब ठीक लग रहा था।
जैसे ही उन्होंने प्रिंट को उस विशिष्ट ऊंचाई तक जाते हुए देखा, नोजल ने प्रिंट और समर्थन को मारना शुरू कर दिया।
इसे ठीक करने के लिए, उन्होंने यात्रा चाल के लिए 0.2 मिमी का Z हॉप जोड़ना समाप्त कर दिया। हर बार जब आपका नोज़ल एक स्थान से दूसरे स्थान पर जाने के लिए पीछे हटता है तो यह मूल रूप से आपके नोज़ल को 0.2 मिमी ऊपर उठा देता है। यह समग्र 3डी प्रिंट में समय जोड़ता है लेकिन यह आपके नोजल को आपके प्रिंट से टकराने से बचाने के लिए उपयोगी है।
नीचे उनकी परत में बदलाव जैसा दिखता है।imgur.com पर पोस्ट देखें
10। स्टेपर मोटर ड्राइवर के लिए VREF बढ़ाएँ
यह थोड़ा कम सामान्य सुधार है लेकिन फिर भी,कुछ ऐसा जो उपयोगकर्ताओं के लिए काम करता है, और वह है आपके स्टेपर मोटर्स में वीआरईएफ या करंट को बढ़ाना। करंट मूल रूप से वह शक्ति या टॉर्क है जिसे आपके स्टेपर मोटर्स 3डी प्रिंटर पर गति करने के लिए उत्पन्न कर सकते हैं।
यह सभी देखें: सर्वश्रेष्ठ नायलॉन 3डी प्रिंटिंग स्पीड और amp; तापमान (नोजल और बिस्तर)यदि आपका करंट बहुत कम है, तो गति "स्टेप" को छोड़ सकती है और आपके मॉडल में परत बदलाव का कारण बन सकती है। .
आप अपने स्टेपर मोटर्स में वीआरईएफ को बढ़ा सकते हैं, यह इस बात पर निर्भर करता है कि वे कम हैं या नहीं। यह कैसे करना है यह जानने के लिए नीचे दिया गया वीडियो देखें, हालांकि सुरक्षा को ध्यान में रखें क्योंकि यदि आप नहीं जानते कि आप क्या कर रहे हैं तो ये इलेक्ट्रॉनिक्स खतरनाक हो सकते हैं।
सर्वश्रेष्ठ 3डी प्रिंटर लेयर शिफ्ट टेस्ट
वहाँ बहुत सारे लेयर शिफ्ट परीक्षण नहीं हैं, लेकिन मुझे कुछ ऐसे मिले हैं जो कुछ उपयोगकर्ताओं के लिए काम करते हैं।
लेयर शिफ्ट टॉर्चर टेस्ट
एक उपयोगकर्ता जिसने लेयर की ऊंचाई की तलाश करने की कोशिश की यातना परीक्षण एक नहीं खोज सके, इसलिए उन्होंने खुद एक बनाया। लेयर शिफ्ट टॉर्चर टेस्ट किसी भी लेयर शिफ्टिंग मुद्दों का शीघ्रता से निदान करने के लिए अच्छी तरह से काम करता है।
उन्होंने यह खोजने की कोशिश की कि एक सामान्य प्रिंट कहाँ विफल हुआ, जिसमें कुछ घंटे लगे, लेकिन टॉर्चर टेस्ट के साथ, इसमें केवल 30 सेकंड लगे।<1
Y-एक्सिस लेयर शिफ्ट टेस्ट मॉडल
अगर आपको विशेष रूप से Y-एक्सिस शिफ्ट की समस्या हो रही है, तो यह कोशिश करने के लिए एक बेहतरीन लेयर शिफ्ट टेस्ट है। उपयोगकर्ता ने इस वाई-एक्सिस लेयर शिफ्ट टेस्ट मॉडल को अपनी वाई-एक्सिस शिफ्टिंग समस्या की पहचान करने में मदद के लिए डिज़ाइन किया है। उन्हें कई उपयोगकर्ताओं के साथ सकारात्मक परिणाम मिले जिन्होंने 3डी प्रिंटिंग की कोशिश की हैपरीक्षण।
परत परिवर्तन की समस्या के कारण यह मॉडल 100% विफल रहा, लेकिन उसने एक दूसरा Y अक्ष परीक्षण मॉडल भी जोड़ा जिसे उसके मित्र ने अनुरोध किया कि आप भी कोशिश कर सकते हैं।