
Talaan ng nilalaman
Ang mga pagbabago sa layer sa mga 3D printer ay maaaring maging napakahirap dahil malamang na masira ang hitsura at functionality ng iyong buong print. Minsan ang mga pagbabago sa layer na ito ay maaaring patuloy na mangyari sa parehong taas. Makakatulong ang artikulong ito na tingnan ang mga sanhi at pagkatapos ay ang mga pag-aayos para sa isyung ito.
Magpatuloy sa pagbabasa para sa mga detalye sa likod ng pag-aayos ng mga pagbabago sa iyong layer sa parehong taas.
Ano ang Nagiging sanhi ng Mga Pagbabago ng Layer sa 3D Printing (Sa Parehong Taas)
Ang mga pagbabago sa layer sa 3D printing sa parehong taas ay maaaring sanhi ng ilang salik tulad ng maluwag na X o Y-axis pulley, belt slack, overheating, sobrang bilis ng pag-print, vibration, instability, at marami pa. Nakakita ang ilang user ng mga isyu sa aktwal na hiniwang file o kahit na mula sa kakulangan ng lubrication sa kanilang 3D printer.
Paano Ayusin & Itigil ang mga Layers mula sa Paglipat (Sa Parehong Taas)
Maraming paraan para pigilan ang mga layer mula sa paglipat sa parehong taas, ngunit nakadepende ang mga ito sa kung ano ang sanhi ng isyu sa simula pa lang. Gusto mong patakbuhin ang ilan sa mga pag-aayos na ito upang makita mo kung nakakatulong ito sa paglutas ng iyong isyu.
Natututo ka man kung paano ayusin ang paglilipat ng layer gamit ang isang Ender 3 o isa pang makina, ito ang dapat magtakda sa iyo sa tamang landas.
Inirerekomenda kong gawin muna ang ilan sa mga mas madali at mas simpleng pag-aayos bago lumipat sa mas advanced na mga pamamaraan.
- Higpitan ang mga Sinturon at I-check ang mga Pulley
- I-stabilize ang 3D Printer at LowerMga Panginginig ng boses
- Subukan Muling Hiwain ang Iyong File
- Bawasan ang Bilis ng Iyong Pag-print o Haltak & Mga Setting ng Pagpapabilis
- Pagbabago sa Setting ng Coasting
- Baguhin ang Mga Pattern ng Infill
- Lubricate & Langis ang Iyong 3D Printer
- Pahusayin ang Paglamig para sa Stepper Motors
- Paganahin ang Z Hop Kapag Binawi
- Taasan ang VREF sa Stepper Motor Driver
1. Tighten Belts and Check Pulleys
Isang paraan ng pag-aayos ng iyong mga layer na lumilipat sa parehong taas ay upang higpitan ang iyong mga sinturon at suriin ang iyong mga pulley. Ang dahilan nito ay maaaring mabawasan ng maluwag na sinturon ang katumpakan ng mga paggalaw ng iyong 3D printer, na humahantong sa mga pagbabago sa layer.
Gusto mong tingnan ang sinturon sa X & Y axis upang makita kung mayroon silang mahusay na dami ng pag-igting. Ang isang sinturon na masyadong masikip ay maaari ding magdulot ng mga isyu gaya ng pagbibigkis o hindi ang mga ngipin na nilaktawan habang gumagalaw.
Tingnan ang video sa ibaba upang malaman kung ano ang tamang 3D printer belt tension.
Isa pang bagay upang suriin ay ang iyong mga pulley ay nasa lugar at gumagana nang maayos. Ang mga pulley ay ang mga bilog na bahagi ng metal na pinapaikot ng iyong sinturon, na may mga ngipin kung saan kasya ang sinturon.
Hindi dapat madulas ang iyong mga pulley at dapat ay sapat na masikip. Maaaring lumuwag ang mga ito sa paglipas ng panahon kaya magandang ideya na suriin ang mga ito nang pana-panahon.
Tingnan din: Paano Mag-Flash & I-upgrade ang 3D Printer Firmware – Simpleng GabayPagkatapos higpitan ang mga sinturon at suriin ang mga pulley, inayos ng mga user ang kanilang isyu sa paglilipat ng mga layer sa parehong taas.
2. Magpatatag3D Printer at Lower Vibrations
Ang isa pang potensyal na pag-aayos sa layer shifting sa parehong taas sa isang 3D printer ay ang pag-stabilize ng printer at pagbabawas ng anumang uri ng mga vibrations. Ang mga pag-vibrate sa maraming kaso ay maaaring maging sanhi ng paglilipat ng mga layer sa parehong taas, lalo na sa mga partikular na bahagi ng isang modelo kung saan masyadong mabilis ang print head.
Tingnan din: Paano Taasan ang Max Temperature sa isang 3D Printer – Ender 3Maaari mong i-stabilize ang iyong 3D printer sa pamamagitan ng paglalagay nito sa matatag at matatag. ibabaw, pati na rin ang paglalagay ng mga rubber na anti-vibration na paa sa ilalim ng makina.
Maaari pa itong i-3D print o bilhin nang propesyonal.
Tingnan ang paligid ng iyong 3D printer para sa anumang maluwag na bahagi, lalo na sa frame at gantry/carriages. Kapag may mga maluwag na bahagi o turnilyo sa iyong 3D printer, pinapataas nito ang pagkakaroon ng mga vibrations na maaaring humantong sa pagbabago ng layer sa parehong taas.
Iminungkahi ng isang user na maaari mo ring ilagay ang iyong 3D printer sa isang bagay na mabigat tulad ng isang makapal na piraso ng kahoy o isang slab ng kongkreto na may ilang padding sa ilalim ng mabigat na ibabaw.
Nakakaligtaan ng maraming tao na ang kanilang aktwal na print bed ang may kasalanan, na nasira ang mga clip sa kanilang kama. Kung mayroon kang salamin na kama halimbawa, kailangan mong i-clip ito sa lugar. Nalaman ng isang user na ang kanilang mga pagod na clip ay nagdulot ng pagbabago ng layer tulad ng ipinapakita sa video sa ibaba.
Ang pag-aayos ay gumana rin para sa maraming iba pang mga user.
Nagkomento ang isang user na ang kanyang buong glass bed ay lumipat mula sa orihinal nitong posisyon dahil sa isang isyu sa clip. Nabanggit din niyana ito na ang pinakamabilis na pag-aayos ng paglilipat ng layer doon.
Ang isang kawili-wiling paraan na sinabi ng isang tao na tingnan kung may mga vibrations ay maglagay ng isang basong tubig sa ibabaw o mesa kung saan nakaupo ang iyong printer upang makita kung ang tubig ay gumagalaw. Ang maliliit na paggalaw sa talahanayan ay maaaring magdulot ng mga pagbabago sa mga isyu sa iyong pag-print.
3. Subukang I-re-Slicing ang Iyong File
Ang simpleng pag-re-slice ng STL file sa G-Code file ay makakatulong upang ayusin ang isyung ito. Isang 3D printer hobbyist na nagkaroon ng random y shift pagkatapos suriin ang kanilang stepper motor at sinturon. Pagkatapos ay muling hiniwa nila ang file kung saan sila nagpi-print at ang lahat ng ito ay nai-print nang maayos.
Maaari mo ring subukang i-rotate ang file nang 90° at hiwain muli ang file upang makita kung may pagkakaiba iyon.
4. Bawasan ang Iyong Bilis sa Pag-print o Jerk & Mga Setting ng Pagpapabilis
Pagdating sa mga pagbabago ng layer sa parehong taas, ang iyong bilis ng pag-print ay maaari ding mag-ambag dito. Kung mas mataas ang iyong bilis ng pag-print, mas malamang na magsimula itong lumipat. Gusto mong maiwasan ang sobrang bilis ng pag-print. Ang mga default na bilis ng pag-print ay dapat na gumana nang maayos para sa iyo sa humigit-kumulang 50mm/s.
Ang ilang mga 3D printer ay idinisenyo upang lumipat sa mas mabilis na bilis ng pag-print nang walang mga isyu, ngunit hindi lahat ng mga ito ay maaaring hawakan ang mga bilis na ito.
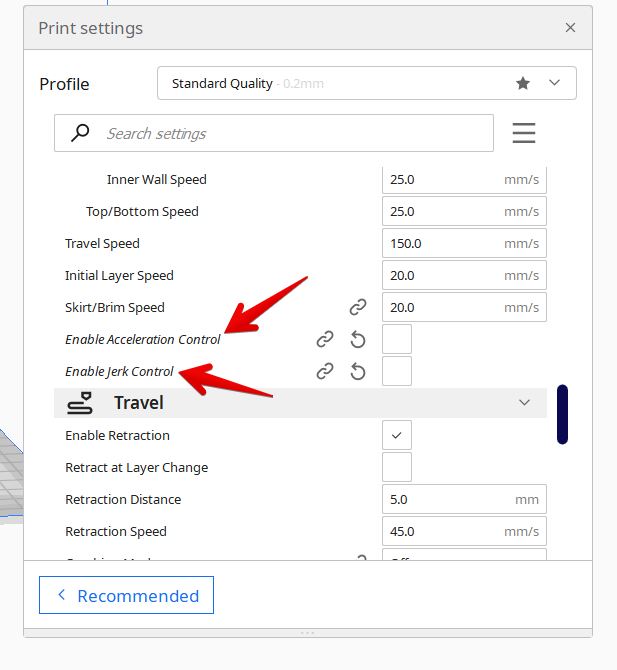
Titingnan ko rin ang iyong Jerk & Mga setting ng acceleration para matiyak na hindi ito masyadong mataas at nagdudulot ng mga pagbabago sa layer.
Isa pang user na nagbago ng kanilang Jerk setting mula 20mm/s patungong15mm/s natagpuan na ang kanilang layer ay tumigil sa paglilipat pagkatapos nito. Ang default na setting ng Jerk sa Cura ay 8mm/s na ngayon kung ie-enable mo ang Jerk Control, kaya i-double check ang mga value na ito.
Minsan ang firmware ng iyong 3D printer ay magkakaroon ng sarili nitong Jerk setting na sinusunod nito.
Iminungkahi din ng isa pang user na i-off ang Acceleration Control & Jerk Control sa iyong slicer. Nagkaroon sila ng parehong mga isyu at pagkatapos gawin ito, ang kanilang mga modelo ay lumalabas nang napakaganda.
5. Pagbabago ng Coasting Setting
Isang user ang nagbanggit na ang isang potensyal na pag-aayos para sa isyung ito ay ang pagbabago ng iyong coasting setting sa kanilang slicer. Kung nakakaranas ka ng pagbabago ng layer sa parehong taas, subukang baguhin ang iyong coasting setting, sa pamamagitan ng pag-enable dito kung ito ay naka-disable, o i-disable ito kung ito ay naka-enable.
Sa isang pagkakataon, ang pagpapagana ng coasting ay makakatulong na ayusin ang isyu dahil ito maaaring mas pabagalin ang iyong 3D printer bago matapos ang paglipat. Sa kabilang banda, ang pag-off sa coasting off ay maaaring ipaalam sa iyong firmware na kailangan nitong bumagal nang mas maaga para sa isang sulok.
6. Baguhin ang Mga Infill Pattern
Posible na ang iyong infill pattern ay nag-aambag sa isyu ng paglilipat ng mga layer sa parehong taas dahil ang ilang infill pattern ay may mas matalas na sulok. Kapag palaging lumilipat ang iyong layer sa parehong lugar, malamang na may biglaang paggalaw nang napakabilis sa lugar na iyon.
Maaari mong subukang baguhin ang iyong infill pattern upang makita kung nakakatulong iyon sa pag-aayos.ang isyung ito. Ang Gyroid pattern ay maaaring maging isang mahusay na paraan upang masuri kung ito ang nagiging sanhi ng isyu dahil wala itong matatalim na sulok at higit pa sa isang curved pattern.

7. Lubricate & Oil Your 3D Printer
Ang isa pang pag-aayos na nagtrabaho para sa mga user na nakakaranas ng pagbabago ng layer sa parehong taas ay ang pag-lubricate at langis ng kanilang mga bahagi ng 3D printer. Kung may masyadong alitan sa mga gumagalaw na bahagi ng iyong 3D printer, maaari itong magdulot ng mga isyu, kaya gugustuhin mong i-lubricate ang mga bahaging ito.
Inirerekomenda ko ang paggamit ng isang bagay tulad ng Super Lube Synthetic Oil na may PTFE, isang staple lubricant para sa iyong 3D printer.

Isinulat ko ang artikulong ito na tinatawag na How to Lubricate Your 3D Printer Like a Pro – Best Lubricants to Use para makuha mo ang pangunahing impormasyon sa kung paano ito gagawin nang maayos.
Ang video sa ibaba ay lubhang kapaki-pakinabang upang matutunan kung paano mag-lubricate ng iyong 3D printer.
8. Pagbutihin ang Paglamig para sa Stepper Motors
Natuklasan ng isang user na ang dahilan kung bakit ito nangyayari ay dahil sa sobrang pag-init ng kanilang stepper motor driver sa isang partikular na punto sa kanilang pag-print. Ito ay maaaring dahil sa maraming kasalukuyang kailangang gamitin para sa 3D print.
Upang ayusin ito, maaari mong ipatupad ang mas mahusay na paglamig para sa iyong mga stepper motor sa pamamagitan ng pagdaragdag ng mga heatsink o cooling fan na direktang bumubuga ng hangin sa motor. .

Nagsulat ako ng artikulong tinatawag na 7 Ways How to Fix Extruder Motor Getting Too Hot na maaari mong tingnan para sa higit pamga detalye.
Ang video na ito mula sa Tech2C ay nagsasaad kung gaano kahalaga ang mga cooling fan at kung paano sila makakakuha sa iyo ng mga de-kalidad na print.
Nagbanggit pa nga ang isa pang user ng isyu sa pag-init ng motherboard sa kaso ng isang Ender 3 na may 4.2.2 motherboard. In-upgrade nila ito sa isang 4.2.7 motherboard at nalutas nito ang problema.
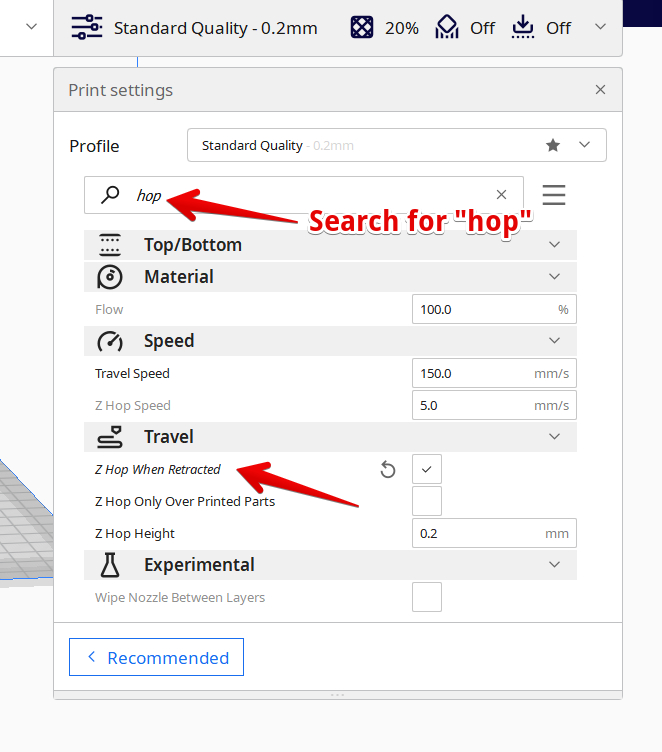
9. I-enable ang Z Hop When Retracting
Ang pag-enable sa Z Hop When Retracting setting sa Cura ay isa pang paraan na nagtrabaho para ayusin ang mga layer shift sa parehong taas. Isang user na nagkaroon ng Ender 3 ay nakakaranas ng pagbabago ng layer sa taas na humigit-kumulang 16mm sa lahat ng bahagi niya.
Tinuri nila kung makinis ang kanilang leadscrew, tiningnan ang kanilang mga gulong at aluminum extrusions. at lahat ng iyon ay mukhang maayos. Tiningnan din niya ang anumang isyu sa pag-stabilize gaya ng pag-uurong o pagbabara ngunit lahat ay mukhang maayos.
Habang pinapanood niya ang pag-print na umabot sa partikular na taas, nagsimulang tumama ang nozzle sa mga print at mga suporta.
Para ayusin ito, nagdagdag siya ng Z Hop na 0.2mm para sa mga galaw sa paglalakbay. Karaniwang tinataas nito ang iyong nozzle ng 0.2mm sa bawat oras na aatras ang iyong nozzle upang lumipat mula sa isang lugar patungo sa isa pa. Nagdaragdag ito ng oras sa pangkalahatang 3D na pag-print ngunit ito ay kapaki-pakinabang upang maiwasan ang iyong nozzle na tumama sa iyong mga print.
Nasa ibaba ang hitsura ng kanilang mga layer shift.Tingnan ang post sa imgur.com
10. Dagdagan ang VREF sa Stepper Motor Driver
Ito ay medyo hindi gaanong karaniwang pag-aayos ngunit gayon pa man,isang bagay na nagtrabaho para sa mga gumagamit, at iyon ay upang mapataas ang VREF o kasalukuyang sa iyong mga stepper motor. Ang kasalukuyang ay karaniwang ang kapangyarihan o torque na nabubuo ng iyong mga stepper motor upang gumawa ng mga paggalaw sa 3D printer.
Kung ang iyong kasalukuyang ay masyadong mababa, ang mga paggalaw ay maaaring laktawan ang isang "hakbang" at magdulot ng pagbabago ng layer sa iyong modelo .
Maaari mong taasan ang VREF sa iyong mga stepper motor depende kung mababa ang mga ito o hindi. Tingnan ang video sa ibaba upang matutunan kung paano ito gawin, ngunit tandaan ang kaligtasan dahil maaaring mapanganib ang mga electronics na ito kung hindi mo alam kung ano ang iyong ginagawa.
Pinakamahuhusay na 3D Printer Layer Shift Tests
Walang masyadong maraming pagsubok sa pagbabago ng layer doon ngunit nakakita ako ng ilan na gumana para sa ilang user.
Pagsusuri sa Pagpapahirap ng Layer Shift
Isang user na sinubukang maghanap ng taas ng layer Walang mahanap ang mga pagsubok sa pagpapahirap, kaya siya mismo ang gumawa nito. Gumagana nang maayos ang Layer Shift Torture Test upang mabilis na masuri ang anumang mga isyu sa paglilipat ng layer.
Sinubukan niyang hanapin kung saan nabigo ang isang normal na pag-print, na tumagal ng ilang oras, ngunit sa torture test, tumagal lang ito ng 30 segundo.
Y-Axis Layer Shift Test Model
Kung nagkakaroon ka ng partikular na isyu sa Y-axis shift, ito ay isang mahusay na layer shift test upang subukan. Dinisenyo ng user itong Y-Axis Layer Shift Test Model para tumulong na matukoy ang sarili niyang isyu sa paglilipat ng Y-axis. Nakakuha siya ng mga positibong resulta kasama ang maraming user na sumubok ng 3D printing nitopagsubok.
Ang modelong ito ay nabigo nang 100% ng oras para sa isang isyu sa paglilipat ng layer na mayroon siya, ngunit nagdagdag din siya ng pangalawang modelo ng pagsubok sa Y axis na hiniling ng kanyang kaibigan na maaari mo ring subukan.