
Enhavtabelo
Tavolŝanĝoj en 3D-presiloj povas esti tre ĝenaj ĉar ili verŝajne ruinigos la aspekton kaj funkciecon de via tuta presaĵo. Foje tiuj tavolŝanĝoj povas konstante okazi ĉe la sama alteco. Ĉi tiu artikolo helpos rigardi la kaŭzojn kaj poste la korektojn por ĉi tiu problemo.
Daŭre legu por la detaloj malantaŭ ripari viajn tavolŝanĝojn je la sama alteco.
Kio Kaŭzas Tavolŝanĝojn en 3D-Presado (Je Sama Alteco)
Tavolŝanĝoj en 3D-printado je la sama alteco povas esti kaŭzitaj de kelkaj faktoroj kiel malfiksaj X aŭ Y-aksaj pulioj, zono malstreĉo, recalentado, troa presa rapideco, vibro, malstabileco, kaj multaj pli. Iuj uzantoj trovis problemojn kun la reala tranĉaĵa dosiero aŭ eĉ pro manko de lubrikado en sia 3D presilo.
Kiel Ripari & Ĉesigi Tavolojn de Moviĝo (Je Sama Alteco)
Estas multaj metodoj por malhelpi tavolojn de ŝanĝiĝo je la sama alteco, sed ili dependas de tio, kio kaŭzas la problemon en la unua loko. Vi volas trarigardi kelkajn el ĉi tiuj korektoj por ke vi povu vidi ĉu ĝi helpas solvi vian problemon.
Ĉu vi lernas kiel ripari tavolŝanĝon per Ender 3 aŭ alia maŝino, ĉi tio devus agordi vin. sur la ĝusta vojo.
Mi rekomendus fari kelkajn el la pli facilaj kaj pli simplaj korektoj unue antaŭ ol transiri al la pli altnivelaj metodoj.
- Stringu Zonojn kaj Kontrolu Puliojn
- Stabiligu 3D Presilon kaj MalsuprenVibroj
- Provu Retranĉi Vian Dosieron
- Reduktu Vian Presan Rapidon aŭ Jerk & Akcelado-agordoj
- Ŝanĝi Marbordan agordon
- Ŝanĝi Plenigajn ŝablonojn
- Lubriki & Oleu Vian 3D-Presilon
- Plibonigi Malvarmigon por Paŝaj Motoroj
- Ebligu Z-Hop Kiam Retiro
- Pliigi VREF al la Paŝa Motoro-Ŝoforo
1. Streĉi Zonojn kaj Kontrolu Puliojn
Unu metodo por ripari viajn tavolojn moviĝantajn je la sama alteco estas streĉi viajn zonojn kaj kontroli viajn puliojn. La kialo de ĉi tio estas, ke malfiksa zono povas redukti la precizecon de la movoj de via 3D presilo, kondukante al tavoloŝanĝoj.
Vi volas rigardi la zonon sur la X & Y-akso por vidi ĉu ili havas bonan kvanton de streĉiĝo. Rimeno kiu estas tro streĉita povas ankaŭ kaŭzi problemojn kiel ligado aŭ ne la dentoj saltitaj dum movoj.
Kontrolu la suban videon por ekscii, kio estas la ĝusta streĉiĝo de la zono de 3D-presilo.
Vidu ankaŭ: Kiel Ripari STL-Dosieroj por 3D Presado - Meshmixer, BlenderAlia afero. kontroli estas ke viaj pulioj estas en loko kaj funkcias ĝuste. Pulioj estas la rondaj metalaj partoj, kiujn ĉirkaŭiras via zono, kiuj havas dentojn en kiuj la zono konvenas.
Viaj pulioj ne devas gliti kaj estu sufiĉe streĉaj. Ĉi tiuj povas malstreĉiĝi kun la tempo, do estas bona ideo kontroli ilin periode.
Post streĉado de zonoj kaj kontrolado de pulioj, uzantoj riparis sian problemon pri tavoloj moviĝantaj je la sama alteco.
2. Stabiligi3D-Presilo kaj Malsupraj Vibroj
Alia ebla riparo al tavolŝanĝo je la sama alteco en 3D-presilo estas stabiligi la presilon kaj redukti ajnan specon de vibroj. Vibradoj en multaj kazoj povas kaŭzi tavolojn ŝanĝiĝi je la sama alteco, precipe sur specifaj partoj de modelo kie la presanta kapo iras tro rapide.
Vi povas stabiligi vian 3D-presilon metante ĝin sur firma kaj stabila. surfaco, kaj ankaŭ alfiksi kaŭĉukaj kontraŭvibraj piedoj al la fundo de la maŝino.
Ĉi tiuj eĉ povas esti 3D presitaj aŭ profesie aĉetitaj.
Kontrolu ĉirkaŭ via 3D presilo por iuj malfiksaj partoj, precipe en la kadro kaj portiko/ĉaroj. Kiam estas malfiksaj partoj aŭ ŝraŭboj sur via 3D-presilo, ĝi pliigas la ĉeeston de vibroj, kiuj povas kaŭzi tavolŝanĝojn je la sama alteco.
Unu uzanto sugestis, ke vi eĉ povas meti vian 3D-presilon sur ion pezan kiel dika lignopeco aŭ betono kun iom da remburaĵo sub la peza surfaco.
Multaj homoj preteratentas, ke ilia reala presaĵlito estas la kulpulo, pro eluzitaj klipoj sur sia lito. Se vi havas ekzemple vitran liton, vi devas altondi ĝin. Unu uzanto trovis, ke iliaj eluzitaj klipoj kaŭzis tavolŝanĝojn kiel montrite en la suba video.
Vidu ankaŭ: Kiel Taŭge Niveligi Ender 3 Liton - Simplaj PaŝojLa riparo funkciis ankaŭ por multaj aliaj uzantoj.
Uzanto komentis ke lia tuta vitra lito ŝanĝiĝis de ĝia origina pozicio pro klipo problemo. Li ankaŭ menciiske ĉi tio estas senkompare la plej rapida tavolŝanĝa riparo tie.
Interesa maniero, kiun iu diris kontroli vibrojn, estas meti glason da akvo sur la surfacon aŭ tablon, sur kiu via presilo sidas por vidi ĉu la akvo. moviĝas. Malgrandaj movoj en la tabelo povas kaŭzi ŝanĝajn problemojn plu en via presaĵo.
3. Provu Re-tranĉi vian dosieron
Simple re-tranĉigi STL-dosieron en la G-kodan dosieron povas helpi solvi ĉi tiun problemon. Hobiisto pri 3D-presilo, kiu havis hazardan y-ŝanĝon post kontrolado de sia paŝomotoro kaj zonoj. Ili tiam retranĉis la dosieron per kiu ili presis kaj ĉio presis bone.
Vi ankaŭ povus provi turni la dosieron je 90° kaj tranĉi la dosieron denove por vidi ĉu tio faras diferencon.
4. Reduktu Vian Presan Rapidon aŭ Jerk & Akcelado-Agordoj
Kiam temas pri tavoloŝanĝoj je la sama alteco, via presa rapideco ankaŭ povas kontribui al tio. Ju pli alta via presa rapideco, des pli verŝajne ĝi ekŝanĝas. Vi volas eviti troajn presajn rapidojn. La defaŭltaj presaj rapidoj devus funkcii sufiĉe bone por vi je ĉirkaŭ 50 mm/s.
Kelkaj 3D-presiloj estas dezajnitaj por movi pli rapidajn presajn rapidojn sen problemoj, sed ne ĉiuj povas manipuli ĉi tiujn rapidojn.
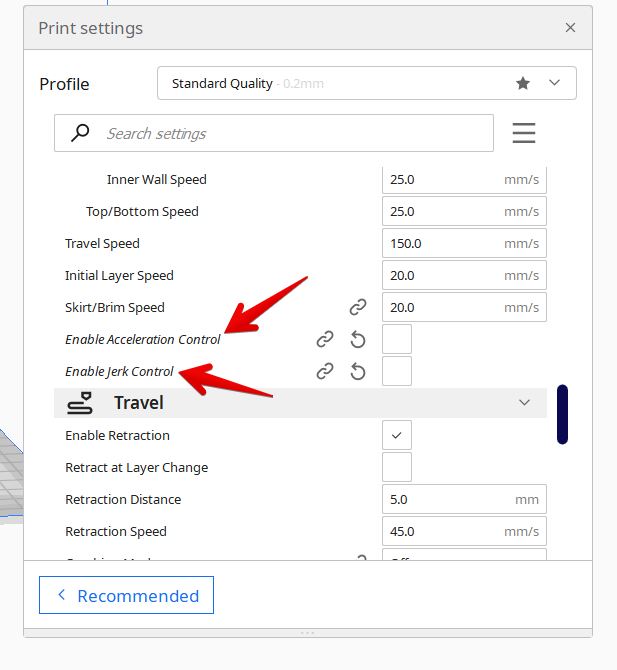
Mi ankaŭ kontrolus vian Jerk & Akcelaj agordoj por certigi, ke ĉi tiuj ne estas tro altaj kaj kaŭzanta tavolŝanĝojn.
Alia uzanto, kiu ŝanĝis sian Jerk-agordon de 20 mm/s al 20 mm/s.15mm/s trovis ke ilia tavolo ĉesis ŝanĝiĝi post tio. La defaŭlta Jerk-agordo en Cura nun estas 8mm/s se vi ebligas Jerk Control, do duoble kontrolu ĉi tiujn valorojn.
Foje la firmvaro de via 3D presilo havos sian propran Jerk-agordon kiun ĝi sekvas.
Alia uzanto ankaŭ sugestis malŝalti Akcelkontrolon & Jerk Kontrolo en via tranĉilo. Ili havis la samajn problemojn kaj post tio, iliaj modeloj eliris tre bele.
5. Ŝanĝante Marbordan Agordon
Unu uzanto menciis, ke ebla solvo por ĉi tiu problemo estas ŝanĝi vian marbordan agordon en sia tranĉilo. Se vi spertas tavolŝanĝojn je la sama alteco, provu ŝanĝi vian marbordan agordon, ebligante ĝin se ĝi estas malŝaltita, aŭ malŝalti ĝin se ĝi estas ebligita.
En unu okazo, ebligi marbordadon povas helpi solvi la problemon ĉar ĝi povas malrapidigi vian 3D-presilon pli antaŭ la fino de la movo. Aliflanke, malŝalti marbordadon povas sciigi vian firmvaron, ke ĝi devas malrapidiĝi pli frue por angulo.
6. Ŝanĝi Plenigajn Ŝablonojn
Eblas, ke via plenigaĵo-ŝablono kontribuas al la problemo de tavoloj ŝanĝiĝantaj je la sama alteco, ĉar iuj plenigaĵoj havas pli akrajn angulojn. Kiam via tavolo ĉiam moviĝas ĉe la sama loko, verŝajne okazas subita movo rapide ĉe tiu loko.
Vi povas provi ŝanĝi vian plenigaĵon por vidi ĉu tio helpas ripari.ĉi tiu afero. La Gyroid-ŝablono povus esti bona por provi ĉu ĉi tio kaŭzas la problemon ĉar ĝi ne havas akrajn angulojn kaj estas pli kurba ŝablono.

7. Lubriki & Oleu vian 3D-presilon
Alia riparo, kiu funkciis por uzantoj, kiuj spertas tavolŝanĝojn je la sama alteco, estas lubriki kaj olei siajn 3D-presilojn. Se estas tro da frotado sur la moviĝantaj partoj de via 3D presilo, tio povas kaŭzi problemojn, do vi volos lubriki ĉi tiujn partojn.
Mi rekomendus uzi ion kiel Super Lube Sinteza Oleo kun PTFE, baza lubrikaĵo por via 3D-presilo.

Mi skribis ĉi tiun artikolon nomitan Kiel Lubriki Vian 3D-Presilon Kiel Profesiulo - Plej bonaj Lubrikaĵoj Uzeblaj por ke vi povu akiri la ŝlosilajn informojn pri kiel fari tion ĝuste.
La ĉi-suba video estas tre utila por lerni kiel lubriki vian 3D-presilon.
8. Plibonigi Malvarmigon por Paŝaj Motoroj
Unu uzanto trovis, ke la kialo, ke ĉi tio okazis, ŝuldiĝis al la trovarmiĝo de ilia paŝomotora ŝoforo en certa punkto de sia presaĵo. Ĉi tio povas esti pro tio, ke multe da kurento devas esti uzata por la 3D-presaĵo.
Por ripari ĉi tion, vi povas efektivigi pli bonan malvarmigon por viaj paŝomotoroj aldonante varmodisiplojn aŭ malvarmigantan ventolilon blovantan aeron rekte sur la motoron. .

Mi skribis artikolon nomitan 7 Ways How to Fix Extruder Motor Getting Too Hot kiun vi povas kontroli por plidetaloj.
Ĉi tiu video de Tech2C trarigardas kiom gravaj estas malvarmigantaj ventoliloj kaj kiel ili povas akiri al vi bonkvalitajn presaĵojn.
Alia uzanto eĉ menciis problemon pri varmiĝo de baztabulo en la kazo de Ender 3 kun 4.2.2 bazplato. Ili ĝisdatigis ĝin al 4.2.7-plato kaj ĝi solvis la problemon.
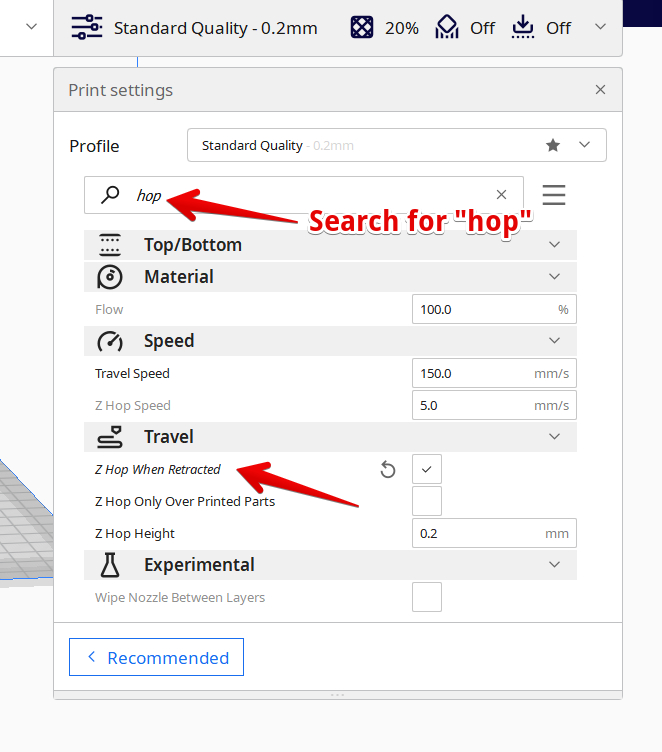
9. Ebligu Z Hop Kiam Retiriĝo
Ebligi la agordon Z Hop Kiam Retiriĝo en Cura estas alia metodo, kiu funkciis por ripari tavolŝanĝojn je la sama alteco. Unu uzanto, kiu havis Ender 3, spertis tavolŝanĝojn je alteco ĉirkaŭ 16 mm ĉe ĉiuj siaj partoj.
Ili kontrolis ĉu ilia gvidŝraŭbo estas glata, kontrolis siajn radojn kaj aluminiajn eltrudadojn. kaj ĉio tio aspektis bone. Li ankaŭ kontrolis iujn problemojn pri stabiligo kiel ŝanceliĝoj aŭ blokadoj sed ĉio aspektis bone.
Dum li rigardis la presaĵon atingi tiun specifan altecon, la ajuto komencis trafi la presaĵojn kaj la subtenojn.
Por ripari ĉi tion, li finis aldoni Z Hop de 0.2mm por vojaĝaj movoj. Ĉi tio esence levas vian ajuton je 0.2mm ĉiufoje kiam via ajuto retiriĝas por moviĝi de unu loko al alia. Ĉi tio ja aldonas tempon al la ĝenerala 3D-presaĵo, sed estas utile eviti ke via ajuto trafu viajn presaĵojn.
Malsupre estas kiel aspektis iliaj tavolŝanĝoj.Vidi afiŝon ĉe imgur.com
10. Pliigu VREF al la Ŝoforo de Paŝo-Motoro
Ĉi tio estas iomete malpli ofta solvo sed tamen,io kiu funkciis por uzantoj, kaj tio estas pliigi la VREF aŭ fluon al viaj paŝomotoroj. La fluo estas esence la potenco aŭ tordmomanto, kiun viaj paŝomotoroj povas generi por fari movojn sur la 3D-presilo.
Se via fluo estas tro malalta, movoj povas salti "paŝon" kaj kaŭzi tavolŝanĝon en via modelo. .
Vi povas pliigi la VREF en viaj paŝomotoroj depende de ĉu ili estas malaltaj aŭ ne. Rigardu la suban videon por lerni kiel fari ĉi tion, kvankam memoru sekurecon ĉar ĉi tiuj elektroniko povas esti danĝeraj se vi ne scias, kion vi faras.
Plej bonaj 3D-Prisilo-Tavola Ŝanĝtestoj
Ne estas tro da tavolŝanĝaj testoj tie, sed mi trovis kelkajn, kiuj funkciis por kelkaj uzantoj.
Layer Shift Torture Test
Unu uzanto kiu provis serĉi tavolaltecon. torturtestoj ne povis trovi tian, do li faris tian mem. La Testo pri Tortura Ŝanĝo de Tavolo funkcias bone por rapide diagnozi ajnajn problemojn pri ŝanĝado de tavolo.
Li provis trovi kie malsukcesis normala presaĵo, kio daŭris kelkajn horojn, sed kun la torturotesto, ĝi daŭris nur 30 sekundojn.
Modelo de Testo pri Tavola Ŝanĝo de Y-Akso
Se vi havas specife problemon pri Ŝanĝo de Y-akso, ĉi tio estas bonega provo por tavolŝanĝo. La uzanto desegnis ĉi tiun Y-Aksoo-Tavolan Ŝanĝan Testan Modelon por helpi identigi sian propran Y-akson-ŝanĝan problemon. Li ricevis pozitivajn rezultojn kune kun multaj uzantoj, kiuj provis 3D presi ĉi tiontesto.
Ĉi tiu modelo malsukcesis 100% de la tempo por problemo pri tavolŝanĝo, kiun li havis, sed li ankaŭ aldonis duan testmodelon de Y-akso, kiun lia amiko petis, ke vi ankaŭ povas provi.