
فہرست کا خانہ
3D پرنٹرز میں پرتوں کی تبدیلی بہت پریشان کن ہوسکتی ہے کیونکہ ان سے آپ کے پورے پرنٹ کی شکل اور فعالیت کو خراب کرنے کا امکان ہے۔ بعض اوقات یہ پرت کی تبدیلی مسلسل ایک ہی اونچائی پر ہو سکتی ہے۔ یہ مضمون اس مسئلے کی وجوہات اور پھر اسے حل کرنے میں مدد کرے گا۔
اسی اونچائی پر اپنی پرت کی شفٹوں کو ٹھیک کرنے کے پیچھے تفصیلات کے لیے پڑھتے رہیں۔
3D پرنٹنگ (ایک ہی اونچائی پر) میں پرتوں کی تبدیلی کا کیا سبب ہے
ایک ہی اونچائی پر تھری ڈی پرنٹنگ میں پرتوں کی تبدیلی بہت سے عوامل کی وجہ سے ہو سکتی ہے جیسے ڈھیلے X یا Y-axis pulleys، بیلٹ سست، زیادہ گرمی، ضرورت سے زیادہ پرنٹنگ کی رفتار، کمپن، عدم استحکام، اور بہت کچھ۔ کچھ صارفین کو اصل سلائس فائل کے ساتھ یا ان کے 3D پرنٹر میں پھسلن کی کمی کی وجہ سے بھی مسائل پائے گئے۔
کس طرح ٹھیک کریں اور پرتوں کو شفٹ ہونے سے روکیں (ایک ہی اونچائی پر)
ایک ہی اونچائی پر تہوں کو منتقل ہونے سے روکنے کے بہت سے طریقے ہیں، لیکن وہ اس بات پر منحصر ہیں کہ مسئلہ پہلی جگہ پر کیا ہے۔ آپ ان میں سے کچھ اصلاحات پر عمل کرنا چاہیں گے تاکہ آپ دیکھ سکیں کہ آیا اس سے آپ کے مسئلے کو حل کرنے میں مدد ملتی ہے۔
چاہے آپ Ender 3 یا کسی اور مشین کے ساتھ پرت کی تبدیلی کو ٹھیک کرنے کا طریقہ سیکھ رہے ہوں، اس سے آپ کو طے کرنا چاہیے۔ صحیح راستے پر۔
مزید جدید طریقوں پر جانے سے پہلے میں کچھ آسان اور آسان اصلاحات کرنے کی سفارش کروں گا۔
- بیلٹس کو سخت کریں اور پلیز چیک کریں
- تھری ڈی پرنٹر اور لوئر کو مستحکم کریں۔وائبریشنز
- اپنی فائل کو دوبارہ سلائس کرنے کی کوشش کریں
- اپنی پرنٹنگ کی رفتار کو کم کریں یا جھٹکا & ایکسلریشن سیٹنگز
- کوسٹنگ سیٹنگ کو تبدیل کرنا
- انفل پیٹرن کو تبدیل کریں
- لبریکیٹ اور amp; اپنے 3D پرنٹر کو تیل لگائیں
- سٹیپر موٹرز کے لیے کولنگ کو بہتر بنائیں
- پیچھے ہٹتے وقت Z Hop کو فعال کریں
- سٹیپر موٹر ڈرائیور کے لیے VREF بڑھائیں
1۔ بیلٹ کو سخت کریں اور پلیوں کو چیک کریں
ایک ہی اونچائی پر منتقل ہونے والی اپنی تہوں کو ٹھیک کرنے کا ایک طریقہ یہ ہے کہ آپ اپنی بیلٹ کو سخت کریں اور پللیوں کو چیک کریں۔ اس کی وجہ یہ ہے کہ ایک ڈھیلا بیلٹ آپ کے 3D پرنٹر کی نقل و حرکت کی درستگی کو کم کر سکتا ہے، جس کے نتیجے میں پرت میں تبدیلی آتی ہے۔
بھی دیکھو: 3D پرنٹ سپورٹ کے اوپر ناقص/کھردری سطح کو ٹھیک کرنے کے 10 طریقےآپ X & پر بیلٹ کو دیکھنا چاہیں گے۔ Y محور یہ دیکھنے کے لیے کہ آیا ان میں تناؤ کی اچھی مقدار ہے۔ ایک بیلٹ جو بہت زیادہ تنگ ہے اس سے بھی مسائل پیدا ہو سکتے ہیں جیسے کہ حرکت کے دوران دانتوں کو باندھنا یا نہیں چھوڑنا۔
یہ جاننے کے لیے نیچے دی گئی ویڈیو دیکھیں کہ 3D پرنٹر بیلٹ کا صحیح تناؤ کیا ہے۔
ایک اور چیز چیک کرنا یہ ہے کہ آپ کی پلیاں جگہ پر ہیں اور ٹھیک سے کام کر رہی ہیں۔ پلیاں وہ گول دھاتی حصے ہیں جن کے ارد گرد آپ کی بیلٹ گھومتی ہے، جس میں دانت ہوتے ہیں جن میں بیلٹ فٹ بیٹھتا ہے۔
آپ کی پلیاں پھسلنے نہیں چاہئیں اور کافی سخت ہونی چاہئیں۔ یہ وقت کے ساتھ ساتھ ڈھیلے ہو سکتے ہیں اس لیے وقتاً فوقتاً ان کی جانچ کرنا اچھا خیال ہے۔
بیلٹس کو سخت کرنے اور پللیوں کو چیک کرنے کے بعد، صارفین نے اسی اونچائی پر پرتوں کے شفٹ ہونے کا مسئلہ حل کر لیا ہے۔
2۔ مستحکم کرنا3D پرنٹر اور لوئر وائبریشنز
3D پرنٹر میں ایک ہی اونچائی پر لیئر شفٹنگ کا ایک اور ممکنہ حل پرنٹر کو مستحکم کرنا اور کسی بھی قسم کی وائبریشن کو کم کرنا ہے۔ بہت سے معاملات میں کمپن تہوں کو ایک ہی اونچائی پر منتقل کرنے کا سبب بن سکتی ہے، خاص طور پر ماڈل کے مخصوص حصوں پر جہاں پرنٹ ہیڈ بہت تیزی سے چل رہا ہے۔
آپ اپنے 3D پرنٹر کو مضبوط اور مستحکم پر رکھ کر اسے مستحکم کر سکتے ہیں۔ سطح، نیز ربڑ کے اینٹی وائبریشن فٹ کو مشین کے نیچے سے منسلک کریں۔
یہ 3D پرنٹ یا پیشہ ورانہ طور پر خریدے بھی جا سکتے ہیں۔
کسی بھی ڈھیلے پرزے کے لیے اپنے 3D پرنٹر کے ارد گرد چیک کریں، خاص طور پر فریم اور گینٹری/کیریجز میں۔ جب آپ کے 3D پرنٹر پر ڈھیلے پرزے یا پیچ ہوتے ہیں، تو یہ کمپن کی موجودگی کو بڑھاتا ہے جس کی وجہ سے ایک ہی اونچائی پر پرتیں بدل سکتی ہیں۔
ایک صارف نے مشورہ دیا کہ آپ اپنے 3D پرنٹر کو کسی بھاری چیز پر بھی لگا سکتے ہیں جیسے بھاری سطح کے نیچے کچھ پیڈنگ کے ساتھ لکڑی کا موٹا ٹکڑا یا کنکریٹ کا ایک سلیب۔
بہت سے لوگ اپنے بستر پر ٹوٹے ہوئے کلپس کی وجہ سے اپنے اصل پرنٹ بیڈ کو مجرم قرار دیتے ہیں۔ مثال کے طور پر اگر آپ کے پاس شیشے کا بستر ہے، تو آپ کو اسے جگہ پر تراشنا ہوگا۔ ایک صارف نے پایا کہ ان کے ٹوٹے پھوٹے کلپس کی وجہ سے پرت میں تبدیلی آئی ہے جیسا کہ نیچے دی گئی ویڈیو میں دکھایا گیا ہے۔
اس فکس نے بہت سے دوسرے صارفین کے لیے بھی کام کیا۔
ایک صارف نے تبصرہ کیا کہ اس کا پورا شیشے کا بستر یہاں سے شفٹ ہو گیا ہے۔ کلپ کے مسئلے کی وجہ سے اس کی اصل پوزیشن۔ اس نے بھی ذکر کیا۔کہ یہ اب تک کی سب سے تیزی سے پرت کی منتقلی کا حل ہے۔
ایک دلچسپ طریقہ جس نے کسی نے کمپن چیک کرنے کے لیے کہا وہ یہ ہے کہ پانی کا گلاس سطح یا میز پر رکھیں جس پر آپ کا پرنٹر بیٹھا ہوا ہے یہ دیکھنے کے لیے کہ آیا پانی چل رہا ہے. ٹیبل میں چھوٹی موومنٹ آپ کے پرنٹ میں مزید تبدیلی کے مسائل کا سبب بن سکتی ہیں۔
بھی دیکھو: پی ایل اے کو کیسے ٹھیک کیا جائے جو ٹوٹ جاتا ہے اور Snaps - یہ کیوں ہوتا ہے؟3۔ اپنی فائل کو دوبارہ سلائس کرنے کی کوشش کریں
صرف ایک STL فائل کو G-Code فائل میں دوبارہ سلائس کرنے سے اس مسئلے کو حل کرنے میں مدد مل سکتی ہے۔ ایک 3D پرنٹر کا شوق رکھنے والا جس نے اپنی سٹیپر موٹر اور بیلٹ چیک کرنے کے بعد بے ترتیب y شفٹ کیا۔ اس کے بعد انہوں نے اس فائل کو دوبارہ سلائس کیا جس کے ساتھ وہ پرنٹ کر رہے تھے اور یہ سب بالکل ٹھیک پرنٹ ہو گیا۔
آپ فائل کو 90° گھمانے کی کوشش بھی کر سکتے ہیں اور فائل کو دوبارہ کاٹ کر دیکھ سکتے ہیں کہ آیا اس سے کوئی فرق پڑتا ہے۔<1
4۔ اپنی پرنٹنگ کی رفتار کو کم کریں یا جھٹکا & ایکسلریشن سیٹنگز
جب ایک ہی اونچائی پر لیئر شفٹ کی بات آتی ہے تو آپ کی پرنٹنگ کی رفتار بھی اس میں حصہ ڈال سکتی ہے۔ آپ کی پرنٹنگ کی رفتار جتنی زیادہ ہوگی، اس کے شفٹ ہونے کا امکان اتنا ہی زیادہ ہوگا۔ آپ ضرورت سے زیادہ پرنٹ کی رفتار سے بچنا چاہتے ہیں۔ پہلے سے طے شدہ پرنٹ کی رفتار آپ کے لیے تقریباً 50mm/s پر اچھی طرح سے کام کرتی ہے۔
کچھ 3D پرنٹرز کو بغیر کسی مسئلے کے تیز رفتار پرنٹنگ کی رفتار سے آگے بڑھنے کے لیے ڈیزائن کیا گیا ہے، لیکن وہ سبھی ان رفتار کو سنبھال نہیں سکتے۔
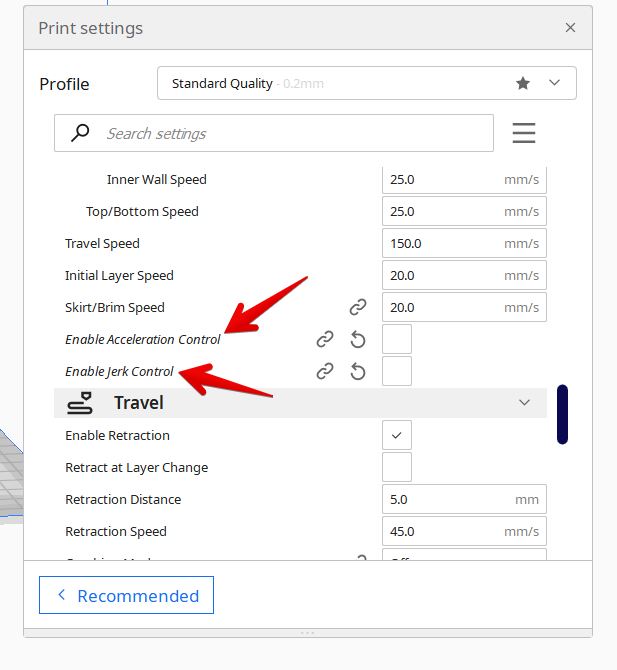
میں آپ کے جھٹکے کو بھی چیک کروں گا اور ایکسلریشن سیٹنگز اس بات کو یقینی بنانے کے لیے کہ یہ بہت زیادہ اونچی نہیں ہیں اور اس کی وجہ پرت میں تبدیلی ہے۔
ایک اور صارف جس نے اپنی جرک سیٹنگ کو 20mm/s سے تبدیل کر دیا15mm/s نے پایا کہ اس کے بعد ان کی پرت شفٹ ہونا بند ہوگئی۔ اگر آپ جرک کنٹرول کو فعال کرتے ہیں تو Cura میں Jerk کی ڈیفالٹ سیٹنگ اب 8mm/s ہے، لہذا ان اقدار کو دو بار چیک کریں۔
بعض اوقات آپ کے 3D پرنٹر کے فرم ویئر کی اپنی Jerk سیٹنگ ہوگی جس کی وہ پیروی کرتا ہے۔
ایک اور صارف نے ایکسلریشن کنٹرول کو آف کرنے کا مشورہ بھی دیا اور اپنے سلائیسر میں جرک کنٹرول۔ ان کے بھی یہی مسائل تھے اور ایسا کرنے کے بعد ان کے ماڈلز بہت اچھے طریقے سے سامنے آرہے تھے۔
5۔ کوسٹنگ سیٹنگ کو تبدیل کرنا
ایک صارف نے بتایا کہ اس مسئلے کا ایک ممکنہ حل یہ ہے کہ آپ اپنے سلائسر میں ساحل کی ترتیب کو تبدیل کریں۔ اگر آپ کو ایک ہی اونچائی پر پرت کی تبدیلیوں کا سامنا ہے، تو اپنی کوسٹنگ سیٹنگ کو تبدیل کرنے کی کوشش کریں، اگر یہ غیر فعال ہے تو اسے فعال کر کے، یا اگر یہ فعال ہو تو اسے غیر فعال کریں۔
ایک مثال میں، کوسٹنگ کو فعال کرنے سے مسئلہ کو حل کرنے میں مدد مل سکتی ہے کیونکہ یہ اقدام ختم ہونے سے پہلے آپ کے 3D پرنٹر کو مزید سست کر سکتا ہے۔ دوسری طرف، کوسٹنگ کو آف کرنے سے آپ کے فرم ویئر کو معلوم ہو سکتا ہے کہ اسے ایک کونے کے لیے جلد سست ہونے کی ضرورت ہے۔
6۔ انفل پیٹرنز کو تبدیل کریں
یہ ممکن ہے کہ آپ کا انفل پیٹرن تہوں کو ایک ہی اونچائی پر منتقل کرنے کے مسئلے میں حصہ لے رہا ہو کیونکہ کچھ انفل پیٹرن کے کونے تیز ہوتے ہیں۔ جب آپ کی پرت ہمیشہ ایک ہی جگہ پر شفٹ ہوتی ہے تو اس جگہ پر تیز رفتاری سے اچانک حرکت ہونے کا امکان ہوتا ہے۔
آپ یہ دیکھنے کے لیے اپنے انفل پیٹرن کو تبدیل کرنے کی کوشش کر سکتے ہیں کہ آیا اس سے ٹھیک ہونے میں مدد ملتی ہےیہ مسلہ. Gyroid پیٹرن یہ جانچنے کے لیے اچھا ثابت ہوسکتا ہے کہ آیا یہ مسئلہ پیدا کر رہا ہے کیوں کہ اس میں تیز کونے نہیں ہیں اور یہ زیادہ خمیدہ پیٹرن ہے۔

7۔ چکنا & اپنے 3D پرنٹر کو آئل کریں
ایک اور فکس جس نے ان صارفین کے لیے کام کیا ہے جو ایک ہی اونچائی پر لیئر شفٹ کا تجربہ کرتے ہیں وہ ہے اپنے 3D پرنٹر کے پرزوں کو چکنا اور تیل لگانا۔ اگر آپ کے 3D پرنٹر کے حرکت پذیر حصوں پر بہت زیادہ رگڑ ہے، تو اس سے مسائل پیدا ہو سکتے ہیں، اس لیے آپ ان حصوں کو چکنا کرنا چاہیں گے۔
میں PTFE کے ساتھ سپر لیوب سنتھیٹک آئل جیسی کوئی چیز استعمال کرنے کی تجویز کروں گا، آپ کے 3D پرنٹر کے لیے ایک اہم چکنا کرنے والا۔

میں نے یہ مضمون لکھا جس کے نام سے آپ کے 3D پرنٹر کو ایک پرو کی طرح چکنا کرنا ہے - استعمال کرنے کے لیے بہترین چکنا کرنے والے مواد تاکہ آپ اس پر اہم معلومات حاصل کر سکیں۔ اسے صحیح طریقے سے کیسے کریں۔
اپنے 3D پرنٹر کو چکنا کرنے کا طریقہ سیکھنے کے لیے نیچے دی گئی ویڈیو بہت مفید ہے۔
8۔ سٹیپر موٹرز کے لیے کولنگ کو بہتر بنائیں
ایک صارف نے پایا کہ ایسا ہونے کی وجہ ان کے اسٹیپر موٹر ڈرائیور کے پرنٹ میں ایک خاص مقام پر زیادہ گرم ہونے کی وجہ سے تھی۔ یہ 3D پرنٹ کے لیے بہت زیادہ کرنٹ کی ضرورت کی وجہ سے ہو سکتا ہے۔
اس کو ٹھیک کرنے کے لیے، آپ ہیٹ سنکس یا موٹر پر براہ راست ہوا اڑانے والے کولنگ پنکھے کو شامل کر کے اپنی سٹیپر موٹرز کے لیے بہتر کولنگ نافذ کر سکتے ہیں۔ .

میں نے ایک مضمون لکھا جس کے نام سے 7 طریقے ہیں ایکسٹروڈر موٹر کو بہت زیادہ گرم ہونے کو ٹھیک کرنے کے طریقے جسے آپ مزید کے لیے دیکھ سکتے ہیں۔تفصیلات۔
Tech2C کی اس ویڈیو میں بتایا گیا ہے کہ کولنگ کے پرستار کتنے اہم ہیں اور وہ آپ کو معیاری پرنٹس کیسے حاصل کر سکتے ہیں۔
ایک اور صارف نے مدر بورڈ کے گرم ہونے کے معاملے میں ایک مسئلے کا بھی ذکر کیا۔ 4.2.2 مدر بورڈ کے ساتھ اینڈر 3۔ انہوں نے اسے 4.2.7 مدر بورڈ میں اپ گریڈ کیا اور اس نے مسئلہ حل کر دیا۔
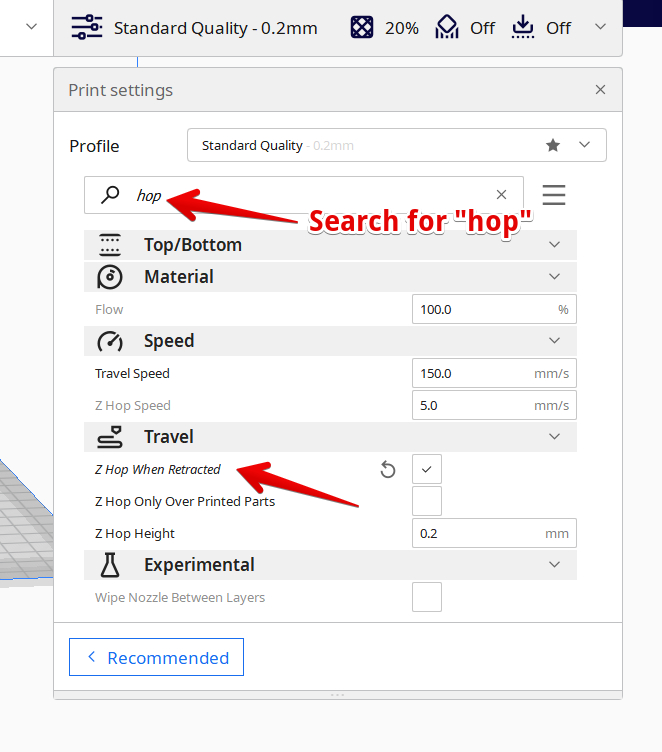
9۔ پیچھے ہٹتے وقت Z Hop کو فعال کریں
کیورا میں سیٹنگ واپس لینے کے وقت Z Hop کو فعال کرنا ایک اور طریقہ ہے جس نے اسی اونچائی پر لیئر شفٹوں کو ٹھیک کرنے کے لیے کام کیا ہے۔ ایک صارف جس کے پاس Ender 3 تھا وہ اپنے تمام حصوں پر تقریباً 16mm کی اونچائی پر پرت کی تبدیلی کا سامنا کر رہا تھا۔
انہوں نے چیک کیا کہ آیا ان کا لیڈ اسکرو ہموار ہے، ان کے پہیوں اور ایلومینیم کے اخراج کو چیک کیا۔ اور یہ سب ٹھیک لگ رہا تھا. اس نے اسٹیبلائزیشن کے مسائل جیسے کہ ڈوبنے یا رکاوٹیں بھی چیک کیں لیکن سب اچھے لگ رہے تھے۔
جیسے ہی اس نے پرنٹ کو اس مخصوص اونچائی تک جاتے دیکھا، نوزل پرنٹس اور سپورٹ کو مارنے لگی۔
اسے ٹھیک کرنے کے لیے، اس نے سفری چالوں کے لیے 0.2 ملی میٹر کا زیڈ ہاپ شامل کیا۔ یہ بنیادی طور پر ہر بار جب آپ کی نوزل ایک جگہ سے دوسری جگہ جانے کے لیے پیچھے ہٹتی ہے تو آپ کے نوزل کو 0.2 ملی میٹر تک اٹھاتا ہے۔ اس سے مجموعی طور پر 3D پرنٹ میں وقت کا اضافہ ہوتا ہے لیکن یہ آپ کے نوزل کو آپ کے پرنٹس سے ٹکرانے سے بچنے کے لیے مفید ہے۔
ذیل میں ان کی پرت کی تبدیلیاں کیسی نظر آتی ہیں۔imgur.com پر پوسٹ دیکھیں
10۔ سٹیپر موٹر ڈرائیور کے لیے VREF میں اضافہ کریں
یہ ایک قدرے کم عام فکس ہے لیکن پھر بھی،ایسی چیز جس نے صارفین کے لیے کام کیا ہے، اور وہ ہے VREF یا کرنٹ کو آپ کے سٹیپر موٹرز میں بڑھانا۔ کرنٹ بنیادی طور پر وہ طاقت یا ٹارک ہے جو آپ کی سٹیپر موٹرز 3D پرنٹر پر حرکت کرنے کے لیے پیدا کر سکتی ہے۔
اگر آپ کا کرنٹ بہت کم ہے، تو حرکت ایک "قدم" کو چھوڑ سکتی ہے اور آپ کے ماڈل میں پرت کی تبدیلی کا سبب بن سکتی ہے۔ .
آپ اپنی سٹیپر موٹرز میں VREF کو اس بات پر بڑھا سکتے ہیں کہ آیا وہ کم ہیں یا نہیں۔ ایسا کرنے کا طریقہ جاننے کے لیے نیچے دی گئی ویڈیو دیکھیں، اگرچہ حفاظت کو ذہن میں رکھیں کیونکہ اگر آپ نہیں جانتے کہ آپ کیا کر رہے ہیں تو یہ الیکٹرانکس خطرناک ہو سکتے ہیں۔
بہترین 3D پرنٹر لیئر شفٹ ٹیسٹ
وہاں بہت زیادہ لیئر شفٹ ٹیسٹ نہیں ہیں لیکن مجھے کچھ ایسے ملے جنہوں نے کچھ صارفین کے لیے کام کیا ہے۔
لیئر شفٹ ٹارچر ٹیسٹ
ایک صارف جس نے پرت کی اونچائی تلاش کرنے کی کوشش کی ٹارچر ٹیسٹوں میں کوئی نہیں مل سکا، اس لیے اس نے خود بنایا۔ لیئر شفٹ ٹارچر ٹیسٹ کسی بھی پرت کی تبدیلی کے مسائل کی فوری تشخیص کے لیے اچھا کام کرتا ہے۔
اس نے یہ جاننے کی کوشش کی کہ ایک عام پرنٹ کہاں ناکام ہوا، جس میں چند گھنٹے لگے، لیکن ٹارچر ٹیسٹ کے ساتھ، اس میں صرف 30 سیکنڈ لگے۔<1
Y-Axis Layer Shift Test Model
اگر آپ کو خاص طور پر Y-axis شفٹ کا مسئلہ درپیش ہے، تو یہ آزمانے کے لیے ایک زبردست لیئر شفٹ ٹیسٹ ہے۔ صارف نے اس Y-Axis Layer Shift ٹیسٹ ماڈل کو اپنے Y-axis شفٹنگ کے مسئلے کی شناخت میں مدد کے لیے ڈیزائن کیا ہے۔ اسے بہت سے صارفین کے ساتھ مثبت نتائج ملے جنہوں نے اسے 3D پرنٹنگ کی کوشش کی ہے۔ٹیسٹ۔
یہ ماڈل 100% وقت میں ایک لیئر شفٹنگ کے مسئلے میں ناکام رہا، لیکن اس نے دوسرا Y ایکسس ٹیسٹ ماڈل بھی شامل کیا جس کے بارے میں اس کے دوست نے درخواست کی کہ آپ بھی کوشش کر سکتے ہیں۔