
မာတိကာ
3D ပရင်တာများတွင် အလွှာအပြောင်းအလဲများသည် သင့်ပရင့်တစ်ခုလုံး၏ အသွင်အပြင်နှင့် လုပ်ဆောင်နိုင်စွမ်းကို ထိခိုက်စေနိုင်သောကြောင့် ၎င်းတို့သည် အလွန်ဒုက္ခပေးနိုင်ပါသည်။ တခါတရံတွင် ဤအလွှာအပြောင်းအရွှေ့များသည် တူညီသောအမြင့်တွင် ဆက်တိုက်ဖြစ်ပေါ်နိုင်သည်။ ဤဆောင်းပါးသည် အကြောင်းရင်းများနှင့် ဤပြဿနာအတွက် ပြင်ဆင်မှုများကို ကြည့်ရှုရာတွင် အထောက်အကူဖြစ်စေပါမည်။
တူညီသောအမြင့်တွင် သင့်အလွှာရွှေ့ခြင်းကို ပြင်ဆင်ခြင်းနောက်ကွယ်မှ အသေးစိတ်အချက်အလက်များကို ဆက်လက်ဖတ်ရှုပါ။
3D Printing တွင် Layer Shifts ကိုဖြစ်စေသောအကြောင်းရင်းများ (တူညီသောအမြင့်)
တူညီသောအမြင့်တွင် 3D ပုံနှိပ်ခြင်းတွင် အလွှာပြောင်းခြင်းများသည် X သို့မဟုတ် Y-axis ပူလီများ၊ ခါးပတ်လျော့ခြင်း၊ အပူလွန်ကဲခြင်း၊ အလွန်အကျွံ ပုံနှိပ်ခြင်းအမြန်နှုန်း၊ တုန်ခါမှု၊ မတည်ငြိမ်မှုနှင့် အခြားအရာများစွာ။ အချို့သောအသုံးပြုသူများသည် ၎င်းတို့၏ 3D ပရင်တာတွင် ချောဆီမရှိခြင်း သို့မဟုတ် အမှန်တကယ်ဖြတ်ထားသောဖိုင်နှင့် ပြဿနာများကို တွေ့ရှိခဲ့ကြသည်။
ပြင်ဆင်နည်း & အလွှာများကို ရွှေ့ခြင်းမှရပ်ပါ (တူညီသောအမြင့်)
တူညီသောအမြင့်တွင် အလွှာများ ရွှေ့ခြင်းကို ရပ်တန့်ရန် နည်းလမ်းများစွာရှိသည်၊ သို့သော် ၎င်းတို့သည် ပထမနေရာတွင် ပြဿနာဖြစ်စေသောအရာအပေါ် မူတည်ပါသည်။ ဤပြင်ဆင်မှုများထဲမှ အချို့ကို သင်လုပ်ဆောင်လိုမည်ဖြစ်ပြီး ၎င်းသည် သင့်ပြဿနာကို ဖြေရှင်းရာတွင် အထောက်အကူဖြစ်မဖြစ် သိနိုင်မည်ဖြစ်သည်။
Ender 3 သို့မဟုတ် အခြားစက်တစ်ခုဖြင့် အလွှာပြောင်းခြင်းကို မည်သို့ပြင်ဆင်ရမည်ကို သင်သင်ယူနေသည်ဖြစ်စေ၊ ၎င်းသည် သင့်အား သတ်မှတ်ပေးသင့်သည် မှန်ကန်သောလမ်းကြောင်းပေါ်တွင်။
ပိုမိုအဆင့်မြင့်သောနည်းလမ်းများဆီသို့မရွေ့မီ ပိုမိုလွယ်ကူပြီး ရိုးရှင်းသောပြင်ဆင်မှုများအချို့ကို ဦးစွာပြုလုပ်ရန် အကြံပြုလိုပါသည်။
- ခါးပတ်များတင်းကြပ်ပြီး စစ်ဆွဲစက်များ
- 3D ပရင်တာနှင့် အောက်ပိုင်းကို တည်ငြိမ်အောင်လုပ်ပါ။တုန်ခါမှုများ
- သင့်ဖိုင်ကို ပြန်လည်လှီးဖြတ်ကြည့်ပါ
- သင်၏ ပုံနှိပ်ခြင်းအရှိန်ကို လျှော့ချပါ သို့မဟုတ် တုန်လှုပ်ခြင်း & အရှိန်မြှင့်ခြင်း ဆက်တင်များ
- Coasting ဆက်တင်ကို ပြောင်းလဲခြင်း
- ဖြည့်သွင်းပုံစံများကို ပြောင်းလဲပါ
- ချောဆီ & သင်၏ 3D ပရင်တာအား ဆီလိမ်းပါ
- Stepper Motors အတွက် အအေးခံခြင်းကို ပိုမိုကောင်းမွန်စေပါ
- ပြန်နုတ်သည့်အခါ Z Hop ကိုဖွင့်ပါ
- VREF ကို Stepper Motor Driver သို့တိုးပါ
၁။ ခါးပတ်များ တင်းကြပ်ခြင်းနှင့် စစ်ဆွဲခြင်း
တူညီသော အမြင့်တွင် ရွေ့လျားနေသော သင့်အလွှာများကို ပြုပြင်ရန် နည်းလမ်းတစ်ခုမှာ သင့်ခါးပတ်များကို တင်းကျပ်ပြီး သင့်ပူလီများကို စစ်ဆေးရန်ဖြစ်သည်။ ယင်းအတွက် အကြောင်းရင်းမှာ ခါးပတ်ကြိုးသည် သင်၏ 3D ပရင်တာ၏ လှုပ်ရှားမှုများကို တိကျမှုကို လျှော့ချနိုင်သောကြောင့် အလွှာအပြောင်းအလဲများဖြစ်စေသည်။
X & ပေါ်ရှိ ခါးပတ်ကို သင်ကြည့်ရှုလိုမည်ဖြစ်သည်။ Y ဝင်ရိုးတွင် တင်းအားပမာဏ ကောင်းကောင်းရှိမရှိ ကြည့်ရန်။ တင်းကျပ်လွန်းသော ခါးပတ်သည် လှုပ်ရှားနေစဉ်အတွင်း သွားများကို စည်းခြင်း သို့မဟုတ် မထိခြင်းကဲ့သို့သော ပြဿနာများကို ဖြစ်စေနိုင်သည်။
မှန်ကန်သော 3D ပရင်တာကြိုး၏ တင်းမာမှုအား သိရှိရန် အောက်ပါဗီဒီယိုကို စစ်ဆေးပါ။
နောက်တစ်ခု စစ်ဆေးရန်မှာ သင့်ပူလီများသည် နေရာမှန်နှင့် ကောင်းမွန်စွာ အလုပ်လုပ်နေကြောင်း စစ်ဆေးရန်ဖြစ်သည်။ ပူလီများသည် ခါးပတ်နှင့် အံဝင်ခွင်ကျရှိသော သွားများပါရှိသော သင့်ခါးပတ်ပတ်သွားသည့် အဝိုင်းသတ္တု အစိတ်အပိုင်းများဖြစ်သည်။
သင့်စက်သီးများသည် မချော်သင့်ဘဲ တင်းကျပ်နေသင့်ပါသည်။ ဒါတွေက အချိန်ကြာလာတာနဲ့အမျှ ပြေလျော့သွားနိုင်တာမို့ သူတို့ကို အခါအားလျော်စွာ စစ်ဆေးဖို့ ကောင်းတဲ့ အိုင်ဒီယာတစ်ခုပါ။
ခါးပတ်တွေကို တင်းကျပ်ပြီး စစ်ဆေးတဲ့ ပူလီတွေကို အသုံးပြုသူတွေဟာ တူညီတဲ့ အမြင့်မှာ ရွေ့နေတဲ့ အလွှာတွေရဲ့ ပြဿနာကို ဖြေရှင်းပေးခဲ့ပါတယ်။
၂။ တည်ငြိမ်အောင်ထားပါ။3D ပရင်တာနှင့် အောက်ပိုင်းတုန်ခါမှုများ
3D ပရင်တာရှိ တူညီသောအမြင့်တွင် အလွှာပြောင်းခြင်းအတွက် အလားအလာရှိသော နောက်ထပ်ပြင်ဆင်ချက်မှာ ပရင်တာအား တည်ငြိမ်စေပြီး တုန်ခါမှုအမျိုးအစားကို လျှော့ချပေးခြင်းဖြစ်ပါသည်။ ဖြစ်ရပ်များစွာတွင် တုန်ခါမှုများသည် အထူးသဖြင့် ပရင့်ခေါင်းကို မြန်လွန်းသည့် မော်ဒယ်တစ်ခု၏ အစိတ်အပိုင်းအချို့တွင် တူညီသောအမြင့်တွင် အလွှာများကို ပြောင်းသွားစေနိုင်သည်။
၎င်းကို ခိုင်ခံ့တည်ငြိမ်စွာထားခြင်းဖြင့် သင်၏ 3D ပရင်တာကို တည်ငြိမ်စေနိုင်သည်။ မျက်နှာပြင်အပြင် တုန်ခါမှုဆန့်ကျင်ရေးခြေထောက်များကို စက်၏အောက်ခြေတွင် ရော်ဘာဖြင့် တွဲထားသည်။
၎င်းတို့ကို 3D ပရင့်ထုတ်ခြင်း သို့မဟုတ် ကျွမ်းကျင်စွာဝယ်ယူနိုင်သည်။
မည်သည့်အစိတ်အပိုင်းများ ဖြုန်းတီးမှုရှိမရှိကို သင်၏ 3D ပရင်တာတွင် စစ်ဆေးပါ၊ အထူးသဖြင့် frame နှင့် gantry / ရထားတွဲများတွင်။ သင့် 3D ပရင်တာပေါ်တွင် အစိတ်အပိုင်းများ သို့မဟုတ် ဝက်အူများ ချောင်နေပါက တူညီသောအမြင့်တွင် အလွှာပြောင်းသွားနိုင်သည့် တုန်ခါမှုများ တိုးပွားလာပါသည်။
အသုံးပြုသူတစ်ဦးက သင့် 3D ပရင်တာကဲ့သို့ လေးလံသည့်အရာတစ်ခုပေါ်တွင်ပင် ထားနိုင်ကြောင်း အကြံပြုထားသည်။ ထူထဲသော မျက်နှာပြင်အောက်တွင် အကွက်အချို့ပါသော သစ်သားပြား သို့မဟုတ် ကွန်ကရစ်ပြားတစ်ခု။
လူများစွာသည် ၎င်းတို့၏ အိပ်ရာပေါ်တွင် ကလစ်များချွတ်ထားသဖြင့် ၎င်းတို့၏ တကယ့်တရားခံဖြစ်ခြင်းကို လူအများက လျစ်လျူရှုကြသည်။ ဥပမာအားဖြင့် သင့်တွင် ဖန်သားအိပ်ရာရှိပါက၊ ၎င်းကို နေရာတွင် ညှပ်ထားရန် လိုအပ်သည်။ အသုံးပြုသူတစ်ဦးက ၎င်းတို့၏ ဟောင်းနွမ်းနေသောကလစ်များသည် အောက်တွင်ဖော်ပြထားသည့်ဗီဒီယိုတွင်ပြထားသည့်အတိုင်း အလွှာပြောင်းသွားကြောင်း တွေ့ရှိခဲ့သည်။
ပြင်ဆင်မှုသည် အခြားအသုံးပြုသူအများအပြားအတွက်လည်း အလုပ်ဖြစ်ခဲ့သည်။
အသုံးပြုသူတစ်ဦးမှ ၎င်း၏ဖန်သားပြင်တစ်ခုလုံး ပြောင်းသွားကြောင်း မှတ်ချက်ပေးခဲ့သည်။ ကလစ်ပြဿနာကြောင့် ၎င်း၏မူလအနေအထား။ သူလည်း ဖော်ပြခဲ့တယ်။အဲဒါက အပြင်မှာ အလျင်မြန်ဆုံး ရွေ့လျားနေတဲ့ အလွှာတစ်ခုပါ။
တုန်ခါမှု ရှိမရှိ စစ်ဆေးဖို့ တစ်စုံတစ်ယောက်က ပြောခဲ့တဲ့ စိတ်ဝင်စားစရာကောင်းတဲ့ နည်းလမ်းကတော့ ရေတစ်ခွက်ကို မျက်နှာပြင်ပေါ် ချထားခြင်း ဒါမှမဟုတ် သင့်ပရင်တာပေါ်မှာ ရေဝင်နေလားဆိုတာ ကြည့်ဖို့ စားပွဲပေါ်မှာ ထိုင်နေတာ ဖြစ်ပါတယ်။ ရွေ့လျားနေသည်။ ဇယားရှိ သေးငယ်သော လှုပ်ရှားမှုများသည် သင့်ပုံနှိပ်ထုတ်ဝေမှုတွင် နောက်ထပ် အပြောင်းအလဲ ပြဿနာများကို ဖြစ်စေနိုင်သည်။
၃။ သင့်ဖိုင်ကို ပြန်လည်လှီးဖြတ်ကြည့်ပါ
G-Code ဖိုင်ထဲသို့ STL ဖိုင်ကို ပြန်လည်လှီးဖြတ်ခြင်းဖြင့် ဤပြဿနာကို ဖြေရှင်းရန် ကူညီပေးနိုင်ပါသည်။ ၎င်းတို့၏ stepper မော်တာနှင့် ခါးပတ်များကို စစ်ဆေးပြီးနောက် ကျပန်း y အပြောင်းအလဲရှိခဲ့သည့် 3D ပရင်တာ ဝါသနာရှင်။ ထို့နောက် ၎င်းတို့ ပုံနှိပ်ထုတ်ဝေနေသော ဖိုင်ကို ပြန်လည် လှီးဖြတ်ပြီး အားလုံး ကောင်းမွန်စွာ ရိုက်နှိပ်ထားပါသည်။
ဖိုင်ကို 90° ဖြင့် လှည့်ကြည့်ကာ ခြားနားမှု ရှိမရှိ သိရှိရန် ဖိုင်ကို ထပ်မံ လှီးဖြတ်နိုင်ပါသည်။
၄။ သင်၏ ပုံနှိပ်ခြင်း အရှိန်ကို လျှော့ချပါ သို့မဟုတ် Jerk & အရှိန်မြှင့်ခြင်း ဆက်တင်များ
တူညီသော အမြင့်တွင် အလွှာ အပြောင်းအလဲများနှင့် ပတ်သက်လာလျှင် သင်၏ ပုံနှိပ်မှု မြန်နှုန်းသည်လည်း ၎င်းကို အထောက်အကူ ဖြစ်စေပါသည်။ သင်၏ပုံနှိပ်ခြင်းအမြန်နှုန်း မြင့်မားလေ၊ စတင်ပြောင်းရန် အလားအလာ ပိုများလေဖြစ်သည်။ သင်သည် အလွန်အကျွံ ပုံနှိပ်နှုန်းကို ရှောင်ရှားလိုသည်။ ပုံသေပရင့်အမြန်နှုန်းများသည် 50mm/s ဝန်းကျင်တွင် သင့်အတွက် ကောင်းစွာအလုပ်လုပ်သင့်ပါသည်။
အချို့သော 3D ပရင်တာများသည် ပြဿနာမရှိဘဲ ပိုမိုမြန်ဆန်သော ပုံနှိပ်ခြင်းအမြန်နှုန်းဖြင့် ရွေ့လျားရန် ဒီဇိုင်းထုတ်ထားသော်လည်း ၎င်းတို့အားလုံးသည် အဆိုပါအမြန်နှုန်းများကို ကိုင်တွယ်ဖြေရှင်းနိုင်မည်မဟုတ်ပေ။
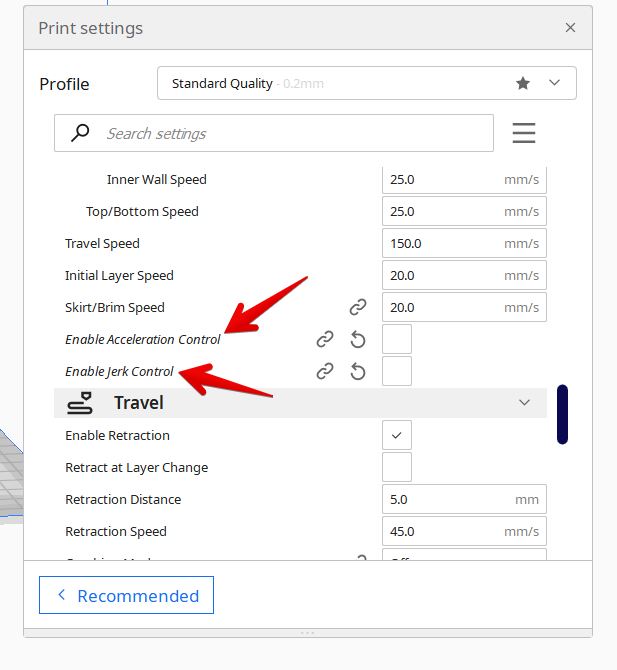
မင်းရဲ့ Jerk & ၎င်းတို့သည် အလွန်မြင့်မားပြီး အလွှာအပြောင်းအလဲဖြစ်စေကြောင်း သေချာစေရန် အရှိန်မြှင့်ဆက်တင်များ။
၎င်းတို့၏ Jerk ဆက်တင်ကို 20mm/s သို့ ပြောင်းလဲခဲ့သော အခြားအသုံးပြုသူ15mm/s သည် ယင်းပြီးနောက် ၎င်းတို့၏ အလွှာသည် ရွေ့လျားမှုရပ်တန့်သွားသည်ကို တွေ့ရှိခဲ့သည်။ Jerk Control ကိုဖွင့်ထားလျှင် Cura ရှိ မူရင်း Jerk ဆက်တင်သည် ယခုအခါ 8mm/s ဖြစ်သည်၊ ထို့ကြောင့် ဤတန်ဖိုးများကို နှစ်ဆစစ်ဆေးပါ။
တစ်ခါတစ်ရံ သင့် 3D ပရင်တာ၏ firmware တွင် ၎င်း၏ကိုယ်ပိုင် Jerk ဆက်တင်ရှိပါမည်။
အခြားအသုံးပြုသူတစ်ဦးကလည်း Acceleration Control & သင်၏ခွဲခြမ်းစိတ်ဖြာမှုတွင် Jerk Control။ သူတို့မှာ တူညီတဲ့ပြဿနာတွေရှိခဲ့ပြီး ဒါကိုလုပ်ပြီးနောက် သူတို့ရဲ့မော်ဒယ်တွေက အရမ်းကောင်းလာပါတယ်။
၅။ ကမ်းရိုးတန်းဆက်တင်ကို ပြောင်းလဲခြင်း
ဤပြဿနာအတွက် ဖြစ်နိုင်ချေရှိသော ဖြေရှင်းချက်မှာ ၎င်းတို့၏ ခွဲခြမ်းစိပ်ဖြာမှုတွင် သင်၏ ကမ်းရိုးတန်းဆက်တင်ကို ပြောင်းလဲခြင်းဖြစ်သည်ဟု သုံးစွဲသူတစ်ဦးက ပြောကြားခဲ့သည်။ အကယ်၍ သင်သည် တူညီသော အမြင့်တွင် အလွှာအပြောင်းအရွှေ့များကို တွေ့ကြုံနေရပါက၊ ၎င်းကို ပိတ်ပါက ဖွင့်ထားခြင်းဖြင့် သို့မဟုတ် ၎င်းကို ဖွင့်ထားလျှင် ၎င်းကို ပိတ်ခြင်းဖြင့် သင်၏ ကမ်းရိုးတန်းဆက်တင်ကို ပြောင်းလဲကြည့်ပါ။
ဥပမာတစ်ခုတွင်၊ ကမ်းရိုးတန်းခြင်းကို ဖွင့်ထားခြင်းဖြင့် ပြဿနာကို ဖြေရှင်းနိုင်သောကြောင့် ၎င်းကို ကူညီပေးနိုင်ပါသည်။ ရွှေ့ခြင်းမပြီးဆုံးမီ သင်၏ 3D ပရင်တာအား ပိုမိုနှေးကွေးစေနိုင်သည်။ အခြားတစ်ဖက်တွင်၊ ကမ်းရိုးတန်းကိုပိတ်ခြင်းသည် ထောင့်တစ်ခုအတွက် နှေးကွေးသွားစေရန် သင့် firmware ကို အသိပေးနိုင်ပါသည်။
၆။ Infill Patterns ကိုပြောင်းပါ
သင့် infill ပုံစံသည် အချို့သော infill ပုံစံများသည် ပိုမိုပြတ်သားသောထောင့်များရှိသောကြောင့် တူညီသောအမြင့်တွင် အလွှာများပြောင်းခြင်းပြဿနာကို အထောက်အကူဖြစ်စေနိုင်သည် ။ သင့်အလွှာသည် တစ်နေရာတည်းတွင် အမြဲပြောင်းနေသည့်အခါ၊ ထိုနေရာ၌ ရုတ်တရက် အရှိန်ပြင်းစွာ ရွေ့လျားမှုတစ်ခု ဖြစ်သွားနိုင်ဖွယ်ရှိသည်။
၎င်းသည် ပြုပြင်ရန် အထောက်အကူဖြစ်စေရန် သင်၏ဖြည့်သွင်းမှုပုံစံကို ပြောင်းလဲရန် ကြိုးစားနိုင်သည်။ဤကိစ္စကို Gyroid ပုံစံသည် ချွန်ထက်သောထောင့်များမရှိသည့်အပြင် အကွေးပုံစံပိုဆန်သောကြောင့် ၎င်းသည် ပြဿနာဖြစ်စေခြင်းရှိမရှိ စမ်းသပ်ရန်ကောင်းတစ်ခုဖြစ်သည်။

၇။ ချောဆီ & သင်၏ 3D ပရင်တာအား ဆီလိမ်းပါ
တူညီသော အမြင့်တွင် အလွှာပြောင်းခြင်းကို တွေ့ကြုံခံစားရသော အသုံးပြုသူများအတွက် လုပ်ဆောင်ပေးသည့် အခြားပြင်ဆင်ချက်မှာ ၎င်းတို့၏ 3D ပရင်တာအစိတ်အပိုင်းများကို ချောဆီနှင့် ဆီလိမ်းရန်ဖြစ်သည်။ သင့် 3D ပရင်တာ၏ ရွေ့လျားနေသော အစိတ်အပိုင်းများပေါ်တွင် ပွတ်တိုက်မှု အလွန်အကျွံရှိနေပါက ပြဿနာများကို ဖြစ်စေနိုင်သောကြောင့် အဆိုပါအစိတ်အပိုင်းများကို ချောဆီပေးစေလိုပါသည်။
PTFE ဖြင့် Super Lube Synthetic Oil ကဲ့သို့သော အရာတစ်ခုခုကို အသုံးပြုရန် အကြံပြုလိုပါသည်။ သင်၏ 3D ပရင်တာအတွက် အဓိက ချောဆီဖြစ်သည်။

ကျွန်ုပ်သည် သင့် 3D ပရင်တာအား Pro ကဲ့သို့ ချောဆီထည့်နည်း - အသုံးပြုရန် အကောင်းဆုံးချောဆီ ဟုခေါ်သော ဤဆောင်းပါးကို ကျွန်ုပ်ရေးသားခဲ့သည်၊ ၎င်းကို မှန်ကန်စွာပြုလုပ်နည်း။
အောက်ပါဗီဒီယိုသည် သင့် 3D ပရင်တာကို ချောဆီနည်းကို လေ့လာရန် အလွန်အသုံးဝင်ပါသည်။
၈။ Stepper Motors အတွက် Cooling ကို မြှင့်တင်ပါ
၎င်းသည် ပရင့်ထုတ်သည့် နေရာတွင် ၎င်းတို့၏ stepper motor driver အပူလွန်ကဲခြင်းကြောင့် အသုံးပြုသူ တစ်ဦးမှ တွေ့ရှိခဲ့သည်။ ၎င်းသည် 3D ပရင့်အတွက် အသုံးပြုရန် လိုအပ်နေသော လက်ရှိအမြောက်အမြားကြောင့် ဖြစ်နိုင်သည်။
၎င်းကို ပြုပြင်ရန်အတွက်၊ သင်သည် အပူရှိန်များ သို့မဟုတ် မော်တာပေါ်တွင် တိုက်ရိုက်လေမှုတ်ထားသော အအေးခံပန်ကာကို ထည့်ခြင်းဖြင့် သင်၏ stepper မော်တာများအတွက် ပိုမိုကောင်းမွန်သော အအေးပေးမှုကို ဖော်ဆောင်နိုင်သည်

ကျွန်ုပ်သည် Extruder Motor အရမ်းပူလာခြင်းကို ပြုပြင်နည်း 7 ခု ဟုခေါ်သော ဆောင်းပါးတစ်ပုဒ်ကို ရေးသားခဲ့သည်အသေးစိတ်အချက်များ။
Tech2C မှ ဤဗီဒီယိုသည် အအေးခံပန်ကာများ မည်မျှအရေးကြီးကြောင်းနှင့် ၎င်းတို့သည် သင့်အား အရည်အသွေးပြည့်မီသော ပရင့်များကို မည်သို့ရရှိနိုင်ကြောင်းကို ဖော်ပြထားပါသည်။
အခြားအသုံးပြုသူတစ်ဦးသည် မားသားဘုတ်တစ်ခု အပူရှိန်တက်နေသည့် ပြဿနာကိုပင် ဖော်ပြခဲ့သည်။ 4.2.2 မားသားဘုတ်ဖြင့် Ender 3။ ၎င်းတို့သည် ၎င်းအား 4.2.7 မားသားဘုတ်သို့ အဆင့်မြှင့်တင်ခဲ့ပြီး ပြဿနာကို ဖြေရှင်းပေးခဲ့သည်။
၉။ ပြန်ရုတ်သိမ်းသည့်အခါ Z Hop ကိုဖွင့်ပါ
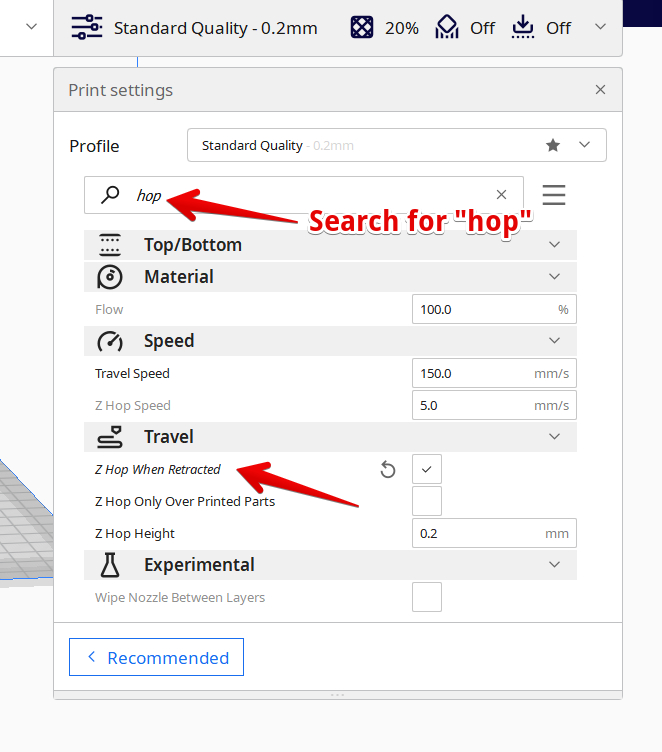
Cura ရှိ ဆက်တင်ကို ပြန်ရုတ်သိမ်းသည့်အခါ Z Hop ကိုဖွင့်ခြင်းသည် တူညီသောအမြင့်တွင် အလွှာအပြောင်းအရွှေ့များကို ပြုပြင်ရန် နောက်ထပ်နည်းလမ်းတစ်ခုဖြစ်သည်။ Ender 3 ရှိသည့် အသုံးပြုသူတစ်ဦးသည် ၎င်း၏အစိတ်အပိုင်းအားလုံးတွင် 16 မီလီမီတာ အမြင့်တွင် အလွှာပြောင်းခြင်းကို ကြုံတွေ့နေရသည်။
၎င်းတို့၏ ဝက်အူများ ချောမွေ့မှုရှိမရှိ စစ်ဆေးခဲ့ပြီး ၎င်းတို့၏ ဘီးများနှင့် အလူမီနီယံ ဖောက်ထွင်းမှုများကို စစ်ဆေးခဲ့သည်။ အားလုံးအဆင်ပြေပါတယ်။ တုန်လှုပ်ခြင်း သို့မဟုတ် ပိတ်ဆို့ခြင်းကဲ့သို့သော တည်ငြိမ်ခြင်းဆိုင်ရာ ပြဿနာများကိုလည်း စစ်ဆေးခဲ့သည်၊ သို့သော် အားလုံးကောင်းနေပါသည်။
ထိုတိကျသောအမြင့်သို့ရောက်သည်နှင့် ပရင့်ကိုကြည့်သောအခါ၊ နော်ဇယ်သည် ပုံနှိပ်များနှင့် ပံ့ပိုးမှုများကို ထိမိလာသည်။
၎င်းကိုဖြေရှင်းရန်၊ ခရီးသွားလှုပ်ရှားမှုအတွက် 0.2mm Z Hop ကို ထည့်သွင်းခဲ့သည်။ ၎င်းသည် အခြေခံအားဖြင့် တစ်နေရာမှ တစ်နေရာသို့ ရွှေ့ရန် သင့်နော်ဇယ်ကို ပြန်နုတ်လိုက်တိုင်း 0.2mm ဖြင့် သင်၏ နော်ဇယ်ကို မြှောက်ပေးသည်။ ၎င်းသည် အလုံးစုံ 3D ပရင့်အတွက် အချိန်ကို တိုးပေးသော်လည်း သင်၏ နော်ဇယ်ကို ထိမိခြင်းမှ ရှောင်ရှားရန် အသုံးဝင်ပါသည်။
ကြည့်ပါ။: 3D Printing အတွက် ဘာလိုသလဲအောက်ဖော်ပြပါသည် ၎င်းတို့၏ အလွှာပြောင်းပုံသဏ္ဍန် ဖြစ်သည်။imgur.com တွင် ပို့စ်ကိုကြည့်ပါ
၁၀။ VREF ကို Stepper Motor Driver သို့တိုးမြှင့်ပါ
၎င်းသည် အနည်းငယ်နည်းသော ပြုပြင်မှုတစ်ခုဖြစ်သော်လည်း၊သုံးစွဲသူများအတွက် လုပ်ဆောင်ပေးသည့် အရာတစ်ခုဖြစ်ပြီး ၎င်းသည် သင်၏ stepper motors များသို့ VREF သို့မဟုတ် လက်ရှိကို တိုးမြှင့်ရန်ဖြစ်သည်။ လက်ရှိသည် အခြေခံအားဖြင့် 3D ပရင်တာပေါ်တွင် လှုပ်ရှားမှုပြုလုပ်ရန် သင်၏ stepper မော်တာများမှ ထုတ်ပေးနိုင်သော ပါဝါ သို့မဟုတ် ရုန်းအားဖြစ်သည်။
သင်၏လက်ရှိသည် အလွန်နိမ့်နေပါက၊ ရွေ့လျားမှုများသည် "ခြေလှမ်း" ကိုကျော်သွားနိုင်ပြီး သင့်မော်ဒယ်တွင် အလွှာတစ်ခုပြောင်းသွားနိုင်သည်။ .
၎င်းတို့သည် နိမ့်သည်ရှိမရှိအပေါ် မူတည်၍ သင်၏ stepper motor များတွင် VREF ကို တိုးမြှင့်နိုင်သည်။ ဤအီလက်ထရွန်းနစ်ပစ္စည်းများသည် သင်ဘာလုပ်နေသည်ကိုမသိပါက အန္တရာယ်ရှိနိုင်သောကြောင့် ဘေးကင်းစေရန်အတွက် အောက်ပါဗီဒီယိုကို ကြည့်ရှုလိုက်ပါ။
အကောင်းဆုံး 3D ပရင်တာ အလွှာပြောင်းခြင်းစမ်းသပ်မှုများ
ထိုနေရာတွင် အလွှာအပြောင်းအရွှေ့စမ်းသပ်မှုများစွာမရှိသော်လည်း အချို့သောအသုံးပြုသူများအတွက် အလုပ်ဖြစ်နိုင်သော အနည်းငယ်ကို ကျွန်ုပ်တွေ့ရှိခဲ့ပါသည်။
Layer Shift Torture Test
အလွှာအမြင့်ကိုရှာဖွေရန် ကြိုးစားသောအသုံးပြုသူတစ်ဦး ညှဉ်းပန်းနှိပ်စက်မှု စစ်ဆေးမှု တစ်ခုမှ ရှာမတွေ့သောကြောင့် သူကိုယ်တိုင် ပြုလုပ်ခဲ့သည်။ Layer Shift Torture Test သည် အလွှာပြောင်းခြင်းဆိုင်ရာ ပြဿနာများကို လျင်မြန်စွာ ရှာဖွေဖော်ထုတ်ရန် ကောင်းမွန်စွာ အလုပ်လုပ်ပါသည်။
ကြည့်ပါ။: Ender 3 တွင် PETG ကို 3D ပရင့်ထုတ်နည်းသူသည် နာရီအနည်းငယ်ကြာသည့် ပုံမှန်ပုံနှိပ်မှု မအောင်မြင်သည့်နေရာကို ရှာဖွေရန် ကြိုးစားခဲ့သော်လည်း နှိပ်စက်မှုစမ်းသပ်မှုဖြင့် စက္ကန့် 30 သာ ကြာပါသည်။
Y-Axis Layer Shift Test Model
သင့်တွင် Y-axis shift ပြဿနာကို အတိအကျ ကြုံတွေ့နေရပါက၊ ၎င်းသည် စမ်းသပ်ရန် အလွန်ကောင်းသော အလွှာပြောင်းခြင်း စမ်းသပ်မှုဖြစ်သည်။ အသုံးပြုသူသည် ၎င်း၏ Y-ဝင်ရိုးပြောင်းခြင်းပြဿနာကို ဖော်ထုတ်ရာတွင် ကူညီရန် ဤ Y-Axis Layer Shift Test Model ကို ဒီဇိုင်းထုတ်ခဲ့သည်။ ၎င်းကို 3D ပရင့်ထုတ်ရန် ကြိုးစားသော သုံးစွဲသူများစွာနှင့်အတူ အပြုသဘောဆောင်သော ရလဒ်များ ရရှိခဲ့သည်။စမ်းသပ်မှု။
ဤမော်ဒယ်သည် သူ့တွင်ရှိသော အလွှာပြောင်းခြင်းဆိုင်ရာ ပြဿနာအတွက် အချိန်၏ 100% မအောင်မြင်သော်လည်း၊ သူ့သူငယ်ချင်းက သင်စမ်းသုံးကြည့်ရန် တောင်းဆိုထားသည့် ဒုတိယ Y ဝင်ရိုးစမ်းသပ်မော်ဒယ်ကိုလည်း ထည့်သွင်းခဲ့သည်။