
Isi kandungan
Peralihan lapisan dalam pencetak 3D boleh menjadi sangat menyusahkan kerana ia mungkin merosakkan rupa dan kefungsian keseluruhan cetakan anda. Kadangkala peralihan lapisan ini boleh berlaku secara konsisten pada ketinggian yang sama. Artikel ini akan membantu melihat punca dan kemudian pembetulan untuk isu ini.
Teruskan membaca untuk butiran di sebalik membetulkan peralihan lapisan anda pada ketinggian yang sama.
Apa yang Menyebabkan Peralihan Lapisan dalam Pencetakan 3D (Pada Ketinggian Yang Sama)
Peralihan lapisan dalam pencetakan 3D pada ketinggian yang sama boleh disebabkan oleh beberapa faktor seperti takal paksi X atau Y yang longgar, kelonggaran tali pinggang, terlalu panas, kelajuan pencetakan yang berlebihan, getaran, ketidakstabilan dan banyak lagi. Sesetengah pengguna menemui masalah dengan fail yang dihiris sebenar atau pun daripada kekurangan pelinciran dalam pencetak 3D mereka.
Cara Membetulkan & Hentikan Lapisan daripada Beralih (Pada Ketinggian Yang Sama)
Terdapat banyak kaedah untuk menghentikan lapisan daripada beralih pada ketinggian yang sama, tetapi ia bergantung pada perkara yang menyebabkan isu itu. Anda perlu menjalankan beberapa pembetulan ini supaya anda boleh melihat sama ada ia membantu menyelesaikan isu anda.
Sama ada anda sedang belajar cara membetulkan peralihan lapisan dengan Ender 3 atau mesin lain, ini sepatutnya menetapkan anda di jalan yang betul.
Saya akan mengesyorkan melakukan beberapa pembetulan yang lebih mudah dan ringkas dahulu sebelum beralih ke kaedah yang lebih maju.
- Ketatkan Tali Pinggang dan Periksa Takal
- Stabilkan Pencetak 3D dan RendahGetaran
- Cuba Potong Semula Fail Anda
- Kurangkan Kelajuan Cetakan Anda atau Jerk & Tetapan Pecutan
- Menukar Tetapan Pantai
- Tukar Corak Infill
- Lubricate & Minyakkan Pencetak 3D Anda
- Tingkatkan Penyejukan untuk Motor Stepper
- Dayakan Z Hop Apabila Menarik Balik
- Tingkatkan VREF kepada Pemacu Motor Stepper
1. Ketatkan Tali Pinggang dan Periksa Takal
Satu kaedah untuk membetulkan lapisan anda beralih pada ketinggian yang sama adalah dengan mengetatkan tali pinggang anda dan memeriksa takal anda. Sebabnya ialah tali pinggang yang longgar boleh mengurangkan ketepatan pergerakan pencetak 3D anda, yang membawa kepada peralihan lapisan.
Anda perlu melihat tali pinggang pada X & Paksi Y untuk melihat sama ada ia mempunyai jumlah ketegangan yang baik. Tali pinggang yang terlalu ketat juga boleh menyebabkan masalah seperti mengikat atau tidak gigi dilangkau semasa pergerakan.
Semak video di bawah untuk mengetahui apakah ketegangan tali pinggang pencetak 3D yang betul.
Perkara lain untuk memeriksa sama ada takal anda berada di tempatnya dan berfungsi dengan baik. Takal ialah bahagian logam bulat yang dikelilingi oleh tali pinggang anda, yang mempunyai gigi yang sesuai dengan tali pinggang.
Takal anda tidak sepatutnya tergelincir dan hendaklah cukup ketat. Ini boleh longgar dari semasa ke semasa jadi idea yang baik untuk memeriksanya secara berkala.
Selepas mengetatkan tali pinggang dan memeriksa takal, pengguna telah membetulkan isu peralihan lapisan pada ketinggian yang sama.
2. MenstabilkanPencetak 3D dan Getaran Rendah
Satu lagi potensi pembetulan untuk peralihan lapisan pada ketinggian yang sama dalam pencetak 3D ialah menstabilkan pencetak dan mengurangkan sebarang jenis getaran. Getaran dalam banyak kes boleh menyebabkan lapisan beralih pada ketinggian yang sama, terutamanya pada bahagian tertentu model yang kepala cetakan bergerak terlalu laju.
Anda boleh menstabilkan pencetak 3D anda dengan meletakkannya pada kukuh dan stabil permukaan, serta memasang kaki anti-getaran getah ke bahagian bawah mesin.
Ini malah boleh dicetak 3D atau dibeli secara profesional.
Periksa pencetak 3D anda untuk sebarang bahagian yang longgar, terutamanya dalam rangka dan gantri/gerabak. Apabila terdapat bahagian atau skru yang longgar pada pencetak 3D anda, ini meningkatkan kehadiran getaran yang boleh menyebabkan peralihan lapisan pada ketinggian yang sama.
Seorang pengguna mencadangkan anda malah boleh meletakkan pencetak 3D anda pada sesuatu yang berat seperti sekeping kayu tebal atau papak konkrit dengan sedikit pelapik di bawah permukaan yang berat.
Ramai orang terlepas pandang bahawa katil cetakan sebenar mereka adalah puncanya, setelah klip usang di atas katil mereka. Jika anda mempunyai katil kaca sebagai contoh, anda perlu menjepitnya di tempatnya. Seorang pengguna mendapati bahawa klip mereka yang haus menyebabkan peralihan lapisan seperti yang ditunjukkan dalam video di bawah.
Pembetulan ini juga berkesan untuk ramai pengguna lain.
Seorang pengguna mengulas bahawa keseluruhan katil kacanya beralih daripada kedudukan asalnya kerana isu klip. Beliau juga menyebutbahawa ini adalah pembaikan peralihan lapisan terpantas di luar sana.
Cara menarik yang dikatakan seseorang untuk memeriksa getaran adalah dengan meletakkan segelas air pada permukaan atau meja yang diletakkan pencetak anda untuk melihat sama ada air sedang bergerak. Pergerakan kecil dalam jadual boleh menyebabkan isu peralihan lebih jauh dalam cetakan anda.
3. Cuba Menghiris Semula Fail Anda
Hanya menghiris semula fail STL ke dalam fail G-Code boleh membantu menyelesaikan isu ini. Seorang penggemar pencetak 3D yang mengalami anjakan y rawak selepas memeriksa motor stepper dan tali pinggang mereka. Mereka kemudiannya menghiris semula fail yang mereka gunakan untuk mencetak dan semuanya dicetak dengan baik.
Anda juga boleh cuba memusingkan fail sebanyak 90° dan menghiris fail itu sekali lagi untuk melihat sama ada ia membuat perbezaan.
4. Kurangkan Kelajuan Cetakan Anda atau Jerk & Tetapan Pecutan
Apabila melibatkan peralihan lapisan pada ketinggian yang sama, kelajuan pencetakan anda juga boleh menyumbang kepada perkara ini. Semakin tinggi kelajuan pencetakan anda, semakin besar kemungkinan untuk mula beralih. Anda ingin mengelakkan kelajuan cetakan yang berlebihan. Kelajuan cetakan lalai sepatutnya berfungsi dengan cukup baik untuk anda pada kira-kira 50mm/s.
Sesetengah pencetak 3D direka bentuk untuk bergerak pada kelajuan pencetakan yang lebih pantas tanpa masalah, tetapi tidak semuanya boleh mengendalikan kelajuan ini.
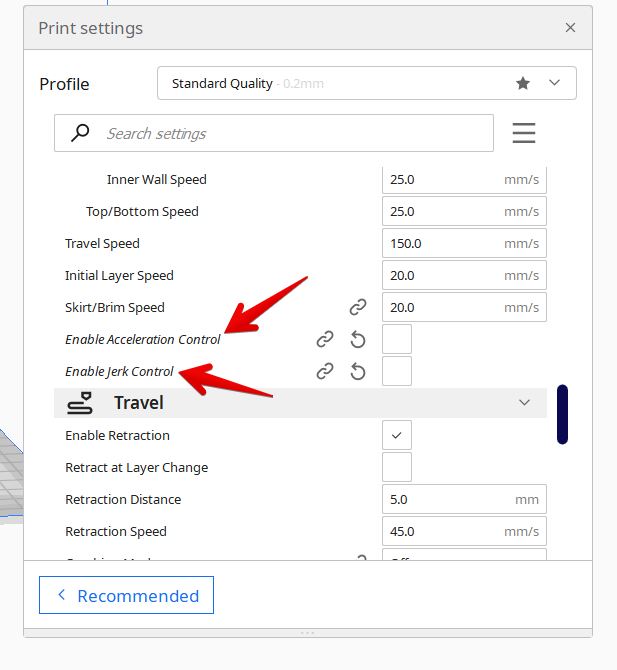
Saya juga akan menyemak Jerk & Tetapan pecutan untuk memastikan ini tidak terlalu tinggi dan menyebabkan peralihan lapisan.
Pengguna lain yang menukar tetapan Jerk mereka daripada 20mm/s kepada15mm/s mendapati lapisan mereka berhenti beralih selepas ini. Tetapan Jerk lalai dalam Cura kini ialah 8mm/s jika anda mendayakan Kawalan Jerk, jadi semak semula nilai ini.
Kadangkala perisian tegar pencetak 3D anda akan mempunyai tetapan Jerk sendiri yang diikutinya.
Pengguna lain turut mencadangkan untuk mematikan Kawalan Pecutan & Kawalan Jerk dalam penghiris anda. Mereka mempunyai isu yang sama dan selepas melakukan ini, model mereka keluar dengan sangat baik.
5. Menukar Tetapan Pantai
Seorang pengguna menyebut bahawa kemungkinan pembetulan untuk isu ini ialah menukar tetapan pantai anda dalam penghiris mereka. Jika anda mengalami anjakan lapisan pada ketinggian yang sama, cuba ubah tetapan pantai anda, dengan mendayakannya jika ia dilumpuhkan atau lumpuhkannya jika ia didayakan.
Dalam satu keadaan, mendayakan pantai boleh membantu menyelesaikan isu ini kerana ia boleh memperlahankan pencetak 3D anda lebih banyak sebelum penghujung pergerakan. Sebaliknya, mematikan garisan boleh memberitahu perisian tegar anda bahawa ia perlu perlahan lebih awal untuk selekoh.
6. Tukar Corak Isian
Ada kemungkinan corak isian anda menyumbang kepada isu peralihan lapisan pada ketinggian yang sama kerana sesetengah corak isian mempunyai sudut yang lebih tajam. Apabila lapisan anda sentiasa beralih pada tempat yang sama, kemungkinan pergerakan tiba-tiba pada kelajuan tinggi berlaku di tempat itu.
Anda boleh cuba menukar corak isian anda untuk melihat sama ada tindakan itu membantu membetulkantisu ini. Corak Gyroid mungkin bagus untuk menguji sama ada ini menyebabkan isu kerana ia tidak mempunyai bucu tajam dan lebih kepada corak melengkung.

7. Pelincir & Minyakkan Pencetak 3D Anda
Satu lagi pembaikan yang berkesan untuk pengguna yang mengalami peralihan lapisan pada ketinggian yang sama ialah melincirkan dan meminyaki bahagian pencetak 3D mereka. Jika terdapat terlalu banyak geseran pada bahagian bergerak pencetak 3D anda, itu boleh menyebabkan masalah, jadi anda perlu melincirkan bahagian ini.
Saya syorkan menggunakan sesuatu seperti Minyak Sintetik Super Lube dengan PTFE, pelincir ruji untuk pencetak 3D anda.

Saya menulis artikel ini yang dipanggil Cara Melincirkan Pencetak 3D Anda Seperti Pro – Pelincir Terbaik untuk Digunakan supaya anda boleh mendapatkan maklumat penting tentang cara melakukannya dengan betul.
Video di bawah sangat berguna untuk mengetahui cara melincirkan pencetak 3D anda.
8. Tingkatkan Penyejukan untuk Motor Stepper
Seorang pengguna mendapati bahawa sebab ini berlaku adalah disebabkan oleh pemandu motor stepper mereka terlalu panas pada titik tertentu dalam cetakan mereka. Ini mungkin disebabkan oleh banyak arus yang perlu digunakan untuk cetakan 3D.
Lihat juga: Filamen Percetakan 3D manakah yang Paling Fleksibel? Terbaik untuk DibeliUntuk membetulkannya, anda boleh melaksanakan penyejukan yang lebih baik untuk motor stepper anda dengan menambah sinki haba atau kipas penyejuk yang meniup udara terus pada motor .

Saya menulis artikel yang dipanggil 7 Cara Cara Membaiki Motor Extruder Menjadi Terlalu Panas yang boleh anda lihat untuk lebih lanjutperincian.
Video daripada Tech2C ini menerangkan betapa pentingnya kipas penyejuk dan cara mereka boleh memberikan cetakan berkualiti kepada anda.
Malah seorang pengguna lain menyebut masalah dengan papan induk menjadi panas dalam kes Ender 3 dengan papan induk 4.2.2. Mereka menaik tarafnya kepada papan induk 4.2.7 dan ia menyelesaikan masalah.
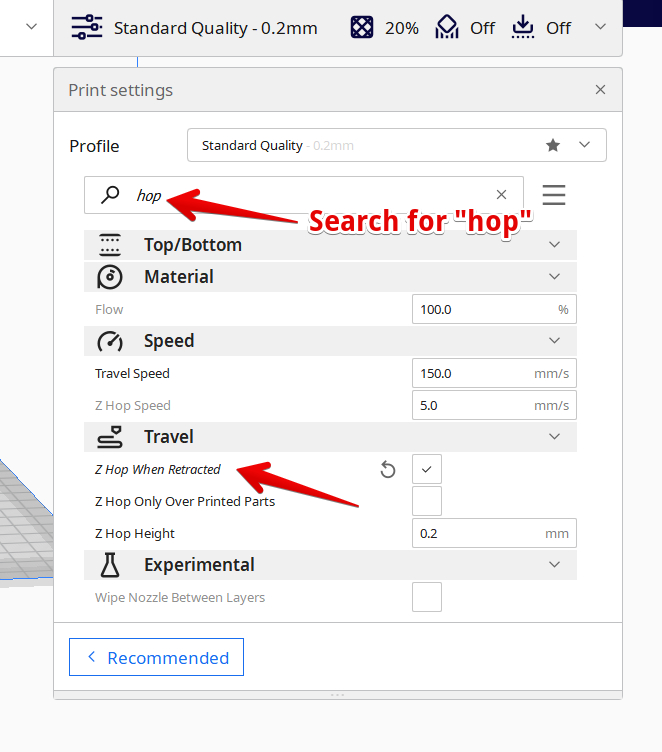
9. Dayakan Z Hop Apabila Menarik Balik
Mendayakan tetapan Z Hop Semasa Menarik Balik dalam Cura ialah kaedah lain yang telah berfungsi untuk membetulkan anjakan lapisan pada ketinggian yang sama. Seorang pengguna yang mempunyai Ender 3 mengalami peralihan lapisan pada ketinggian sekitar 16mm pada semua bahagiannya.
Mereka menyemak sama ada skru utama mereka licin, memeriksa roda dan penyemperitan aluminium mereka dan semua itu kelihatan baik-baik saja. Dia juga menyemak sebarang isu penstabilan seperti goyah atau tersumbat tetapi semuanya kelihatan baik.
Ketika dia melihat cetakan mencapai ketinggian tertentu itu, muncung mula mengenai cetakan dan penyokong.
Untuk membetulkannya, dia akhirnya menambah Z Hop 0.2mm untuk pergerakan perjalanan. Ini pada asasnya menaikkan muncung anda sebanyak 0.2mm setiap kali muncung anda ditarik balik untuk bergerak dari satu tempat ke tempat lain. Ini memang menambah masa pada cetakan 3D keseluruhan tetapi ia berguna untuk mengelakkan muncung anda terkena cetakan anda.
Di bawah ialah rupa peralihan lapisan mereka.Lihat siaran di imgur.com
10. Tingkatkan VREF kepada Pemacu Motor Stepper
Ini adalah pembaikan yang kurang biasa tetapi masih,sesuatu yang telah bekerja untuk pengguna, dan itu adalah untuk meningkatkan VREF atau arus kepada motor stepper anda. Arus pada asasnya ialah kuasa atau tork yang boleh dihasilkan oleh motor stepper anda untuk membuat pergerakan pada pencetak 3D.
Lihat juga: Bolehkah Anda Mengitar Semula Cetakan 3D yang Gagal? Perkara yang Perlu Dilakukan Dengan Cetakan 3D yang GagalJika arus anda terlalu rendah, pergerakan boleh melangkau "langkah" dan menyebabkan peralihan lapisan dalam model anda .
Anda boleh meningkatkan VREF dalam motor stepper anda bergantung pada sama ada ia rendah atau tidak. Tonton video di bawah untuk mengetahui cara melakukan ini, tetapi perlu diingat keselamatan kerana elektronik ini boleh berbahaya jika anda tidak tahu apa yang anda lakukan.
Ujian Anjakan Lapisan Pencetak 3D Terbaik
Tiada terlalu banyak ujian anjakan lapisan di luar sana tetapi saya dapati beberapa yang telah berjaya untuk sesetengah pengguna.
Ujian Penyeksaan Anjakan Lapisan
Seorang pengguna yang cuba mencari ketinggian lapisan ujian penyeksaan tidak dapat menjumpai satu, jadi dia membuatnya sendiri. Ujian Penyeksaan Anjakan Lapisan berfungsi dengan baik untuk mendiagnosis dengan cepat sebarang isu peralihan lapisan.
Dia cuba mencari di mana cetakan biasa gagal, yang mengambil masa beberapa jam, tetapi dengan ujian penyeksaan, ia hanya mengambil masa 30 saat.
Model Ujian Anjakan Lapisan Y-Axis
Jika anda mengalami isu anjakan paksi Y secara khusus, ini ialah ujian anjakan lapisan yang bagus untuk dicuba. Pengguna mereka bentuk Model Ujian Anjakan Lapisan Y-Axis ini untuk membantu mengenal pasti isu peralihan paksi Ynya sendiri. Beliau mendapat keputusan yang positif bersama-sama dengan ramai pengguna yang telah mencuba cetakan 3D iniujian.
Model ini gagal 100% sepanjang masa untuk isu peralihan lapisan yang dia hadapi, tetapi dia turut menambah model ujian paksi Y kedua yang diminta rakannya untuk anda juga cuba.