
Turinys
Sluoksnių poslinkiai 3D spausdintuvuose gali būti labai nemalonūs, nes gali sugadinti viso spausdinio išvaizdą ir funkcionalumą. Kartais šie sluoksnių poslinkiai gali nuolat vykti tame pačiame aukštyje. Šis straipsnis padės apžvelgti šios problemos priežastis, o vėliau ir jos sprendimo būdus.
Toliau skaitykite, kad sužinotumėte, kaip nustatyti vienodo aukščio sluoksnių poslinkius.
Kas lemia sluoksnių poslinkius 3D spausdinime (tame pačiame aukštyje)
Sluoksnių poslinkiai spausdinant 3D spausdintuvu tame pačiame aukštyje gali atsirasti dėl daugelio veiksnių, pavyzdžiui, atsilaisvinusių X arba Y ašies skriemulių, diržo laisvumo, perkaitimo, per didelio spausdinimo greičio, vibracijos, nestabilumo ir daugelio kitų. Kai kurie naudotojai rado problemų, susijusių su faktiniu supjaustytu failu arba net dėl nepakankamo tepimo jų 3D spausdintuve.
Kaip ištaisyti & amp; sustabdyti sluoksnių poslinkį (tame pačiame aukštyje)
Yra daugybė būdų, kaip sustabdyti sluoksnių poslinkį tame pačiame aukštyje, tačiau jie priklauso nuo to, kas pirmiausia sukelia problemą. Norėsite išbandyti keletą iš šių pataisymų, kad pamatytumėte, ar tai padės išspręsti jūsų problemą.
Nesvarbu, ar mokotės nustatyti sluoksnių poslinkį naudodami "Ender 3", ar kitą mašiną, tai turėtų padėti jums eiti teisingu keliu.
Rekomenduočiau pirmiausia atlikti lengvesnius ir paprastesnius pataisymus, o tik tada pereiti prie sudėtingesnių metodų.
- Užveržkite diržus ir patikrinkite skriemulius
- Stabilizuokite 3D spausdintuvą ir sumažinkite vibraciją
- Pabandykite iš naujo supjaustyti failą
- Sumažinkite spausdinimo greitį arba "Jerk & amp; Acceleration" nustatymus
- Pakilimo režimo nustatymo keitimas
- Keisti užpildymo modeliai
- Tepkite ir tepkite savo 3D spausdintuvą
- Geresnis žingsninių variklių aušinimas
- Įjungti "Z Hop", kai ištraukiama
- Padidinkite žingsninio variklio tvarkyklės VREF
1. Užveržkite diržus ir patikrinkite skriemulius
Vienas iš būdų, kaip nustatyti, kad sluoksniai pasislinktų viename aukštyje, yra priveržti diržus ir patikrinti skriemulius. Tai daroma todėl, kad dėl laisvo diržo gali sumažėti 3D spausdintuvo judesių tikslumas, todėl sluoksniai pasislenka.
Taip pat žr: Kaip tinkamai išlyginti "Ender 3" lovą - paprasti žingsniaiNorėsite pažvelgti į diržą X & amp; Y ašyje, kad pamatytumėte, ar jie gerai įtempti. Per daug įtemptas diržas taip pat gali sukelti problemų, pvz., surišimą arba ne dantų praleidimą judesių metu.
Peržiūrėkite toliau pateiktą vaizdo įrašą ir sužinokite, koks yra tinkamas 3D spausdintuvo diržo įtempimas.
Dar vienas dalykas, kurį reikia patikrinti, - ar skriemuliai yra savo vietose ir ar tinkamai veikia. Skriemuliai - tai apvalios metalinės dalys, kuriomis apjuosiamas diržas, turinčios dantukus, į kuriuos įsitvirtina diržas.
Jūsų skriemuliai neturėtų slysti ir turėtų būti pakankamai įtempti. Laikui bėgant jie gali atsipalaiduoti, todėl pravartu juos periodiškai tikrinti.
Įtempę diržus ir patikrinę skriemulius, naudotojai išsprendė sluoksnių pasislinkimo tame pačiame aukštyje problemą.
2. Stabilizuokite 3D spausdintuvą ir sumažinkite vibraciją
Kitas galimas trimačio spausdintuvo sluoksnių pasislinkimo viename aukštyje problemos sprendimo būdas - stabilizuoti spausdintuvą ir sumažinti bet kokią vibraciją. Vibracija daugeliu atvejų gali sukelti sluoksnių pasislinkimą viename aukštyje, ypač tam tikrose modelio dalyse, kuriose spausdinimo galvutė juda per greitai.
3D spausdintuvą galite stabilizuoti pastatydami jį ant tvirto ir stabilaus paviršiaus, taip pat pritvirtindami gumines antivibracines kojeles prie aparato apačios.
Juos netgi galima atsispausdinti 3D spausdintuvu arba įsigyti profesionaliai.
Patikrinkite, ar aplink 3D spausdintuvą nėra atsilaisvinusių dalių, ypač rėmo ir portalo / vežimėlių. Kai 3D spausdintuve yra atsilaisvinusių dalių ar varžtų, padidėja vibracija, dėl kurios gali atsirasti sluoksnių poslinkių tame pačiame aukštyje.
Vienas naudotojas pasiūlė, kad 3D spausdintuvą galite net pastatyti ant ko nors sunkaus, pavyzdžiui, storo medžio gabalo ar betono plokštės, o po sunkiu paviršiumi pakišti tam tikrą paminkštinimą.
Daugelis žmonių nepastebi, kad dėl to kalta jų spausdinimo lova, nes ant jos yra susidėvėję spaustukai. Pavyzdžiui, jei turite stiklinę lovą, ją reikia pritvirtinti spaustukais. Vienas naudotojas nustatė, kad dėl susidėvėjusių spaustukų sluoksniai pasislenka, kaip parodyta toliau pateiktame vaizdo įraše.
Ši pataisa pasiteisino ir daugeliui kitų naudotojų.
Vienas naudotojas pastebėjo, kad visas jo stiklo paklotas pasislinko iš pradinės padėties dėl klipsų problemos. Jis taip pat paminėjo, kad tai yra greičiausias sluoksnio pasislinkimo nustatymas.
Įdomus būdas, kaip patikrinti, ar nėra vibracijos, - ant spausdintuvo paviršiaus ar stalo padėti stiklinę vandens ir pažiūrėti, ar vanduo juda. Nedideli stalo judesiai gali sukelti tolesnio spausdinimo poslinkio problemų.
3. Pabandykite iš naujo supjaustyti failą
Šią problemą gali padėti išspręsti paprastas STL failo perkirpimas į G-kodo failą. 3D spausdintuvo mėgėjas, kuris, patikrinęs žingsninį variklį ir diržus, turėjo atsitiktinį y poslinkį. Tada jie perkirpo failą, su kuriuo spausdino, ir viskas buvo atspausdinta puikiai.
Taip pat galite pabandyti pasukti failą 90° kampu ir dar kartą jį supjaustyti, kad pamatytumėte, ar tai ką nors pakeis.
4. Sumažinkite spausdinimo greitį arba "Jerk & amp; Acceleration" nustatymus
Kai kalbama apie sluoksnių poslinkius tame pačiame aukštyje, prie to gali prisidėti ir spausdinimo greitis. Kuo didesnis spausdinimo greitis, tuo didesnė tikimybė, kad sluoksnis pradės slinkti. Norite vengti per didelio spausdinimo greičio. Numatytasis spausdinimo greitis turėtų būti pakankamas, jei spausdinama maždaug 50 mm/s.
Kai kurie 3D spausdintuvai sukurti taip, kad be problemų galėtų spausdinti didesniu greičiu, tačiau ne visi gali dirbti tokiu greičiu.
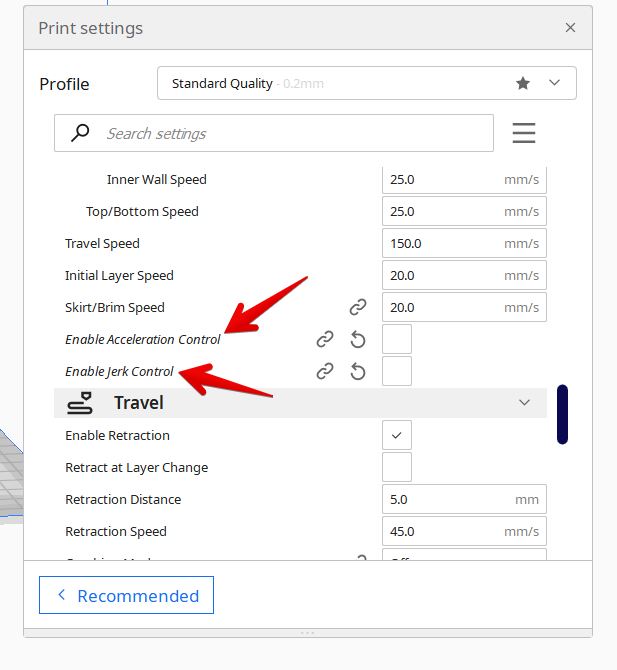
Taip pat norėčiau patikrinti, ar jūsų "Jerk & amp" ir "Acceleration" nustatymai nėra per dideli ir nesukelia sluoksnio poslinkių.
Kitas naudotojas, pakeitęs "Jerk" nustatymą nuo 20 mm/s iki 15 mm/s, pastebėjo, kad po to jo sluoksnis nustojo slinkti. Numatytasis "Jerk" nustatymas programoje "Cura" dabar yra 8 mm/s, jei įjungiate "Jerk Control", todėl dar kartą patikrinkite šias vertes.
Kartais jūsų 3D spausdintuvo programinė įranga turi savo "Jerk" nustatymą, kuriuo vadovaujasi.
Kitas naudotojas taip pat pasiūlė pjaustyklėje išjungti pagreičio valdymą & amp; Jerk Control. Jie turėjo tų pačių problemų ir tai padarius jų modeliai išėjo labai gražūs.
5. Pakrančių režimo nustatymų keitimas
Vienas naudotojas paminėjo, kad šią problemą galima išspręsti pakeitus pjaustyklės pakopos nustatymą. Jei sluoksnis pasislenka tame pačiame aukštyje, pabandykite pakeisti pakopos nustatymą, įjungdami jį, jei jis išjungtas, arba išjungdami, jei jis įjungtas.
Vienu atveju, įjungus važiavimo greitėjimo režimą, galima išspręsti šią problemą, nes jis gali labiau sulėtinti 3D spausdintuvą prieš judėjimo pabaigą. Kita vertus, išjungus važiavimo greitėjimo režimą, programinė įranga gali žinoti, kad reikia anksčiau sulėtinti važiavimą posūkyje.
6. Keisti užpildymo modelius
Gali būti, kad jūsų užpildymo raštas prisideda prie to, kad sluoksniai pasislenka tame pačiame aukštyje, nes kai kurių užpildymo raštų kampai yra aštresni. Kai sluoksnis visada pasislenka toje pačioje vietoje, tikėtina, kad toje vietoje vyksta staigus judėjimas dideliu greičiu.
Galite pabandyti pakeisti užpildymo raštą ir pažiūrėti, ar tai padės išspręsti šią problemą. "Gyroid" raštas galėtų būti geras būdas patikrinti, ar tai nesukelia problemos, nes jis neturi aštrių kampų ir yra labiau lenktas.

7. Tepkite ir tepalu tepkite savo 3D spausdintuvą
Kitas sprendimas, kuris pasiteisino naudotojams, patyrusiems sluoksnių poslinkius tame pačiame aukštyje, yra sutepti ir sutepti 3D spausdintuvo dalis. Jei 3D spausdintuvo judančiose dalyse yra per didelė trintis, gali kilti problemų, todėl norėsite šias dalis sutepti.
Rekomenduočiau naudoti kažką panašaus į "Super Lube" sintetinę alyvą su PTFE - pagrindinį 3D spausdintuvo tepalą.

Parašiau šį straipsnį "Kaip sutepti 3D spausdintuvą kaip profesionalas - geriausi tepalai, kuriuos reikia naudoti", kad gautumėte pagrindinę informaciją, kaip tai padaryti tinkamai.
Toliau pateiktame vaizdo įraše labai naudinga sužinoti, kaip sutepti 3D spausdintuvą.
8. Pagerinkite žingsninių variklių aušinimą
Vienas naudotojas nustatė, kad taip atsitiko dėl to, kad žingsninio variklio tvarkyklė tam tikru spausdinimo momentu perkaito. Taip gali atsitikti dėl to, kad 3D spausdinimui reikia naudoti daug srovės.
Norėdami tai išspręsti, galite geriau aušinti žingsninius variklius, pridėdami radiatorius arba aušinimo ventiliatorių, pučiantį orą tiesiai ant variklio.

Parašiau straipsnį "7 būdai, kaip ištaisyti per karštą ekstruderio variklį", kuriame galite rasti daugiau informacijos.
Šiame "Tech2C" vaizdo įraše pasakojama, kokie svarbūs yra aušinimo ventiliatoriai ir kaip jie gali užtikrinti kokybiškus spaudinius.
Kitas naudotojas netgi paminėjo problemą, susijusią su "Ender 3" su 4.2.2 pagrindine plokšte. Jie ją atnaujino į 4.2.7 pagrindinę plokštę ir problemą išsprendė.
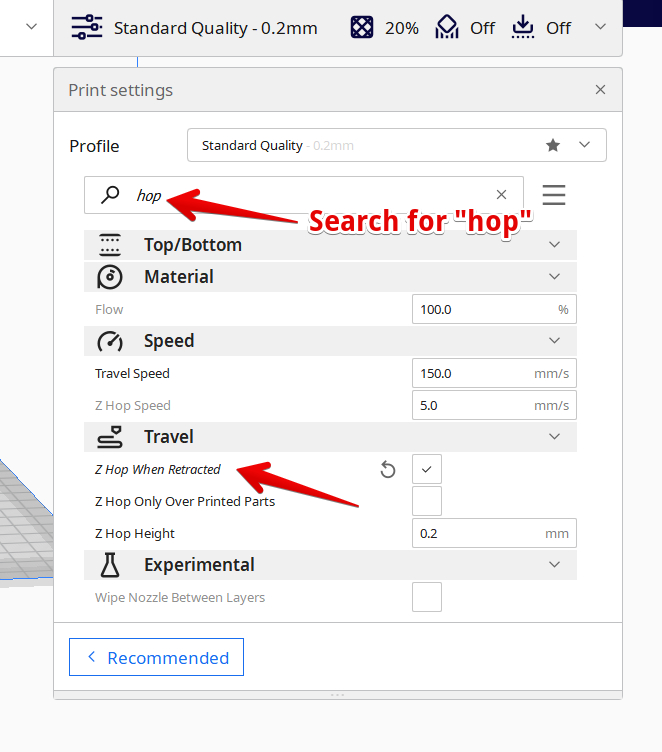
9. Įjungti Z šuolį, kai ištraukiama
Dar vienas metodas, kuris padėjo ištaisyti sluoksnių poslinkius tame pačiame aukštyje, yra "Cura" nuostatos Z Hop When Retracting įjungimas. Vienas naudotojas, turintis "Ender 3", patyrė sluoksnių poslinkius maždaug 16 mm aukštyje visose savo dalyse.
Patikrino, ar jų švaistiklio sraigtas lygus, patikrino ratus ir aliuminio profilius, ir visa tai atrodė gerai. Taip pat patikrino, ar nėra jokių stabilizavimo problemų, pavyzdžiui, klibėjimo ar užsikirtimų, bet viskas atrodė gerai.
Kai jis stebėjo, kaip atspaudas pasiekia tam tikrą aukštį, purkštukas ėmė smūgiuoti į atspaudus ir atramas.
Norėdamas tai išspręsti, jis galiausiai pridėjo 0,2 mm judėjimo judesiams Z Hop. Tai iš esmės pakelia jūsų antgalį 0,2 mm kiekvieną kartą, kai antgalis įtraukiamas, kad persikeltų iš vienos vietos į kitą. Tai padidina bendrą 3D spausdinimo laiką, tačiau tai naudinga, kad išvengtumėte antgalio smūgių į atspaudus.
Žemiau pateikiama, kaip atrodė jų sluoksnių poslinkiai.Peržiūrėti pranešimą imgur.com
10. Padidinkite žingsninio variklio tvarkyklės VREF
Tai šiek tiek rečiau pasitaikanti pataisa, tačiau naudotojams ji pasiteisino, t. y. reikia padidinti žingsninių variklių VREF arba srovę. Srovė iš esmės yra galia arba sukimo momentas, kurį žingsniniai varikliai gali generuoti 3D spausdintuvo judesiams atlikti.
Jei srovė yra per maža, judesiai gali praleisti "žingsnį" ir sukelti sluoksnio poslinkį modelyje.
Taip pat žr: Ar dervos atspaudai gali išsilydyti? Ar jie atsparūs karščiui?Galite padidinti žingsninių variklių VREF, priklausomai nuo to, ar jie yra žemi, ar ne. Peržiūrėkite toliau pateiktą vaizdo įrašą, kad sužinotumėte, kaip tai padaryti, tačiau nepamirškite apie saugumą, nes ši elektronika gali būti pavojinga, jei nežinote, ką darote.
Geriausi 3D spausdintuvo sluoksnių poslinkio bandymai
Ten nėra per daug sluoksnio poslinkio testų, bet aš radau keletą, kurie veikė kai kuriems naudotojams.
Sluoksnio poslinkio kankinimo testas
Vienas naudotojas, kuris bandė ieškoti sluoksnio aukščio kankinimo testų, negalėjo jų rasti, todėl sukūrė vieną pats. Sluoksnio poslinkio kankinimo testas puikiai tinka greitai diagnozuoti bet kokias sluoksnio poslinkio problemas.
Jis bandė rasti, kur įprastas spausdinimas nepavyko, o tai užtruko kelias valandas, tačiau atlikus kankinimo testą užtruko tik 30 sekundžių.
Y ašies sluoksnio poslinkio bandymo modelis
Jei susiduriate būtent su Y ašies poslinkio problema, tai puikus sluoksnio poslinkio testas, kurį galite išbandyti. Naudotojas sukūrė šį Y ašies sluoksnio poslinkio testo modelį, kad padėtų nustatyti savo Y ašies poslinkio problemą. Jis gavo teigiamų rezultatų kartu su daugeliu naudotojų, kurie bandė 3D spausdinti šį testą.
Šis modelis nepavyko 100 % laiko dėl sluoksnio perkėlimo problemos, tačiau jis taip pat pridėjo antrąjį Y ašies bandomąjį modelį, kurio paprašė jo draugas ir kurį taip pat galite išbandyti.