
Innehållsförteckning
Skiktförskjutningar i 3D-skrivare kan vara mycket besvärliga eftersom de kan förstöra utseendet och funktionaliteten hos hela utskriften. Ibland kan dessa skiktförskjutningar konsekvent inträffa på samma höjd. Den här artikeln hjälper dig att titta på orsakerna och sedan på hur du kan åtgärda det här problemet.
Fortsätt läsa för att få information om hur du fixerar dina lagerförskjutningar på samma höjd.
Vad orsakar skiktförskjutningar vid 3D-utskrift (på samma höjd)
Skiktförskjutningar vid 3D-utskrift på samma höjd kan orsakas av ett antal faktorer, t.ex. lösa X- eller Y-axelskivor, slapphet i remmen, överhettning, för hög utskriftshastighet, vibrationer, instabilitet m.m. En del användare hittade problem med den aktuella skivfilen eller till och med bristande smörjning i 3D-skrivaren.
Hur man fixar & stoppa skikt från att skifta (på samma höjd)
Det finns många metoder för att förhindra att lager flyttas på samma höjd, men de beror på vad som orsakar problemet. Du bör köra några av de här lösningarna så att du kan se om de löser ditt problem.
Oavsett om du ska lära dig att åtgärda lagerförskjutning med Ender 3 eller en annan maskin, bör du vara på rätt väg.
Jag rekommenderar att du först gör några av de lättare och enklare lösningarna innan du går vidare till de mer avancerade metoderna.
- Dra åt remmar och kontrollera remskivor
- Stabilisera 3D-skrivaren och minska vibrationerna
- Försök att dela upp din fil på nytt
- Minska din utskriftshastighet eller Jerkamp &; Accelerationsinställningar
- Ändring av inställningen för kustkörning
- Förändra utfyllnadsmönstren
- Smörj & Olja din 3D-skrivare
- Förbättra kylningen av stegmotorer
- Aktivera Z-hopp vid indragning
- Öka VREF till stegmotorföraren
1. Spänn remmarna och kontrollera remskivorna.
En metod för att få lagren att skifta på samma höjd är att dra åt remmarna och kontrollera remskivorna. Anledningen till detta är att en lös rem kan minska precisionen i 3D-skrivarens rörelser, vilket leder till lagerförskjutningar.
Du bör ta en titt på remmen på X- och Y-axeln för att se om de har en bra spänning. En för hårt spänd rem kan också orsaka problem som t.ex. bindning eller att tänderna inte hoppar över under rörelser.
Se även: Hur man avslutar & släta 3D-utskrivna delar: PLA och ABSI videon nedan får du veta vad som är rätt spänning på remmen för 3D-skrivare.
En annan sak att kontrollera är att dina remskivor är på plats och fungerar som de ska. Remskivor är de runda metalldelar som din rem går runt och som har tänder som remmen sitter i.
Dina remskivor får inte glida och ska vara tillräckligt fasta. De kan lossna med tiden, så det är en bra idé att kontrollera dem med jämna mellanrum.
Efter att ha dragit åt remmarna och kontrollerat remskivorna har användarna åtgärdat problemet med att skikten skiftar på samma höjd.
2. Stabilisera 3D-skrivaren och minska vibrationerna
En annan möjlig lösning på problemet med lagerförskjutning på samma höjd i en 3D-skrivare är att stabilisera skrivaren och minska alla typer av vibrationer. Vibrationer kan i många fall leda till att lagren förskjuts på samma höjd, särskilt på specifika delar av en modell där skrivarhuvudet går för fort.
Du kan stabilisera din 3D-skrivare genom att ställa den på ett fast och stabilt underlag och genom att fästa vibrationsdämpande gummifötter på maskinens undersida.
De kan till och med skrivas ut i 3D eller köpas professionellt.
Kontrollera om det finns lösa delar i 3D-skrivaren, särskilt i ramen och portalen/vagnarna. När det finns lösa delar eller skruvar i 3D-skrivaren ökar vibrationerna, vilket kan leda till skiktförskjutningar på samma höjd.
En användare föreslog att du till och med kan ställa 3D-skrivaren på något tungt, t.ex. en tjock träbit eller en betongplatta med lite stoppning under den tunga ytan.
Många människor förbiser att det är själva tryckbädden som är boven i dramat, eftersom de har slitna clips på bädden. Om du till exempel har en glasbädd måste du fästa den på plats. En användare upptäckte att de slitna clipsen orsakade skiktförskjutningar, vilket visas i videon nedan.
Lösningen fungerade även för många andra användare.
En användare kommenterade att hela hans glasbädd hade flyttats från sitt ursprungliga läge på grund av ett problem med clipsen. Han nämnde också att detta är den absolut snabbaste lösningen på skiktförskjutning som finns.
Ett intressant sätt som någon sa att kontrollera vibrationer är att ställa ett glas vatten på ytan eller bordet som skrivaren står på och se om vattnet rör sig. Små rörelser i bordet kan orsaka problem med förskjutningar längre fram i utskriften.
Se även: Bästa genomskinliga & Clear Filament för 3D-utskrift3. Försök att dela upp filen på nytt
Det räcker med att bara skiva om en STL-fil till G-kodfilen för att lösa problemet. En hobbyist som använder 3D-skrivare hade en slumpmässig y-förskjutning efter att ha kontrollerat sin stegmotor och sina remmar. De skivade sedan om filen de skrev ut med och allt skrevs ut helt okej.
Du kan också försöka rotera filen med 90° och skära filen igen för att se om det gör någon skillnad.
4. Minska din utskriftshastighet eller Jerkamp & Accelerationsinställningar
När det gäller skiktförskjutningar på samma höjd kan utskriftshastigheten också bidra till detta. Ju högre utskriftshastighet, desto större är sannolikheten för att skiftet börjar ske. Du bör undvika för höga utskriftshastigheter. Standardutskriftshastigheterna bör fungera tillräckligt bra för dig med cirka 50 mm/s.
Vissa 3D-skrivare är utformade för att klara av högre utskriftshastigheter utan problem, men alla kan inte hantera dessa hastigheter.
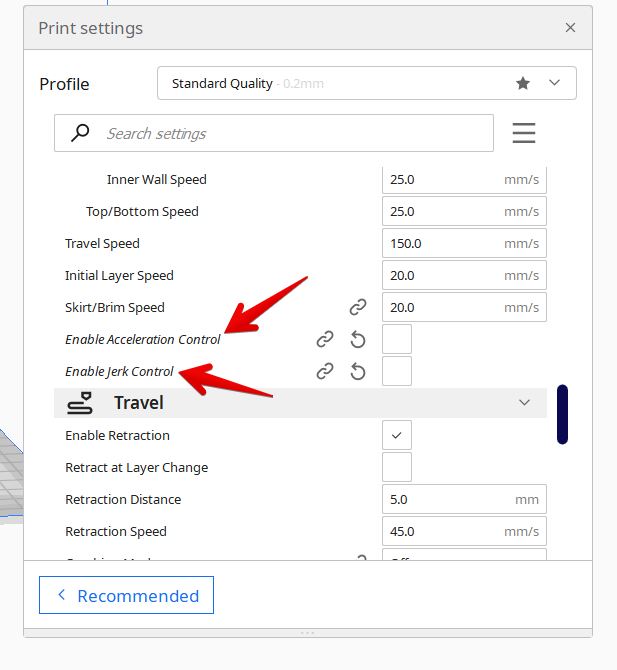
Jag skulle också kontrollera inställningarna för Jerkamp & Acceleration för att se till att de inte är för höga och orsakar skiktförskjutningar.
En annan användare som ändrade inställningen för Jerk från 20 mm/s till 15 mm/s upptäckte att lagret slutade att förskjutas efter detta. Standardinställningen för Jerk i Cura är nu 8 mm/s om du aktiverar Jerk Control, så dubbelkolla dessa värden.
Ibland har 3D-skrivarens fasta programvara en egen Jerk-inställning som den följer.
En annan användare föreslog också att du skulle stänga av Acceleration Control & Jerk Control i din skivmaskin. De hade samma problem och efter att ha gjort detta blev deras modeller mycket fina.
5. Ändring av inställningen för kustfärder
En användare nämnde att en möjlig lösning på problemet är att ändra inställningen för coasting i sin slicer. Om du upplever skiktförskjutningar på samma höjd kan du försöka ändra inställningen för coasting genom att aktivera den om den är inaktiverad, eller inaktivera den om den är aktiverad.
I ett fall kan aktivering av roterande körning hjälpa till att åtgärda problemet eftersom det kan sakta ner 3D-skrivaren mer före slutet av förflyttningen. Om du däremot stänger av roterande körning kan du låta den fasta programvaran veta att den behöver sakta ner tidigare för ett hörn.
6. Ändra utfyllnadsmönster
Det är möjligt att utfyllnadsmönstret bidrar till problemet med att lagren flyttas på samma höjd eftersom vissa utfyllnadsmönster har skarpare hörn. När lagret alltid flyttas på samma ställe är det troligt att en plötslig rörelse med hög hastighet sker på den platsen.
Du kan prova att ändra utfyllnadsmönstret för att se om det hjälper till att lösa problemet. Gyroid-mönstret kan vara ett bra sätt att testa om det är detta som orsakar problemet eftersom det inte har skarpa hörn utan snarare är ett böjt mönster.

7. Smörj & olja din 3D-skrivare
En annan lösning som har fungerat för användare som upplever skiktförskjutningar på samma höjd är att smörja och olja 3D-skrivarens delar. Om det finns för mycket friktion på de rörliga delarna av din 3D-skrivare kan det orsaka problem, så du bör smörja dessa delar.
Jag rekommenderar att du använder något som Super Lube Synthetic Oil med PTFE, ett vanligt smörjmedel för din 3D-skrivare.

Jag har skrivit en artikel med titeln Hur du smörjer din 3D-skrivare som ett proffs - Bästa smörjmedlen att använda så att du kan få den viktigaste informationen om hur du gör detta på rätt sätt.
Videon nedan är mycket användbar för att lära dig hur du smörjer din 3D-skrivare.
8. Förbättra kylningen av stegmotorer
En användare upptäckte att detta berodde på att drivrutinen för stegmotorn överhettades vid en viss punkt i utskriften. Detta kan bero på att mycket ström måste användas för 3D-utskriften.
För att åtgärda detta kan du förbättra kylningen av stegmotorerna genom att lägga till kylflänsar eller en fläkt som blåser luft direkt på motorn.

Jag har skrivit en artikel som heter 7 sätt att åtgärda att extrudermotorn blir för varm, som du kan läsa mer om.
Den här videon från Tech2C går igenom hur viktiga kylfläktarna är och hur de kan ge dig kvalitetsutskrifter.
En annan användare nämnde till och med ett problem med att moderkortet värmde upp i en Ender 3 med ett moderkort med version 4.2.2. De uppgraderade det till ett moderkort med version 4.2.7, vilket löste problemet.
9. Aktivera Z-hopp vid indragning
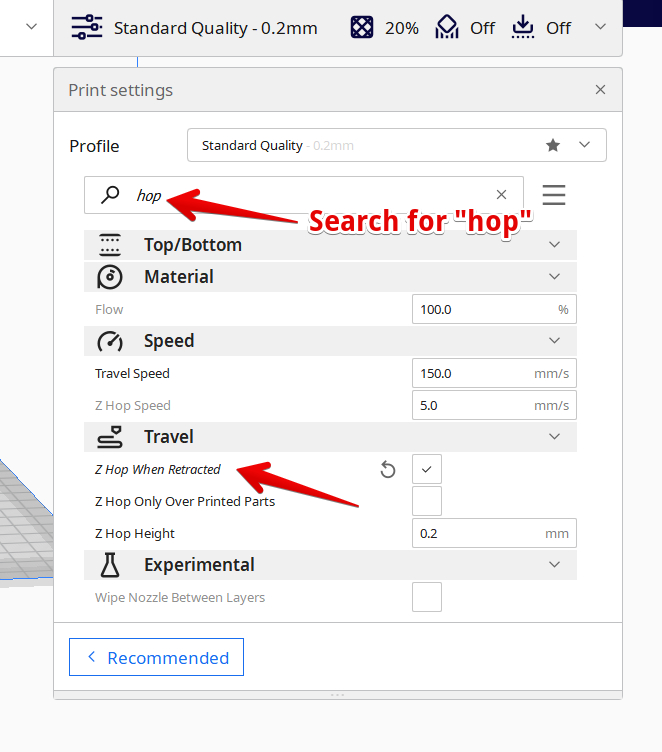
Att aktivera inställningen Z Hop When Retracting i Cura är en annan metod som har fungerat för att åtgärda skiktförskjutningar på samma höjd. En användare som hade en Ender 3 upplevde skiktförskjutningar på en höjd på cirka 16 mm på alla sina delar.
De kontrollerade om deras spindel var slät, kontrollerade deras hjul och aluminiumprofiler och allt såg bra ut. Han kontrollerade också om det fanns några stabiliseringsproblem, t.ex. vinglighet eller blockeringar, men allt såg bra ut.
När han såg hur utskriften nådde den specifika höjden började munstycket träffa utskrifterna och stöden.
För att åtgärda detta lade han till slut till ett Z-hopp på 0,2 mm för rörelseförflyttningar. Detta lyfter i princip upp munstycket med 0,2 mm varje gång munstycket dras tillbaka för att flytta sig från en plats till en annan. Detta ökar tiden för den totala 3D-utskriften, men det är användbart för att undvika att munstycket slår mot utskriften.
Nedan ser du hur deras skiftningar såg ut.Visa inlägget på imgur.com
10. Öka VREF till stegmotordrivrutinen
Detta är en något mindre vanlig lösning, men ändå något som har fungerat för användare, och det är att öka VREF eller strömmen till stegmotorerna. Strömmen är i princip den effekt eller det vridmoment som stegmotorerna kan generera för att göra rörelser i 3D-skrivaren.
Om strömmen är för låg kan rörelser hoppa över ett "steg" och orsaka en skiktförskjutning i modellen.
Du kan öka VREF i dina stegmotorer beroende på om de är låga eller ej. Titta på videon nedan för att lära dig hur du gör detta, men tänk på säkerheten eftersom denna elektronik kan vara farlig om du inte vet vad du gör.
Bästa 3D-skrivare Layer Shift-tester
Det finns inte så många tester av skiftande lager där ute, men jag hittade några som har fungerat för vissa användare.
Tortyrtest för skiftning av lager
En användare som försökte leta efter tortyrtester för lagerhöjd kunde inte hitta något, så han gjorde ett själv. Tortyrtestet för lagerförskjutning fungerar bra för att snabbt diagnostisera eventuella problem med lagerförskjutning.
Han försökte hitta var en normal utskrift misslyckades, vilket tog några timmar, men med tortyrtestet tog det bara 30 sekunder.
Testmodell för Y-axelns skiktförskjutning
Om du har problem med Y-axelförskjutning är det här ett bra test för skiktförskjutning att prova. Användaren utformade den här testmodellen för skiktförskjutning av Y-axeln för att hjälpa honom att identifiera sitt eget problem med skiftning av Y-axeln. Han fick positiva resultat tillsammans med många användare som har provat att skriva ut 3D-utskrifter med det här testet.
Den här modellen misslyckades 100 % av gångerna på grund av ett problem med skiktförskjutning som han hade, men han lade också till en andra testmodell för Y-axeln som hans vän bad om och som du också kan prova.