
Sommario
Gli spostamenti di layer nelle stampanti 3D possono essere molto fastidiosi, in quanto possono rovinare l'aspetto e la funzionalità dell'intera stampa. A volte questi spostamenti di layer si verificano costantemente alla stessa altezza. Questo articolo vi aiuterà a esaminare le cause e le soluzioni di questo problema.
Continuate a leggere per i dettagli su come fissare gli spostamenti dei livelli alla stessa altezza.
Cosa provoca gli spostamenti di strato nella stampa 3D (alla stessa altezza)
Gli spostamenti di layer nella stampa 3D alla stessa altezza possono essere causati da una serie di fattori, come pulegge dell'asse X o Y allentate, allentamento della cinghia, surriscaldamento, velocità di stampa eccessiva, vibrazioni, instabilità e molti altri. Alcuni utenti hanno riscontrato problemi con il file affettato o addirittura per la mancanza di lubrificazione della stampante 3D.
Come correggere & impedire che i livelli si spostino (alla stessa altezza)
Esistono molti metodi per evitare che i livelli si spostino alla stessa altezza, ma dipendono da ciò che causa il problema. È consigliabile eseguire alcune di queste correzioni per verificare se aiutano a risolvere il problema.
Sia che stiate imparando a correggere il layer shifting con un Ender 3 o con un'altra macchina, questo dovrebbe mettervi sulla strada giusta.
Consiglierei di eseguire prima alcune delle soluzioni più semplici e facili prima di passare ai metodi più avanzati.
- Serrare le cinghie e controllare le pulegge
- Stabilizzare la stampante 3D e ridurre le vibrazioni
- Provate a dividere nuovamente il file
- Riduzione della velocità di stampa o del jerk & impostazioni di accelerazione
- Modifica dell'impostazione dell'accostata
- Cambiare gli schemi di infill
- Lubrificare e oliare la stampante 3D
- Migliorare il raffreddamento dei motori passo-passo
- Abilitazione del salto Z durante il rientro
- Aumentare VREF al driver del motore passo-passo
1. Serrare le cinghie e controllare le pulegge
Un metodo per risolvere il problema dello spostamento dei layer alla stessa altezza è quello di stringere le cinghie e controllare le pulegge. Il motivo è che una cinghia allentata può ridurre la precisione dei movimenti della stampante 3D, causando spostamenti dei layer.
È necessario controllare la cinghia sull'asse X e Y per verificare se la tensione è sufficiente. Una cinghia troppo tesa può causare problemi come l'inceppamento o il salto dei denti durante i movimenti.
Guardate il video qui sotto per capire qual è la tensione corretta della cinghia della stampante 3D.
Un'altra cosa da controllare è che le pulegge siano al loro posto e funzionino correttamente. Le pulegge sono le parti metalliche rotonde attorno alle quali gira la cinghia, dotate di denti in cui la cinghia si inserisce.
Le pulegge non devono slittare e devono essere sufficientemente strette. Con il tempo possono allentarsi, quindi è bene controllarle periodicamente.
Dopo aver stretto le cinghie e controllato le pulegge, gli utenti hanno risolto il problema dello spostamento dei livelli alla stessa altezza.
2. Stabilizzare la stampante 3D e ridurre le vibrazioni
Un'altra possibile soluzione al problema dello spostamento dei layer alla stessa altezza in una stampante 3D è la stabilizzazione della stampante e la riduzione di qualsiasi tipo di vibrazione. In molti casi le vibrazioni possono causare lo spostamento dei layer alla stessa altezza, soprattutto su parti specifiche di un modello in cui la testina di stampa procede troppo velocemente.
È possibile stabilizzare la stampante 3D collocandola su una superficie solida e stabile, oltre a fissare dei piedini antivibrazione in gomma sul fondo della macchina.
Questi possono anche essere stampati in 3D o acquistati professionalmente.
Controllare che la stampante 3D non abbia parti allentate, in particolare nel telaio e nel gantry/carrelli. La presenza di parti o viti allentate sulla stampante 3D aumenta la presenza di vibrazioni che possono causare spostamenti di layer alla stessa altezza.
Un utente ha suggerito di appoggiare la stampante 3D su qualcosa di pesante, come un pezzo di legno spesso o una lastra di cemento, con un'imbottitura sotto la superficie pesante.
Molti trascurano che il colpevole è il loro letto di stampa, con le clip usurate. Se avete un letto di vetro, ad esempio, dovete fissarlo con le clip. Un utente ha scoperto che le clip usurate causavano spostamenti di livello, come mostrato nel video qui sotto.
Guarda anche: Come realizzare una stampa 3D in litofane - I metodi miglioriLa soluzione ha funzionato anche per molti altri utenti.
Un utente ha commentato che l'intero letto di vetro si è spostato dalla sua posizione originale a causa di un problema con le clip. Ha anche detto che questo è di gran lunga il rimedio più veloce per lo spostamento dello strato in circolazione.
Un modo interessante per verificare la presenza di vibrazioni è quello di mettere un bicchiere d'acqua sulla superficie o sul tavolo su cui si trova la stampante per vedere se l'acqua si muove. Piccoli movimenti del tavolo possono causare problemi di spostamento più avanti nella stampa.
3. Provare a tagliare nuovamente il file
La semplice rielaborazione di un file STL nel file G-Code può aiutare a risolvere il problema. Un hobbista della stampante 3D che ha avuto uno spostamento y casuale dopo aver controllato il motore passo-passo e le cinghie, ha rielaborato il file con cui stava stampando e tutto è stato stampato senza problemi.
Si può anche provare a ruotare il file di 90° e a tagliare di nuovo il file per vedere se fa differenza.
4. Ridurre la velocità di stampa o il jerk & Impostazioni di accelerazione
Quando si tratta di spostamenti di layer alla stessa altezza, anche la velocità di stampa può contribuire a questo fenomeno. Più alta è la velocità di stampa, più è probabile che si verifichino spostamenti. Si consiglia di evitare velocità di stampa eccessive. Le velocità di stampa predefinite dovrebbero funzionare abbastanza bene per voi a circa 50 mm/s.
Alcune stampanti 3D sono progettate per funzionare senza problemi a velocità di stampa più elevate, ma non tutte sono in grado di gestire queste velocità.
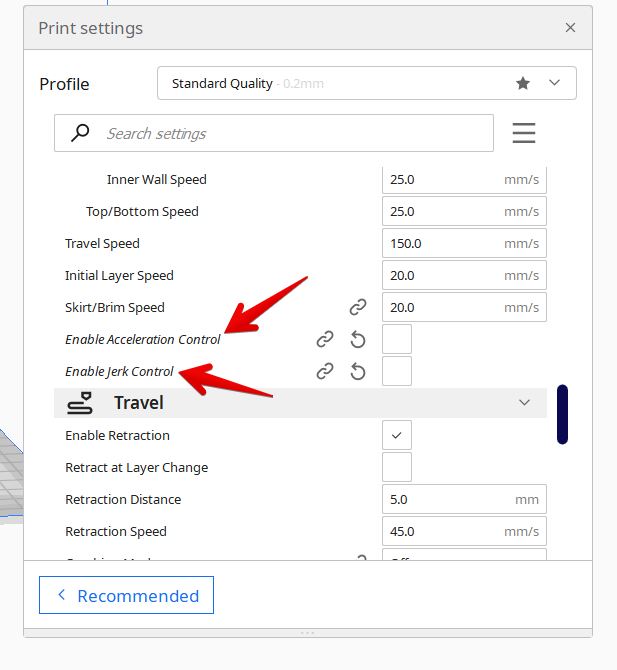
Controllerei anche le impostazioni di Jerk & Acceleration per verificare che non siano troppo alte e causino spostamenti di livello.
Un altro utente che ha modificato l'impostazione di Jerk da 20 mm/s a 15 mm/s ha riscontrato che il layer ha smesso di spostarsi. L'impostazione predefinita di Jerk in Cura è ora di 8 mm/s se si attiva il controllo Jerk, quindi ricontrollate questi valori.
A volte il firmware della stampante 3D ha una propria impostazione di Jerk che segue.
Un altro utente ha suggerito di disattivare il controllo dell'accelerazione e il controllo dell'inclinazione nell'affettatrice: anche lui aveva gli stessi problemi e dopo aver fatto questo, i suoi modelli sono venuti fuori molto bene.
5. Modifica dell'impostazione di avvolgimento
Un utente ha segnalato che una possibile soluzione a questo problema consiste nel modificare l'impostazione del coasting nello slicer. Se si verificano spostamenti di layer alla stessa altezza, provare a modificare l'impostazione del coasting, attivandola se è disattivata o disattivandola se è attivata.
In un caso, l'attivazione del coasting può aiutare a risolvere il problema, in quanto può rallentare maggiormente la stampante 3D prima della fine del movimento. D'altra parte, la disattivazione del coasting può far capire al firmware che deve rallentare prima per affrontare una curva.
6. Modificare gli schemi di infill
È possibile che il modello di intaso contribuisca al problema dello spostamento dei livelli alla stessa altezza, poiché alcuni modelli di intaso hanno angoli più netti. Se il livello si sposta sempre nello stesso punto, è probabile che in quel punto si verifichi un movimento improvviso ad alta velocità.
Si può provare a cambiare il modello di intaso per vedere se questo aiuta a risolvere il problema. Il modello Gyroid potrebbe essere un buon modello per verificare se è la causa del problema, dato che non ha angoli vivi ed è più un modello curvo.

7. Lubrificare e oliare la stampante 3D
Un'altra soluzione che ha funzionato per gli utenti che hanno riscontrato spostamenti di layer alla stessa altezza è la lubrificazione e l'oliatura delle parti della stampante 3D. Se l'attrito sulle parti mobili della stampante 3D è eccessivo, ciò può causare problemi, quindi è opportuno lubrificare queste parti.
Consiglio di utilizzare un olio sintetico Super Lube con PTFE, un lubrificante essenziale per la stampante 3D.

Ho scritto questo articolo intitolato Come lubrificare la stampante 3D come un professionista - I migliori lubrificanti da usare, in modo che possiate ottenere le informazioni principali su come farlo correttamente.
Il video qui sotto è molto utile per imparare a lubrificare la stampante 3D.
8. Migliorare il raffreddamento dei motori passo-passo
Un utente ha scoperto che il motivo per cui ciò accadeva era il surriscaldamento del driver del motore passo-passo a un certo punto della stampa, che può essere dovuto alla necessità di utilizzare molta corrente per la stampa 3D.
Per risolvere questo problema, è possibile migliorare il raffreddamento dei motori passo-passo aggiungendo dissipatori di calore o una ventola di raffreddamento che soffia aria direttamente sul motore.

Ho scritto un articolo intitolato 7 modi per risolvere il problema del motore dell'estrusore troppo caldo, che potete consultare per maggiori dettagli.
Questo video di Tech2C illustra l'importanza delle ventole di raffreddamento e come possono garantire stampe di qualità.
Un altro utente ha anche menzionato un problema di riscaldamento della scheda madre nel caso di un Ender 3 con una scheda madre 4.2.2. L'hanno aggiornata con una scheda madre 4.2.7 e hanno risolto il problema.
9. Abilitare il salto Z durante il rientro
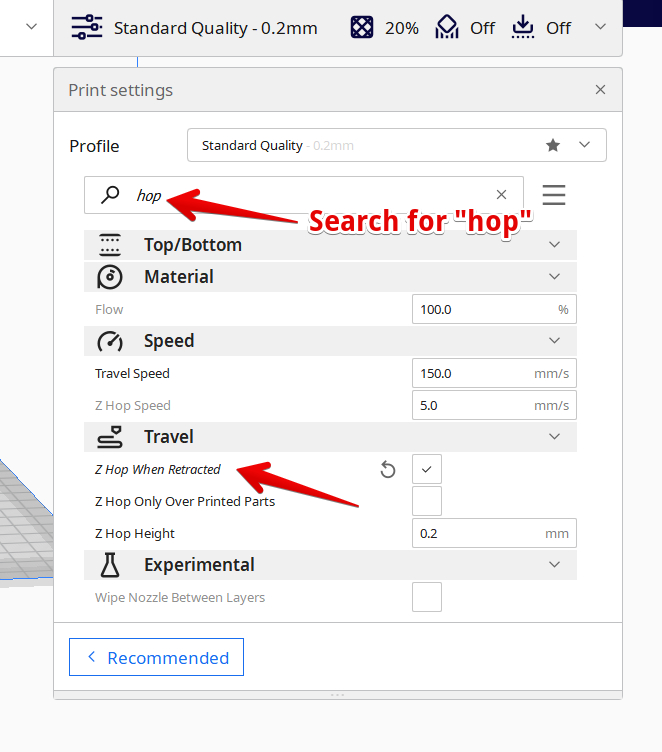
L'attivazione dell'impostazione Z Hop When Retracting in Cura è un altro metodo che ha funzionato per risolvere gli spostamenti di livello alla stessa altezza. Un utente che aveva un Ender 3 riscontrava spostamenti di livello a un'altezza di circa 16 mm su tutte le sue parti.
Hanno controllato la scorrevolezza della vite di comando, le ruote e gli estrusi di alluminio e tutto sembrava a posto. Hanno anche verificato la presenza di eventuali problemi di stabilizzazione, come oscillazioni o blocchi, ma tutto sembrava a posto.
Mentre osservava la stampa raggiungere quell'altezza specifica, l'ugello ha iniziato a colpire le stampe e i supporti.
Guarda anche: 9 modi per riparare le deformazioni delle stampe 3D in resina - Semplici soluzioniPer risolvere questo problema, ha finito per aggiungere un Hop Z di 0,2 mm per gli spostamenti. In pratica, questo solleva l'ugello di 0,2 mm ogni volta che l'ugello si ritrae per spostarsi da un punto all'altro. Questo aggiunge tempo alla stampa 3D complessiva, ma è utile per evitare che l'ugello colpisca le stampe.
Di seguito è riportato l'aspetto dei loro turni di livello.Visualizza il post su imgur.com
10. Aumentare VREF al driver del motore passo-passo
Si tratta di una soluzione un po' meno comune, ma che ha comunque funzionato per gli utenti: aumentare la VREF o la corrente dei motori passo-passo. La corrente è fondamentalmente la potenza o la coppia che i motori passo-passo possono generare per eseguire i movimenti sulla stampante 3D.
Se la corrente è troppo bassa, i movimenti possono saltare un "passo" e causare uno spostamento del livello nel modello.
È possibile aumentare la VREF dei motori passo-passo a seconda che siano bassi o meno. Guardate il video qui sotto per imparare a farlo, ma tenete presente la sicurezza perché questi componenti elettronici possono essere pericolosi se non sapete cosa state facendo.
Test sullo spostamento dei livelli delle migliori stampanti 3D
Non ci sono molti test sul cambio di livello, ma ne ho trovati alcuni che hanno funzionato per alcuni utenti.
Test di tortura dello spostamento di livello
Un utente che ha cercato test di tortura dell'altezza dei livelli non è riuscito a trovarne uno, quindi ne ha creato uno lui stesso. Il test di tortura dello spostamento dei livelli funziona bene per diagnosticare rapidamente eventuali problemi di spostamento dei livelli.
Ha provato a trovare i punti in cui una stampa normale non è riuscita, il che ha richiesto alcune ore, ma con il test di tortura sono bastati 30 secondi.
Modello di test dello spostamento di livello dell'asse Y
Se avete un problema specifico di spostamento dell'asse Y, questo è un ottimo test di spostamento del layer da provare. L'utente ha progettato questo modello di test di spostamento del layer dell'asse Y per aiutare a identificare il proprio problema di spostamento dell'asse Y. Ha ottenuto risultati positivi insieme a molti utenti che hanno provato a stampare in 3D questo test.
Questo modello ha fallito il 100% delle volte per un problema di spostamento del layer, ma ha anche aggiunto un secondo modello di test dell'asse Y, richiesto da un amico, che potete provare anche voi.