
Daftar Isi
Pergeseran lapisan pada printer 3D bisa sangat merepotkan, karena kemungkinan besar akan merusak tampilan dan fungsionalitas seluruh cetakan Anda. Kadang-kadang, pergeseran lapisan ini secara konsisten terjadi pada ketinggian yang sama. Artikel ini akan membantu mencermati penyebabnya, dan kemudian memperbaiki masalah ini.
Teruslah membaca untuk mengetahui detail di balik memperbaiki pergeseran layer Anda pada ketinggian yang sama.
Apa yang Menyebabkan Pergeseran Lapisan dalam Pencetakan 3D (Pada Ketinggian yang Sama)
Pergeseran lapisan dalam pencetakan 3D pada ketinggian yang sama dapat disebabkan oleh sejumlah faktor, seperti katrol sumbu X atau Y yang longgar, sabuk kendur, panas berlebih, kecepatan pencetakan yang berlebihan, getaran, ketidakstabilan, dan masih banyak lagi. Sebagian pengguna menemukan masalah dengan file yang diiris atau bahkan karena kurangnya pelumasan pada printer 3D mereka.
Cara Memperbaiki & Menghentikan Pergeseran Lapisan (Pada Ketinggian yang Sama)
Ada banyak metode untuk menghentikan pergeseran lapisan pada ketinggian yang sama, tetapi metode-metode tersebut bergantung pada apa yang menyebabkan masalah pada awalnya. Anda sebaiknya menjalankan beberapa perbaikan ini sehingga Anda dapat melihat apakah hal ini dapat membantu menyelesaikan masalah Anda.
Apakah Anda sedang mempelajari cara memperbaiki pergeseran lapisan dengan Ender 3 atau mesin lain, ini akan mengarahkan Anda ke jalan yang benar.
Saya sarankan untuk melakukan beberapa perbaikan yang lebih mudah dan sederhana terlebih dahulu sebelum beralih ke metode yang lebih canggih.
- Kencangkan Sabuk dan Periksa Katrol
- Menstabilkan Printer 3D dan Menurunkan Getaran
- Coba Mengiris Ulang File Anda
- Kurangi Kecepatan Pencetakan atau Pengaturan Jerk & Akselerasi Anda
- Mengubah Pengaturan Meluncur
- Ubah Pola Isi
- Pelumas & Oli Printer 3D Anda
- Tingkatkan Pendinginan untuk Motor Stepper
- Aktifkan Z Hop Saat Menarik Kembali
- Meningkatkan VREF ke Driver Motor Stepper
1. Kencangkan Sabuk dan Periksa Katrol
Salah satu metode untuk memperbaiki pergeseran lapisan Anda pada ketinggian yang sama adalah dengan mengencangkan sabuk Anda dan memeriksa katrol Anda. Alasannya adalah karena sabuk yang longgar dapat mengurangi keakuratan gerakan printer 3D Anda, yang menyebabkan pergeseran lapisan.
Anda sebaiknya memeriksa sabuk pada sumbu X dan Y untuk mengetahui, apakah sabuk tersebut memiliki ketegangan yang baik. Sabuk yang terlalu kencang, juga bisa menyebabkan masalah, seperti gigi yang mengikat atau tidak saat melakukan gerakan.
Lihat video di bawah ini untuk mempelajari ketegangan sabuk printer 3D yang benar.
Hal lain yang perlu diperiksa adalah apakah katrol Anda sudah terpasang dan berfungsi dengan baik. Katrol adalah bagian logam bundar yang melingkari sabuk Anda, yang memiliki gigi yang sesuai dengan sabuk.
Katrol Anda tidak boleh tergelincir dan harus cukup kencang. Katrol ini dapat melonggar seiring berjalannya waktu, jadi sebaiknya Anda memeriksanya secara berkala.
Setelah mengencangkan sabuk dan memeriksa katrol, para pengguna telah mengatasi masalah pergeseran lapisan pada ketinggian yang sama.
2. Menstabilkan Printer 3D dan Menurunkan Getaran
Perbaikan potensial lainnya untuk pergeseran lapisan pada ketinggian yang sama dalam printer 3D yaitu, menstabilkan printer dan mengurangi getaran apa pun. Getaran dalam banyak kasus dapat menyebabkan lapisan bergeser pada ketinggian yang sama, khususnya pada bagian tertentu dari model yang print head-nya bergerak terlalu cepat.
Anda bisa menstabilkan printer 3D dengan meletakkannya di atas permukaan yang kokoh dan stabil, serta memasang kaki karet anti-getaran pada bagian bawah mesin.
Ini bahkan dapat dicetak 3D atau dibeli secara profesional.
Periksa sekeliling printer 3D Anda apakah ada bagian yang longgar, terutama pada rangka dan gantry/pengangkut. Bila ada bagian atau sekrup yang longgar pada printer 3D Anda, hal ini akan meningkatkan getaran yang dapat menyebabkan pergeseran lapisan pada ketinggian yang sama.
Seorang pengguna menyarankan, bahwa Anda bahkan bisa meletakkan printer 3D Anda pada sesuatu yang berat, seperti sepotong kayu tebal atau lempengan beton dengan bantalan di bawah permukaan yang berat.
Banyak orang mengabaikan alas cetak mereka yang sebenarnya menjadi penyebabnya, karena memiliki klip yang sudah usang pada alas cetak mereka. Jika Anda memiliki alas cetak dari kaca, misalnya, Anda harus menjepitkannya pada tempatnya. Seorang pengguna menemukan bahwa klip mereka yang sudah usang, menyebabkan pergeseran lapisan, seperti yang diperlihatkan dalam video di bawah ini.
Perbaikan ini juga berhasil untuk banyak pengguna lainnya.
Seorang pengguna berkomentar bahwa seluruh alas kaca miliknya bergeser dari posisi semula karena masalah klip, dan ia juga menyebutkan bahwa ini adalah perbaikan pergeseran lapisan tercepat yang pernah ada.
Cara menarik yang dikatakan seseorang untuk memeriksa getaran adalah meletakkan segelas air pada permukaan atau meja tempat printer Anda berada untuk melihat, apakah airnya bergerak. Pergerakan kecil pada meja bisa menyebabkan masalah pergeseran lebih jauh pada cetakan Anda.
3. Coba Mengiris Ulang File Anda
Cukup dengan mengiris ulang file STL ke dalam file G-Code dapat membantu memperbaiki masalah ini. Seorang penghobi printer 3D yang mengalami pergeseran y secara acak setelah memeriksa motor stepper dan sabuknya, kemudian mengiris ulang file yang sedang mereka cetak, dan semuanya tercetak dengan baik.
Anda juga bisa mencoba memutar file sebesar 90° dan mengiris file lagi untuk melihat, apakah hal itu membuat perbedaan.
Lihat juga: 6 Cara Termudah untuk Menghapus Cetakan 3D dari Print Bed - PLA & Lainnya4. Kurangi Kecepatan Pencetakan atau Pengaturan Jerk & Akselerasi Anda
Apabila menyangkut pergeseran lapisan pada ketinggian yang sama, kecepatan cetak Anda juga dapat berkontribusi terhadap hal ini. Semakin tinggi kecepatan cetak Anda, semakin besar kemungkinannya untuk mulai bergeser. Anda sebaiknya menghindari kecepatan cetak yang berlebihan. Kecepatan cetak default seharusnya cukup baik untuk Anda, yaitu sekitar 50 mm/dtk.
Sebagian printer 3D didesain untuk bergerak pada kecepatan cetak yang lebih cepat tanpa masalah, tetapi tidak semuanya dapat menangani kecepatan ini.
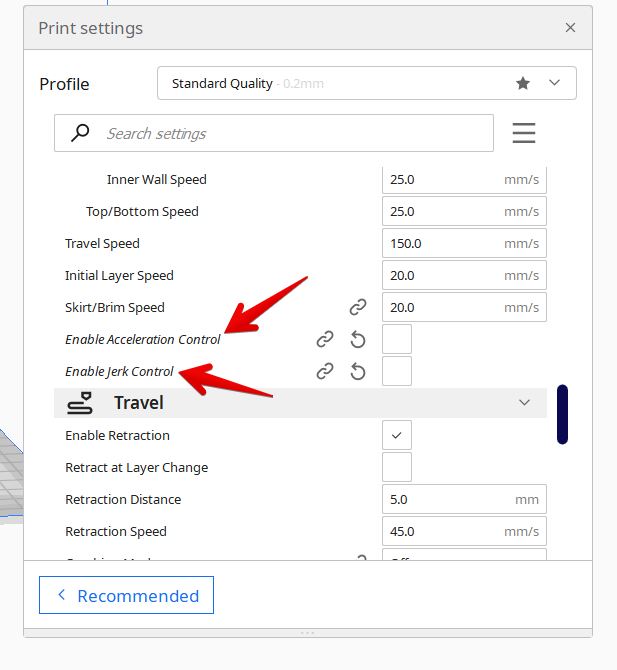
Saya juga akan memeriksa pengaturan Jerk & Acceleration Anda untuk memastikan pengaturan ini tidak terlalu tinggi dan menyebabkan pergeseran lapisan.
Pengguna lain yang mengubah pengaturan Jerk mereka dari 20mm/s ke 15mm/s mendapati bahwa layer mereka berhenti bergeser setelah ini. Pengaturan Jerk default di Cura sekarang menjadi 8mm/s jika Anda mengaktifkan Jerk Control, jadi, periksa kembali nilai ini.
Kadang-kadang, firmware printer 3D Anda akan memiliki pengaturan Jerk-nya sendiri yang diikuti olehnya.
Pengguna lain juga menyarankan untuk mematikan Acceleration Control & Jerk Control pada alat pengiris Anda. Mereka memiliki masalah yang sama dan setelah melakukan ini, model mereka menghasilkan gambar yang sangat bagus.
5. Mengubah Pengaturan Meluncur
Seorang pengguna menyebutkan bahwa perbaikan potensial untuk masalah ini adalah dengan mengubah pengaturan coasting di slicer mereka. Jika Anda mengalami pergeseran lapisan pada ketinggian yang sama, cobalah mengubah pengaturan coasting Anda, dengan mengaktifkannya jika dinonaktifkan, atau menonaktifkannya jika diaktifkan.
Dalam satu contoh, mengaktifkan coasting dapat membantu memperbaiki masalah, karena dapat memperlambat printer 3D Anda lebih banyak sebelum akhir gerakan. Di sisi lain, mematikan coasting dapat memberi tahu firmware Anda bahwa printer Anda harus melambat lebih cepat untuk menikung.
6. Ubah Pola Isi
Ada kemungkinan bahwa pola infill Anda berkontribusi pada masalah pergeseran lapisan pada ketinggian yang sama, karena beberapa pola infill memiliki sudut yang lebih tajam. Apabila lapisan Anda selalu bergeser pada titik yang sama, kemungkinan besar terjadi pergerakan mendadak dengan kecepatan tinggi di titik tersebut.
Anda dapat mencoba mengubah pola infill Anda untuk melihat apakah hal tersebut dapat membantu mengatasi masalah ini. Pola Gyroid dapat menjadi pola yang baik untuk menguji apakah hal ini yang menyebabkan masalah karena pola ini tidak memiliki sudut yang tajam dan lebih merupakan pola yang melengkung.

7. Pelumas & Oli Printer 3D Anda
Perbaikan lain yang telah berhasil untuk pengguna yang mengalami pergeseran lapisan pada ketinggian yang sama adalah melumasi dan melumasi komponen printer 3D mereka. Jika ada terlalu banyak gesekan pada bagian yang bergerak pada printer 3D Anda, hal itu bisa menyebabkan masalah, jadi Anda sebaiknya melumasi bagian-bagian ini.
Saya akan merekomendasikan menggunakan sesuatu seperti Super Lube Synthetic Oil dengan PTFE, pelumas pokok untuk printer 3D Anda.

Saya menulis artikel ini berjudul Cara Melumasi Printer 3D Anda Seperti Seorang Profesional - Pelumas Terbaik untuk Digunakan sehingga Anda bisa mendapatkan informasi penting tentang cara melakukannya dengan benar.
Video di bawah ini sangat berguna untuk mempelajari cara melumasi printer 3D Anda.
8. Tingkatkan Pendinginan untuk Motor Stepper
Seorang pengguna menemukan bahwa alasan hal ini terjadi, karena driver motor stepper mereka terlalu panas pada titik tertentu dalam cetakan mereka. Hal ini bisa disebabkan oleh banyaknya arus yang perlu digunakan untuk mencetak 3D.
Untuk mengatasinya, Anda dapat menerapkan pendinginan yang lebih baik untuk motor stepper Anda dengan menambahkan heatsink atau kipas pendingin yang menghembuskan udara secara langsung ke motor.

Saya menulis artikel berjudul 7 Cara Memperbaiki Motor Extruder yang Terlalu Panas yang dapat Anda baca untuk lebih jelasnya.
Video dari Tech2C ini membahas tentang betapa pentingnya kipas pendingin dan bagaimana kipas pendingin dapat menghasilkan cetakan yang berkualitas.
Pengguna lain bahkan menyebutkan masalah dengan motherboard yang memanas pada kasus Ender 3 dengan motherboard 4.2.2. Mereka mengupgradenya ke motherboard 4.2.7 dan masalahnya teratasi.
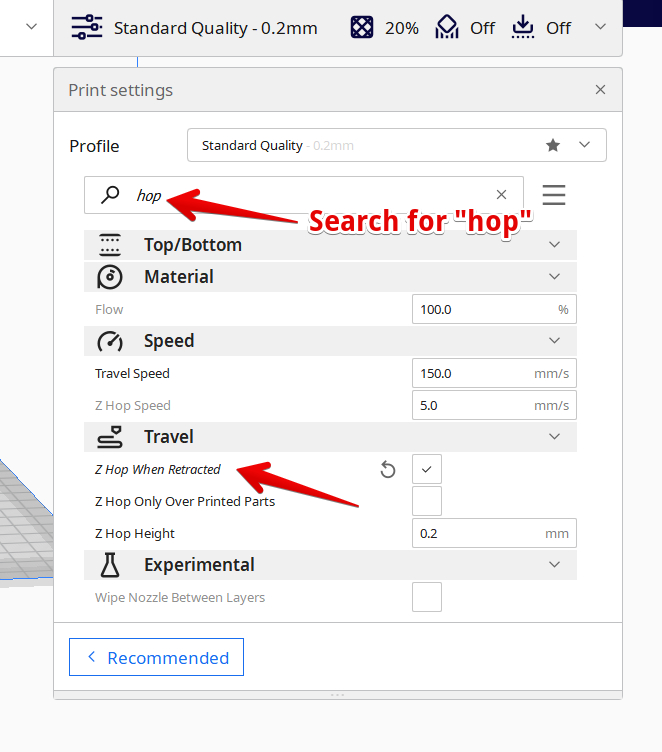
9. Aktifkan Z Hop Saat Menarik Kembali
Mengaktifkan pengaturan Z Hop When Retracting di Cura adalah metode lain yang berhasil memperbaiki pergeseran lapisan pada ketinggian yang sama. Seorang pengguna yang memiliki Ender 3 mengalami pergeseran lapisan pada ketinggian sekitar 16mm pada semua bagiannya.
Mereka memeriksa apakah leadscrew mereka mulus, memeriksa roda dan ekstrusi aluminium mereka dan semuanya tampak baik-baik saja. Dia juga memeriksa masalah stabilisasi seperti goyangan atau penyumbatan, tetapi semuanya tampak bagus.
Saat ia menyaksikan cetakan mencapai ketinggian tertentu, nosel mulai mengenai cetakan dan penyangga.
Untuk mengatasinya, ia akhirnya menambahkan Z Hop sebesar 0,2 mm untuk gerakan perjalanan. Hal ini pada dasarnya mengangkat nozzle Anda sebesar 0,2 mm setiap kali nozzle Anda ditarik kembali untuk berpindah dari satu tempat ke tempat lain. Hal ini memang menambah waktu pada keseluruhan cetakan 3D, tetapi berguna untuk menghindari nozzle Anda mengenai cetakan Anda.
Lihat juga: Cara Mengecat PLA, ABS, PETG, Nilon - Cat Terbaik untuk Digunakan Di bawah ini adalah tampilan pergeseran lapisan mereka.Lihat posting di imgur.com
10. Tingkatkan VREF ke Driver Motor Stepper
Ini adalah perbaikan yang sedikit kurang umum tetapi tetap saja, sesuatu yang telah berhasil bagi para pengguna, dan itu adalah meningkatkan VREF atau arus ke motor stepper Anda. Arus pada dasarnya adalah daya atau torsi yang dapat dihasilkan oleh motor stepper Anda untuk membuat gerakan pada printer 3D.
Jika arus Anda terlalu rendah, gerakan dapat melewatkan "langkah" dan menyebabkan pergeseran lapisan pada model Anda.
Anda dapat meningkatkan VREF pada motor stepper Anda tergantung pada apakah motor tersebut rendah atau tidak. Lihat video di bawah ini untuk mempelajari cara melakukannya, meskipun tetap perhatikan keselamatan karena elektronik ini dapat berbahaya jika Anda tidak tahu apa yang Anda lakukan.
Tes Pergeseran Lapisan Printer 3D Terbaik
Tidak terlalu banyak tes pergeseran lapisan di luar sana, tetapi saya menemukan beberapa yang berhasil untuk beberapa pengguna.
Uji Penyiksaan Pergeseran Lapisan
Seorang pengguna yang mencoba mencari tes penyiksaan ketinggian lapisan tidak dapat menemukannya, jadi dia membuatnya sendiri. Tes Penyiksaan Pergeseran Lapisan bekerja dengan baik untuk mendiagnosis masalah pergeseran lapisan dengan cepat.
Dia mencoba menemukan di mana letak kegagalan cetakan normal, yang memakan waktu beberapa jam, tetapi dengan tes penyiksaan, hanya membutuhkan waktu 30 detik.
Model Uji Pergeseran Lapisan Sumbu Y
Jika Anda mengalami masalah pergeseran sumbu Y secara khusus, ini adalah tes pergeseran lapisan yang bagus untuk dicoba. Pengguna mendesain Model Tes Pergeseran Lapisan Sumbu Y ini untuk membantu mengidentifikasi masalah pergeseran sumbu Y miliknya. Dia mendapatkan hasil positif bersama dengan banyak pengguna yang sudah mencoba pencetakan 3D dengan tes ini.
Model ini gagal 100% untuk masalah pergeseran lapisan yang dia alami, tetapi dia juga menambahkan model uji sumbu Y kedua yang diminta oleh temannya agar Anda juga dapat mencobanya.