
Tartalomjegyzék
A rétegeltolódások a 3D nyomtatókban nagyon zavaróak lehetnek, mivel valószínűleg tönkreteszik az egész nyomtatás megjelenését és funkcionalitását. Néha ezek a rétegeltolódások következetesen ugyanabban a magasságban fordulhatnak elő. Ez a cikk segít megvizsgálni ennek a problémának az okait, majd a megoldásokat.
Olvassa tovább a részleteket a rétegeltolódások azonos magasságban történő rögzítése mögött.
Mi okozza a rétegeltolódásokat a 3D nyomtatásban (azonos magasságban)
A rétegeltolódásokat az azonos magasságú 3D nyomtatásban számos tényező okozhatja, például laza X- vagy Y-tengelyű csigák, szíjlazítás, túlmelegedés, túlzott nyomtatási sebesség, rezgés, instabilitás és még sok más. Néhány felhasználó a tényleges szeletelt fájlban vagy akár a 3D nyomtatójuk kenésének hiányából eredő problémákat talált.
Hogyan javítsuk & Állítsuk meg a rétegek elmozdulását (azonos magasságban)
Számos módszer létezik a rétegek azonos magasságú eltolódásának megállítására, de ezek attól függenek, hogy mi okozza a problémát. Érdemes lefuttatni néhányat ezek közül a javítások közül, hogy lássa, segít-e megoldani a problémát.
Akár egy Ender 3-mal, akár egy másik géppel tanulja a rétegeltolódás javítását, ez a könyv a helyes útra tereli.
Azt javaslom, hogy először a könnyebb és egyszerűbb javításokat végezzük el, mielőtt a fejlettebb módszerekre lépnénk.
Lásd még: Jyers telepítése az Ender 3 (Pro, V2, S1) rendszerre- Húzza meg a szíjakat és ellenőrizze a szíjtárcsákat
- Stabilizálja a 3D nyomtatót és csökkentse a rezgéseket
- Próbálja meg újra felszeletelni a fájlt
- Csökkentse a nyomtatási sebességet vagy a rángatózást & Gyorsítási beállítások
- Változtatás a partra állításhoz
- Változás a feltöltési mintákban
- Kenje és olajozza a 3D nyomtatót
- A léptetőmotorok hűtésének javítása
- Z-ugrás engedélyezése behúzáskor
- Növelje a VREF-et a léptetőmotor-meghajtóhoz
1. Húzza meg a szíjakat és ellenőrizze a szíjtárcsákat
A rétegek azonos magasságban történő elmozdulásának rögzítésére az egyik módszer a szíjak meghúzása és a szíjtárcsák ellenőrzése. Ennek oka, hogy a laza szíj csökkentheti a 3D nyomtató mozgásának pontosságát, ami rétegeltolódásokhoz vezethet.
Meg kell néznie a szíjat az X & amp; Y tengelyen, hogy lássa, hogy megfelelő mennyiségű feszültséggel rendelkeznek-e. A túl szoros szíj olyan problémákat is okozhat, mint a kötés vagy a fogak kihagyása a mozgások során.
Az alábbi videón megtudhatja, hogy mi a helyes 3D nyomtató szíjfeszítés.
Egy másik dolog, amit ellenőrizni kell, hogy a szíjtárcsák a helyükön vannak-e és megfelelően működnek-e. A szíjtárcsák azok a kerek fém alkatrészek, amelyek körül a szíj fut, és amelyeken fogak vannak, amelyekbe a szíj illeszkedik.
A szíjtárcsáknak nem szabad csúszniuk, és elég szorosnak kell lenniük. Ezek idővel meglazulhatnak, ezért érdemes rendszeresen ellenőrizni őket.
A szíjak meghúzása és a szíjtárcsák ellenőrzése után a felhasználók megoldották a rétegek azonos magasságban történő elmozdulásának problémáját.
2. Stabilizálja a 3D nyomtatót és csökkentse a rezgéseket
Egy másik lehetséges megoldás a rétegek azonos magasságban történő elmozdulására a 3D nyomtatóban a nyomtató stabilizálása és a rezgések csökkentése. A rezgések sok esetben okozhatják a rétegek azonos magasságban történő elmozdulását, különösen a modell bizonyos részein, ahol a nyomtatófej túl gyorsan halad.
A 3D nyomtatót stabilizálhatja, ha szilárd és stabil felületre helyezi, valamint gumiból készült rezgéscsillapító lábakat rögzít a gép aljára.
Ezek akár 3D nyomtatással vagy professzionális vásárlással is készülhetnek.
Ellenőrizze 3D nyomtatója körül, hogy nincsenek-e laza alkatrészek, különösen a keretben és a portálon/járgányokon. Ha a 3D nyomtatón laza alkatrészek vagy csavarok vannak, az növeli a rezgések jelenlétét, ami azonos magasságban rétegeltolódásokhoz vezethet.
Az egyik felhasználó azt javasolta, hogy a 3D nyomtatót akár valami nehéz tárgyra, például egy vastag fadarabra vagy egy betonlapra is helyezheti, a nehéz felület alatt némi párnázással.
Sokan figyelmen kívül hagyják, hogy a tényleges nyomtatóágyuk a bűnös, mivel az ágyukon lévő klipszek elhasználódtak. Ha például üvegágya van, akkor azt a helyére kell klipszelni. Egy felhasználó úgy találta, hogy az elhasználódott klipszek rétegeltolódásokat okoztak, ahogy az az alábbi videón látható.
A javítás sok más felhasználó esetében is működött.
Egy felhasználó megjegyezte, hogy az egész üvegágya eltolódott az eredeti helyzetéből egy klipszprobléma miatt. Azt is megemlítette, hogy ez messze a leggyorsabb rétegeltolódás-javítás.
Egy érdekes módszer, amit valaki mondott a rezgések ellenőrzésére, hogy tegyen egy pohár vizet arra a felületre vagy asztalra, amelyen a nyomtatója ül, és nézze meg, hogy a víz mozog-e. Az asztal apró mozgásai a nyomtatásban további elmozdulási problémákat okozhatnak.
3. Próbálja meg újra felszeletelni a fájlt
Egyszerűen egy STL fájl újra szeletelése a G-kód fájlba segíthet megoldani ezt a problémát. Egy 3D nyomtató hobbistának, akinek véletlenszerű y elmozdulása volt, miután ellenőrizte a léptetőmotorját és a szíjakat. Ezután újra szeletelték a fájlt, amellyel nyomtattak, és minden rendben nyomtatott.
Megpróbálhatja elforgatni a fájlt 90°-kal, majd újra felszeletelni, hátha ez változtat valamit.
4. Csökkentse a nyomtatási sebességet vagy a rángatózást & Gyorsítási beállítások
Az azonos magasságú rétegeltolódások esetében a nyomtatási sebesség is hozzájárulhat ehhez. Minél nagyobb a nyomtatási sebesség, annál valószínűbb, hogy elkezd elmozdulni. Kerülje a túlzott nyomtatási sebességeket. Az alapértelmezett nyomtatási sebességek 50 mm/s körül elég jól működnek.
Egyes 3D nyomtatókat úgy terveztek, hogy nagyobb nyomtatási sebességgel is problémamentesen tudjanak haladni, de nem mindegyik képes kezelni ezeket a sebességeket.
Azt is ellenőrizze a Jerk & Gyorsítási beállításokat, hogy megbizonyosodjon arról, hogy ezek nem túl magasak és nem okoznak rétegeltolódást.
Egy másik felhasználó, aki 20mm/s-ról 15mm/s-ra változtatta a Jerk beállítását, azt tapasztalta, hogy a rétegük ezután már nem mozdult el. A Cura alapértelmezett Jerk beállítása most 8mm/s, ha engedélyezi a Jerk Controlt, ezért kétszer ellenőrizze ezeket az értékeket.
Néha a 3D nyomtató firmware-jének saját Jerk beállítása van, amelyet követ.
Egy másik felhasználó azt is javasolta, hogy kapcsolja ki az Acceleration Control & Jerk Control-t a szeletelőben. Nekik ugyanezek a problémák voltak, és miután ezt megtették, a modelljeik nagyon szépen kijöttek.
Lásd még: Hogyan használjuk a Cura Fuzzy Skin beállításait 3D nyomtatáshoz?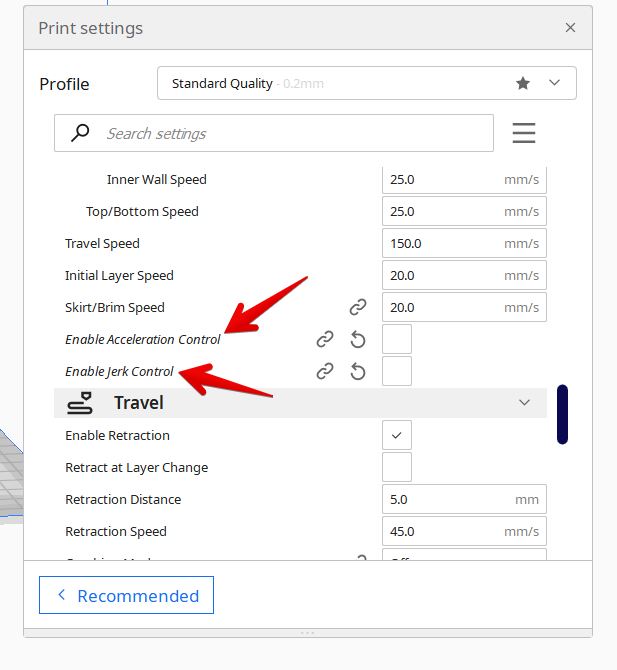
5. A partmenti beállítás megváltoztatása
Egy felhasználó említette, hogy a probléma lehetséges megoldása az, hogy megváltoztatja a szeletelő beállítását. Ha azonos magasságban tapasztal rétegeltolódásokat, próbálja meg megváltoztatni a szeletelő beállítását, engedélyezve, ha ki van kapcsolva, vagy letiltva, ha be van kapcsolva.
Az egyik esetben a gördülési sebesség engedélyezése segíthet a probléma megoldásában, mivel a 3D nyomtatót jobban le tudja lassítani a lépés vége előtt. Másrészt a gördülési sebesség kikapcsolása tudatja a firmware-rel, hogy egy kanyarhoz hamarabb le kell lassítania.
6. A kitöltési minták megváltoztatása
Lehetséges, hogy a kitöltési minta hozzájárul a rétegek azonos magasságban történő elmozdulásának problémájához, mivel egyes kitöltési mintáknak élesebb sarkai vannak. Ha a réteg mindig ugyanazon a ponton mozog, akkor valószínű, hogy egy hirtelen, nagy sebességű mozgás történik azon a ponton.
Megpróbálhatja megváltoztatni a kitöltési mintát, hátha ez segít megoldani ezt a problémát. A Gyroid minta jó lehet arra, hogy tesztelje, hogy ez okozza-e a problémát, mivel nincsenek éles sarkai, és inkább egy ívelt minta.

7. Kenje és olajozza a 3D nyomtatót
Egy másik megoldás, amely bevált azoknak a felhasználóknak, akik azonos magasságban tapasztalnak rétegeltolódást, az, hogy kenje és olajozza a 3D nyomtató alkatrészeit. Ha túl nagy a súrlódás a 3D nyomtató mozgó alkatrészein, az problémákat okozhat, ezért érdemes ezeket az alkatrészeket megolajozni.
Javasolnám, hogy használjon valami olyasmit, mint a Super Lube Synthetic Oil with PTFE, ami a 3D nyomtató alapkenőanyaga.

Ezt a cikket írtam: Hogyan kenjük a 3D nyomtatót, mint egy profi - A legjobb kenőanyagok, hogy megkapja a legfontosabb információkat arról, hogyan kell ezt megfelelően elvégezni.
Az alábbi videó nagyon hasznos ahhoz, hogy megtanulja, hogyan kenje meg a 3D nyomtatóját.
8. A léptetőmotorok hűtésének javítása
Az egyik felhasználó úgy találta, hogy ennek oka az volt, hogy a léptetőmotor-meghajtó túlmelegedett a nyomtatás egy bizonyos pontján. Ez annak tudható be, hogy a 3D nyomtatáshoz nagy áramot kell használni.
Ennek orvoslására a léptetőmotorok jobb hűtése hűtőbordák vagy közvetlenül a motorra fúvó hűtőventilátor hozzáadásával valósítható meg.

Írtam egy cikket, amelynek címe 7 Ways How to Fix Extruder Motor Getting Too Hot, amelyet további részletekért megnézhet.
A Tech2C videója bemutatja, hogy mennyire fontosak a hűtőventilátorok, és hogyan lehet velük minőségi nyomatokat készíteni.
Egy másik felhasználó még egy 4.2.2-es alaplappal rendelkező Ender 3 esetében is említette az alaplap felmelegedésével kapcsolatos problémát. 4.2.7-es alaplapra frissítették, és ez megoldotta a problémát.
9. Z-ugrás engedélyezése behúzáskor
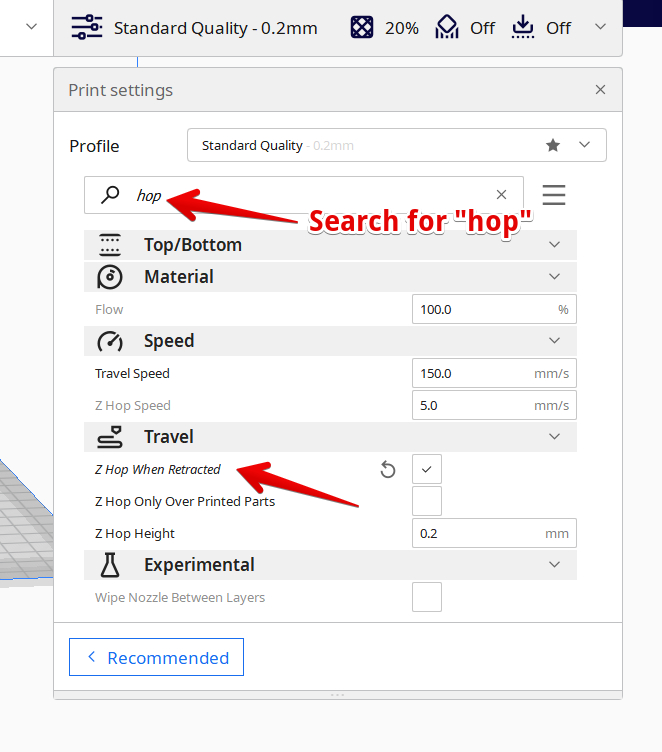
A Z Hop When Retracting beállítás engedélyezése a Curában egy másik módszer, ami bevált az azonos magasságú rétegeltolódások kijavítására. Egy Ender 3 felhasználónak 16 mm körüli magasságban történt rétegeltolódás az összes alkatrészén.
Ellenőrizték, hogy a vezérlőcsavarjuk sima-e, ellenőrizték a kerekeket és az alumínium extrudálásokat, és mindezek rendben voltak. Ellenőrizte a stabilizációs problémákat is, például a billegést vagy az elakadást, de minden jónak tűnt.
Ahogy figyelte, ahogy a nyomtatás eléri azt a bizonyos magasságot, a fúvóka elkezdett ütközni a nyomatokkal és a támasztékokkal.
Hogy ezt kijavítsa, végül egy 0,2 mm-es Z Hop-ot adott hozzá az utazási mozgásokhoz. Ez alapvetően 0,2 mm-rel emeli meg a fúvókát minden alkalommal, amikor a fúvóka visszahúzódik, hogy egyik helyről a másikra mozogjon. Ez növeli a teljes 3D nyomtatás idejét, de hasznos, hogy elkerülje, hogy a fúvóka ütközzön a nyomatokkal.
Az alábbiakban a rétegeltolódásuk hogyan nézett ki.Hozzászólás megtekintése imgur.com
10. Növelje a VREF-et a léptetőmotor-meghajtóhoz.
Ez egy kissé kevésbé gyakori javítás, de még mindig olyasmi, ami a felhasználók számára működött, és ez a VREF vagy a léptetőmotorok áramának növelése. Az áram alapvetően az a teljesítmény vagy nyomaték, amelyet a léptetőmotorok képesek létrehozni a 3D nyomtató mozgatásához.
Ha az áram túl alacsony, a mozgások kihagyhatnak egy "lépést", és rétegeltolódást okozhatnak a modellben.
A léptetőmotorok VREF-jét növelheti attól függően, hogy alacsonyak-e. Nézze meg az alábbi videót, hogy megtudja, hogyan kell ezt megtenni, bár tartsa szem előtt a biztonságot, mert ezek az elektronikák veszélyesek lehetnek, ha nem tudja, mit csinál.
A legjobb 3D nyomtató rétegeltolódási tesztek
Nincs túl sok rétegeltolódási teszt, de találtam néhányat, ami néhány felhasználónak bevált.
Rétegeltolásos kínzási teszt
Egy felhasználó, aki rétegmagasság-kínzási teszteket keresett, nem talált ilyet, ezért saját maga készített egyet. A rétegeltolódás-kínzási teszt jól működik a rétegeltolódási problémák gyors diagnosztizálására.
Megpróbálta megtalálni, hogy hol hibázott a normál nyomtatás, ami néhány órát vett igénybe, de a kínzási teszttel csak 30 másodpercig tartott.
Y-tengelyű rétegeltolódás vizsgálati modell
Ha kifejezetten Y-tengely eltolódási problémád van, akkor ezt a remek rétegeltolódási tesztet kipróbálhatod. A felhasználó azért tervezte ezt az Y-tengely rétegeltolódási tesztmodellt, hogy segítsen azonosítani a saját Y-tengely eltolódási problémáját. Pozitív eredményeket kapott sok felhasználóval együtt, akik kipróbálták ezt a tesztet 3D nyomtatással.
Ez a modell 100%-ban megbukott egy rétegeltolódási probléma miatt, de egy második Y tengelyes tesztmodellt is hozzáadott, amelyet a barátja kért, és amelyet szintén kipróbálhatsz.