
Daptar eusi
Pergeseran lapisan dina printer 3D tiasa pisan nyusahkeun sabab kamungkinan ngaruksak tampilan sareng fungsionalitas sadaya citak anjeun. Kadang-kadang shifts lapisan ieu konsistén bisa lumangsung dina jangkungna sarua. Tulisan ieu bakal ngabantosan ningali panyababna teras ngalereskeun masalah ieu.
Teruskeun maca pikeun detil di balik ngalereskeun pergeseran lapisan anjeun dina jangkungna anu sami.
Naon anu nyababkeun Pergeseran Lapisan dina Percetakan 3D (Dina Jangkungna Sarua)
Pergeseran lapisan dina percetakan 3D dina jangkungna anu sami tiasa disababkeun ku sababaraha faktor sapertos katrol sumbu X atanapi Y anu leupas, sabuk kendur, overheating, speed percetakan kaleuleuwihan, Geter, instability, jeung loba deui. Sababaraha pamaké manggihan masalah jeung file sliced sabenerna atawa malah kurangna lubrication dina printer 3D maranéhanana.
Kumaha Fix & amp; Ngeureunkeun Lapisan tina Shifting (Dina Jangkungna Sarua)
Aya loba métode pikeun ngeureunkeun lapisan tina shifting dina jangkungna sarua, tapi maranéhna gumantung kana naon ngabalukarkeun masalah di tempat munggaran. Anjeun bakal hoyong ngajalankeun sababaraha perbaikan ieu supados anjeun tiasa ningali naha éta ngabantosan ngarengsekeun masalah anjeun.
Naha anjeun diajar kumaha carana ngalereskeun pergeseran lapisan nganggo Ender 3 atanapi mesin sanés, ieu kedah nyetél anjeun dina jalur anu leres.
Abdi nyarankeun ngalakukeun sababaraha perbaikan anu langkung gampang sareng saderhana heula sateuacan ngalih kana metode anu langkung maju.
- Kencangkeun Beubeur sareng Pariksa Katrol
- Stabilkeun Printer 3D jeung HandapGeter
- Coba Re-Slicing File Anjeun
- Turunkeun Kagancangan Nyitak Anjeun atawa Jerk & Setélan Akselerasi
- Ngarobah Setélan Coasting
- Robah Pola Infill
- Lubricate & Minyak Printer 3D Anjeun
- Ningkatkeun Cooling pikeun Motor Stepper
- Aktipkeun Z Hop Nalika Retracting
- Ningkatkeun VREF kana Supir Motor Stepper
1. Tighten Belts and Check Pulleys
Salah sahiji cara pikeun ngalereskeun lapisan anjeun pindah dina jangkungna anu sarua nyaéta tighten up belts anjeun sarta pariksa pulleys Anjeun. Alesan pikeun ieu nyaéta sabuk anu leupas tiasa ngirangan katepatan gerakan printer 3D anjeun, ngarah kana pergeseran lapisan.
Anjeun bakal hoyong ningali sabuk dina X & amp; Y sumbu pikeun nempo naha maranéhna boga jumlah alus tegangan. Beubeur anu ketang teuing ogé tiasa nyababkeun masalah sapertos ngabeungkeut atanapi henteu huntu anu dilewatan nalika gerakan.
Parios pidéo di handap pikeun terang naon tegangan sabuk printer 3D anu leres.
Hal anu sanés pikeun mariksa éta pulleys anjeun aya di tempat jeung jalan bener. Katrol nyaéta bagian-bagian logam anu buleud anu sabuk anjeun, anu ngagaduhan huntu anu pas kana sabukna.
Katrol anjeun henteu kedah lesot sareng kedah cukup kedap. Ieu tiasa ngagentos kana waktosna janten ide anu sae pikeun pariksa aranjeunna sacara périodik.
Saatos ngencangan sabuk sareng mariksa katrol, pangguna parantos ngalereskeun masalahna lapisan anu ngageser dina jangkungna anu sami.
2. StabilkeunPrinter 3D jeung Geter Handap
Perbaikan poténsi séjén pikeun mindahkeun lapisan dina jangkungna anu sarua dina printer 3D nyaéta nyaimbangkeun printer jeung ngurangan sagala jinis geter. Geter dina sababaraha kasus tiasa nyababkeun lapisan ngageser dina jangkungna anu sami, khususna dina bagian-bagian khusus modél dimana sirah cetak gancang teuing.
Anjeun tiasa nyaimbangkeun printer 3D anjeun ku cara nempatkeun éta dina tempat anu kuat sareng stabil. permukaan, kitu ogé ngagantelkeun karét suku anti geter ka handap mesin.
Ieu malah bisa dicitak 3D atawa professionally dibeuli.
Parios sabudeureun printer 3D Anjeun pikeun bagian mana wae nu leupas, utamana dina pigura jeung gantry / gerbong. Lamun aya bagian leupas atawa screws dina printer 3D Anjeun, eta ngaronjatkeun ayana geter nu bisa ngakibatkeun shifts lapisan dina jangkungna sarua.
Salah pamaké nyarankeun Anjeun malah bisa nempatkeun printer 3D Anjeun dina hal beurat kawas a sapotong kai kandel atawa slab tina beton jeung sababaraha padding handapeun beungeut beurat.
Loba jalma mopohokeun ranjang print sabenerna maranéhanana éta palaku, sanggeus dipaké kaluar klip dina ranjang maranéhanana. Upami Anjeun gaduh ranjang kaca contona, Anjeun kudu klip eta di tempat. Hiji pamaké manggihan yén klip maranéhanana dipaké kaluar ngabalukarkeun shifts lapisan saperti ditémbongkeun dina video di handap.
Perbaikan ogé dianggo pikeun loba pamaké séjén ogé.
A pamaké commented yén sakabéh ranjang kaca na pindah ti posisi aslina alatan masalah klip. Anjeunna ogé disebutkeunyén ieu téh jauh panggancangna lapisan shifting fix kaluar aya.
Cara metot ceuk batur pikeun mariksa geter nyaeta nempatkeun sagelas cai dina beungeut cai atawa méja printer anjeun diuk dina ningali naha éta cai. keur obah. Gerakan leutik dina tabél bisa ngabalukarkeun masalah shifting salajengna dina citak Anjeun.
3. Coba Re-Slicing File Anjeun
Kantun nyiksikan deui file STL kana file G-Code tiasa ngabantosan masalah ieu. A hobbyist printer 3D anu kungsi shift y acak sanggeus mariksa motor stepper maranéhanana jeung belts. Aranjeunna teras nyiksikan deui file anu dicitak sareng sadayana dicitak.
Anjeun ogé tiasa nyobian muterkeun file 90° sareng nyiksikan deui file pikeun ningali naha éta bédana.
4. Ngurangan Speed Printing anjeun atanapi Jerk & amp; Setélan Akselerasi
Nalika ngageser lapisan dina jangkungna anu sami, kecepatan percetakan anjeun ogé tiasa nyumbang kana ieu. Nu leuwih luhur laju percetakan Anjeun, nu leuwih gampang pikeun ngamimitian shifting. Anjeun hoyong ngahindarkeun laju citak anu kaleuleuwihan. Kacepetan citak standar kedah tiasa dianggo cekap pikeun anjeun sakitar 50mm/s.
Sababaraha panyitak 3D dirarancang pikeun mindahkeun dina kecepatan nyitak anu langkung gancang tanpa masalah, tapi henteu sadayana tiasa ngadamel kacepetan ieu.
Kuring ogé bakal pariksa Jerk Anjeun & amp; Setélan akselerasi pikeun mastikeun yén ieu henteu luhur teuing sareng nyababkeun pergeseran lapisan.
Pamaké sanés anu ngarobih setélan Jerk tina 20mm/s ka15mm / s kapanggih yén lapisan maranéhna dieureunkeun shifting sanggeus ieu. Setelan Jerk standar di Cura ayeuna jadi 8mm/s lamun anjeun ngaktipkeun Jerk Control, jadi pariksa deui nilai-nilai ieu.
Sok firmware printer 3D anjeun bakal boga setelan Jerk sorangan nu kieu.
pamaké séjén ogé nyarankeun mareuman Akselerasi Control & amp; Jerk Control di slicer Anjeun. Aranjeunna ngagaduhan masalah anu sami sareng saatos ngalakukeun ieu, modélna kaluar pisan.
Tempo_ogé: 4 Slicer pangalusna / software pikeun résin 3D printer 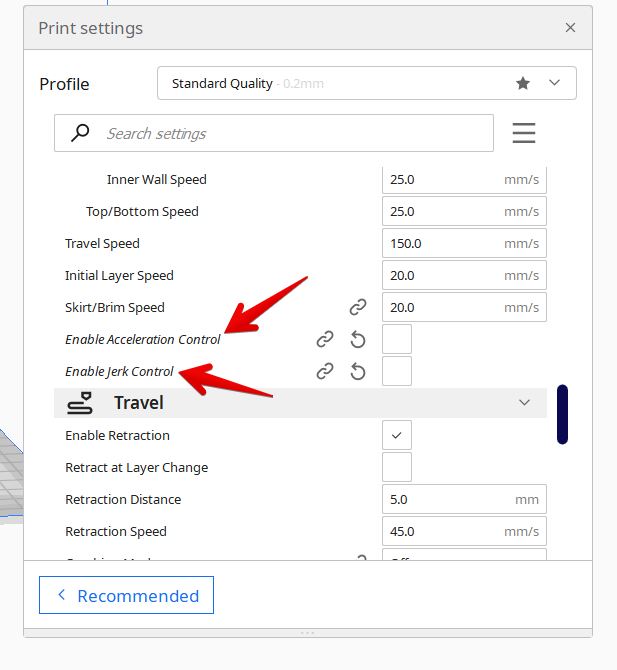
5. Ngarobah Setélan Coasting
Salah saurang pamaké nyebutkeun yén poténsi fix pikeun masalah ieu nyaéta ngarobah setelan coasting anjeun dina slicer maranéhanana. Upami anjeun ngalaman pergeseran lapisan dina jangkungna anu sami, cobian robih setélan coasting anjeun, ku cara ngaktipkeun upami dinonaktipkeun, atanapi nonaktipkeun upami diaktipkeun.
Dina hiji conto, ngaktipkeun coasting tiasa ngabantosan ngalereskeun masalah sabab éta tiasa ngalambatkeun printer 3D anjeun langkung seueur sateuacan réngsé. Sabalikna, mareuman coasting bisa mere nyaho firmware Anjeun yen eta kudu ngalambatkeun gancang mun juru.
6. Robah Pola Infill
Mungkin pola eusian anjeun nyumbang kana masalah pergeseran lapisan dina jangkungna anu sami sabab sababaraha pola eusian gaduh sudut anu langkung seukeut. Lamun lapisan anjeun salawasna ngageser dina tempat anu sarua, kamungkinan gerakan ngadadak dina laju luhur lumangsung di titik éta.
Anjeun tiasa nyobian ngarobah pola eusian anjeun pikeun nempo naha éta mantuan ngalereskeun.masalah ieu. Pola Gyroid bisa jadi hadé pikeun nguji naha ieu ngabalukarkeun masalah sabab teu boga juru seukeut tur leuwih mangrupa pola melengkung.

7. Lubricate & amp; Minyak Printer 3D Anjeun
Perbaikan sanésna anu parantos dianggo pikeun pangguna anu ngalaman pergeseran lapisan dina jangkungna anu sami nyaéta ngalumasi sareng ngagentos bagian-bagian printer 3D na. Upami aya seueur teuing gesekan dina bagian anu obah dina printer 3D anjeun, éta tiasa nyababkeun masalah, janten anjeun hoyong ngalumasi bagian-bagian ieu.
Abdi nyarankeun ngagunakeun anu sapertos Super Lube Synthetic Oil sareng PTFE, pelumas pokok pikeun panyitak 3D Anjeun.

Kuring nulis artikel ieu nu disebut Kumaha Lubricate Printer 3D Anjeun Siga Pro – Pelumas Pangsaéna pikeun Digunakeun ku kituna anjeun bisa meunangkeun informasi konci dina kumaha carana ngalakukeun ieu kalawan bener.
Video di handap ieu pohara kapaké pikeun neuleuman kumaha carana lubricate printer 3D Anjeun.
8. Ningkatkeun Cooling pikeun Stepper Motors
Hiji pamaké manggihan yén alesan ieu lumangsung alatan supir motor stepper maranéhanana overheating dina titik nu tangtu dina citak maranéhanana. Ieu tiasa disababkeun ku seueur arus anu kedah dianggo pikeun citak 3D.
Pikeun ngalereskeun ieu, anjeun tiasa nerapkeun pendinginan anu langkung saé pikeun motor stepper anjeun ku cara nambihan heatsink atanapi kipas pendingin niup hawa langsung kana motor. .

Kuring nulis artikel anu disebut 7 Cara Kumaha Ngalereskeun Extruder Motor Panas teuing anu anjeun tiasa parios langkung seueur.rinci.
Ieu vidéo ti Tech2C ngécéskeun kumaha pentingna kipas cooling sareng kumaha aranjeunna tiasa masihan anjeun cetak anu berkualitas.
Pamaké anu sanés nyarioskeun masalah sareng papan induk panas upami aya Ender 3 kalawan 4.2.2 motherboard. Aranjeunna ditingkatkeun kana motherboard 4.2.7 sareng ngarengsekeun masalahna.
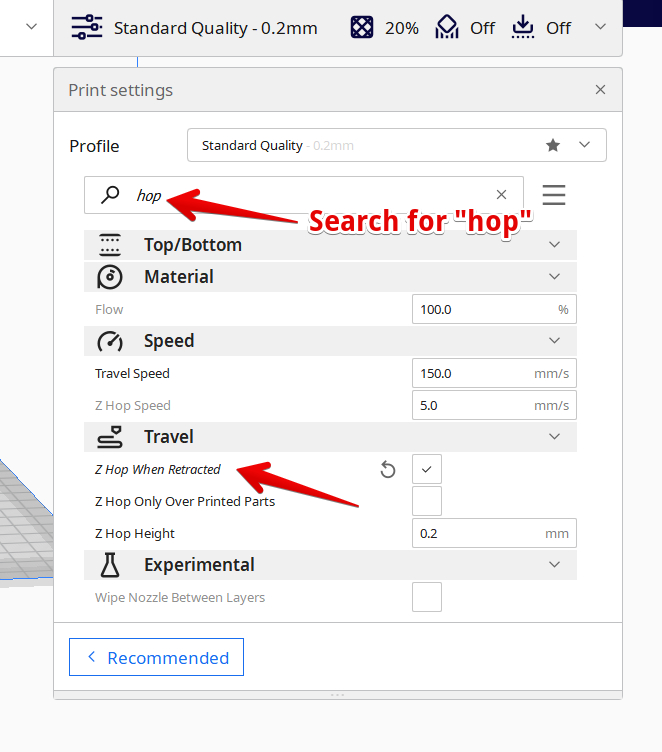
9. Aktipkeun Z Hop Nalika Retracting
Aktipkeun Z Hop Nalika Retracting setelan dina Cura mangrupakeun metoda sejen anu geus digawé pikeun ngalereskeun shifts lapisan dina jangkungna sarua. Hiji pangguna anu ngagaduhan Ender 3 ngalaman pergeseran lapisan dina jangkungna sakitar 16mm dina sadaya bagianna.
Aranjeunna pariksa naha sekrupna mulus, pariksa roda sareng extrusions aluminium. sareng sadayana éta katingali saé. Anjeunna ogé mariksa naon waé masalah stabilisasi sapertos guncangan atanapi sumbatan tapi sadayana katingali saé.
Nalika anjeunna ningali hasil citak dugi ka jangkungna spésifik éta, nozzle mimiti pencét sidik sareng dukungan.
Pikeun ngalereskeun ieu, anjeunna tungtungna nambihan Z Hop 0.2mm pikeun gerakan perjalanan. Ieu dasarna ngangkat nozzle anjeun ku 0.2mm unggal waktos nozzle anjeun mundur pikeun ngalih ti hiji tempat ka tempat anu sanés. Ieu tiasa nambihan waktos kana cetak 3D sadayana tapi mangpaat pikeun nyegah nozzle anjeun pencét cetak anjeun.
Di handap ieu mangrupikeun tampilan pergeseran lapisanna.Témbongkeun tulisan dina imgur.com
10. Ningkatkeun VREF kana Supir Motor Stepper
Ieu mangrupikeun perbaikan anu rada jarang tapi tetep,hal anu geus digarap pikeun pamaké, tur éta ngaronjatkeun VREF atawa ayeuna kana motor stepper Anjeun. Arus dasarna nyaéta kakuatan atanapi torsi anu tiasa dibangkitkeun ku motor stepper anjeun pikeun ngadamel gerakan dina printer 3D.
Upami arus anjeun rendah teuing, gerakan tiasa ngalangkungan "léngkah" sareng nyababkeun pergeseran lapisan dina modél anjeun. .
Tempo_ogé: Kumaha Meunangkeun Akurasi Dimensi Pangsaéna dina Cetakan 3D AnjeunAnjeun tiasa ningkatkeun VREF dina motor stepper anjeun gumantung kana naha éta low atanapi henteu. Tingali pidéo di handap pikeun diajar kumaha ngalakukeun ieu, sanaos émut kasalametan sabab éléktronika ieu tiasa bahaya upami anjeun henteu terang naon anu anjeun lakukeun.
Tes Shift Lapisan Printer 3D Pangalusna
Teu aya seueur teuing tes shift lapisan di dinya tapi kuring mendakan sababaraha anu tiasa dianggo pikeun sababaraha pangguna.
Tes Siksaan Shift Lapisan
Saurang pangguna anu nyobian milarian jangkungna lapisan tés panyiksaan teu bisa manggihan hiji, jadi manehna nyieun hiji sorangan. Uji Penyiksaan Lapisan Shift tiasa dianggo pikeun gancang ngadiagnosa masalah pergeseran lapisan.
Anjeunna nyobian milarian dimana gagalna citak normal, anu peryogi sababaraha jam, tapi kalayan uji panyiksaan, ngan ukur 30 detik.
Modél Uji Shift Lapisan Y-Axis
Upami anjeun gaduh masalah shift sumbu Y sacara khusus, ieu mangrupikeun tés shift lapisan anu saé pikeun dicobian. Pamaké ngararancang Modél Uji Shift Lapisan Y-Axis ieu pikeun ngabantosan masalah alihan sumbu Y sorangan. Anjeunna ngagaduhan hasil anu positif sareng seueur pangguna anu parantos nyobian percetakan 3D ieutes.
Modél ieu gagal 100% pikeun masalah pergeseran lapisan, tapi anjeunna ogé nambihan modél tés sumbu Y kadua anu dipénta ku sobatna pikeun anjeun ogé tiasa nyobian.