
فهرست
په 3D پرنټرونو کې د پرتونو بدلون خورا ستونزمن کیدی شي ځکه چې دوی احتمال لري ستاسو د ټول چاپ لید او فعالیت خراب کړي. ځینې وختونه دا پرت بدلونونه په دوامداره توګه په ورته لوړوالی کې واقع کیدی شي. دا مقاله به د لاملونو په لټه کې کولو کې مرسته وکړي او بیا د دې مسلې حلونه.
هم وګوره: په 3D چاپونو کې د بلب او زیټس حل کولو څرنګوالیپه ورته لوړوالی کې ستاسو د پرت بدلونونو د حل کولو شاته توضیحاتو لوستلو ته دوام ورکړئ.
هغه څه چې په 3D چاپ کې د پرتونو د بدلون لامل کیږي (په ورته لوړوالی کې)
په ورته لوړوالی کې په 3D چاپ کې د پرتونو بدلون د یو شمیر فاکتورونو لکه لوز X یا Y-axis پللیونو ، بیلټ سست ، ډیر تودوخه، د چاپ ډیر سرعت، وایبریشن، بې ثباتي، او نور ډیر څه. ځینې کاروونکي د اصلي ټوټې شوي فایل یا حتی د دوی په 3D پرنټر کې د غوړ نشتوالي ستونزې موندلې.
څنګه حل کړئ & د پرتونو د بدلون مخه ونیسئ (په ورته لوړوالي کې)
په ورته لوړوالي کې د پرتونو د لیږدولو مخه نیولو لپاره ډیری میتودونه شتون لري ، مګر دوی پدې پورې اړه لري چې په لومړي ځای کې د مسلې لامل څه شی دی. تاسو غواړئ چې د دې یو څو فکسونو څخه تیر شئ نو تاسو وګورئ چې دا ستاسو د مسلې په حل کې مرسته کوي.
که تاسو زده کوئ چې څنګه د Ender 3 یا بل ماشین سره د پرت بدلون حل کړئ، دا باید تاسو تنظیم کړي. په سمه لار کې.
زه وړاندیز کوم چې مخکې له دې چې پرمختللو میتودونو ته لاړشئ لومړی یو څه اسانه او ساده اصلاحات ترسره کړئ.
- کمربند ټینګ کړئ او پلۍ چیک کړئ
- د 3D پرنټر ثبات او ښکتهکمپنونه
- خپل د فایل د بیا ټوټې کولو هڅه وکړئ
- ستاسو د چاپ سرعت کم کړئ یا جرک & د سرعت تنظیمات
- د ساحل تنظیم کولو بدلول
- د انفل نمونې بدلول
- لوبریکیټ او amp; خپل 3D پرنټر تیل کړئ
- د سټیپر موټرو لپاره کولنګ ښه کړئ
- ز هاپ فعال کړئ کله چې بیرته راګرځئ
- د سټیپر موټرو ډرایور ته VREF زیات کړئ
1. کمربندونه کلک کړئ او پلۍ چیک کړئ
ستاسو د پرتونو د تنظیم کولو یوه طریقه چې په ورته لوړوالی کې لیږدول کیږي دا دی چې خپل کمربندونه ټینګ کړئ او خپل پلۍ چیک کړئ. د دې دلیل دا دی چې یو نرم بیلټ کولی شي ستاسو د 3D پرنټر حرکتونو دقت کم کړي، چې د پرت بدلون لامل کیږي.
تاسو به په X & کې بیلټ وګورئ. Y محور د دې لپاره چې وګوري ایا دوی د فشار ښه اندازه لري. یو کمربند چې ډیر تنګ وي هم د مسلې لامل کیدی شي لکه د حرکت په وخت کې د غاښونو تړل یا نه پریښودل.
لاندې ویډیو وګورئ ترڅو پوه شئ چې د 3D پرنټر بیلټ فشار سم دی.
بل شی د چک کولو لپاره دا ده چې ستاسو پلۍ په ځای کې دي او په سمه توګه کار کوي. پلۍ هغه ګردي فلزي برخې دي چې ستاسو کمربند شاوخوا ګرځي، کوم غاښونه لري چې کمربند ورته مناسب وي.
ستاسو پلۍ باید چپه نه شي او باید کافي کلک وي. دا کولی شي د وخت په تیریدو سره کم شي نو دا ښه نظر دی چې په وخت سره یې وګورئ.
د کمربندونو د ټینګولو او پللیونو چک کولو وروسته، کاروونکو په ورته لوړوالی کې د پرتونو د لیږد مسله حل کړې.
2. ثبات3D پرنټر او ټیټ کمپنونه
په 3D پرنټر کې په ورته لوړوالي کې د پرت بدلولو لپاره بل احتمالي حل د پرنټر ثبات او د هر ډول وایبریشن کمول دي. په ډیری قضیو کې وایبریشنونه کولی شي پرتونه په ورته لوړوالي کې بدل کړي، په ځانګړې توګه د ماډل په ځانګړو برخو کې چیرې چې د چاپ سر ډیر چټک روان وي.
تاسو کولی شئ خپل 3D پرنټر په ټینګ او مستحکم کې کېږدئ سطحه، او همدارنګه د ماشین لاندې د ربړ ضد کمپن پښې نښلول.
دا حتی په 3D چاپ شوي یا په مسلکي توګه اخیستل کیدی شي.
د هر ډول خلاصې برخې لپاره د خپل 3D پرنټر شاوخوا وګورئ، په ځانګړي توګه په چوکاټ او ګینټري / ګاډو کې. کله چې ستاسو په 3D پرنټر کې نرمې برخې یا پیچونه شتون ولري، دا د وایبریشن شتون زیاتوي چې کولی شي په ورته لوړوالی کې د پرت بدلون لامل شي.
یو کارونکي وړاندیز وکړ چې تاسو حتی کولی شئ خپل 3D پرنټر په یو دروند شی کې واچوئ د لرګیو غټه ټوټه یا د کانکریټ یو سلیب چې له درنې سطحې لاندې یو څه پیډینګ لري.
ډیری خلک د خپل اصلي چاپ بستر د مجرم په توګه له پامه غورځوي، او په بستر کې یې زړې کلپونه دي. که تاسو د مثال په توګه د شیشې بستر لرئ، تاسو اړتیا لرئ چې دا په ځای کې کلیک وکړئ. یو کارونکي وموندله چې د دوی خراب شوي کلپونه د پرت بدلون لامل شوي لکه څنګه چې په لاندې ویډیو کې ښودل شوي.
فکس د ډیری نورو کاروونکو لپاره هم کار کړی.
یو کارونکي تبصره وکړه چې د هغه ټول شیشې بستر له ځای څخه لیږدول شوی. د کلیپ مسلې له امله یې اصلي موقعیت. هغه هم یادونه وکړهدا چې دا تر ټولو ګړندۍ پرت بدلیدونکی حل دی.
یوه په زړه پورې طريقه چې یو چا وویل چې وایبریشن چیک کړئ دا دی چې یو ګیلاس اوبه په سطح یا میز کې واچوئ چې ستاسو پرنټر ناست دی ترڅو وګوري چې اوبه شتون لري که نه. حرکت کوي په جدول کې کوچني حرکتونه کولی شي ستاسو په چاپ کې د بدلون مسلې نورې هم رامینځته کړي.
3. د خپل فایل د بیا ټوټې کولو هڅه وکړئ
په ساده ډول د G-Code فایل کې د STL فایل بیا ټوټې کول د دې مسلې په حل کې مرسته کولی شي. د 3D پرنټر شوقین چې د دوی سټیپر موټور او بیلټ چیک کولو وروسته یې تصادفي بدلون درلود. دوی بیا هغه فایل ټوټه ټوټه کړه چې دوی ورسره چاپ کوي او دا ټول په سمه توګه چاپ شوي.
تاسو کولی شئ د 90 درجو پورې فایل ته وګرځوئ او فایل بیا ټوټه کړئ ترڅو وګورئ چې دا توپیر لري.<1
4. ستاسو د چاپ سرعت یا جرک کم کړئ & د سرعت ترتیبات
کله چې په ورته لوړوالي کې د پرت بدلونونو ته راځي، ستاسو د چاپ سرعت هم پدې کې مرسته کولی شي. هرڅومره چې ستاسو د چاپ سرعت لوړ وي ، نو ډیر احتمال یې د بدلون پیل وي. تاسو غواړئ د ډیر چاپ سرعت څخه مخنیوی وکړئ. د ډیفالټ چاپ سرعت باید ستاسو لپاره شاوخوا 50mm/s کې ښه کار وکړي.
ځینې 3D پرنټرونه داسې ډیزاین شوي چې پرته له کومې مسلې د ګړندي چاپ سرعت حرکت وکړي ، مګر دا ټول نشي کولی دا سرعت اداره کړي.
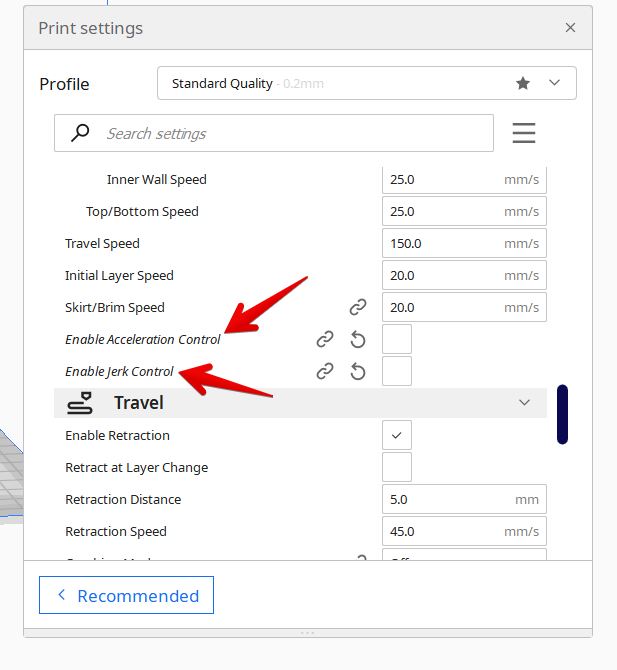
زه به ستاسو جرک هم وګورم & د ګړندي کولو ترتیبات د ډاډ ترلاسه کولو لپاره چې دا خورا لوړ ندي او د پرت بدلون لامل کیږي.
بل کارونکي چې خپل د جرک ترتیب یې له 20mm/s څخه بدل کړ15mm/s وموندله چې د دوی پرت له دې وروسته حرکت کول بند کړل. په Cura کې د جیرک ډیفالټ ترتیب اوس 8mm/s دی که تاسو د جرک کنټرول فعال کړئ نو دا ارزښتونه دوه ځله چیک کړئ.
کله ناکله ستاسو د 3D پرنټر فرم ویئر به خپل جرک ترتیب ولري چې دا تعقیبوي.
یو بل کارونکي هم وړاندیز وکړ چې د سرعت کنټرول بند کړي & ستاسو په سلیسر کې د جرک کنټرول. دوی ورته مسلې درلودې او د دې کولو وروسته، د دوی ماډلونه په ښه توګه راوتلي.
5. د ساحل تنظیم کولو بدلول
یو کارونکي یادونه وکړه چې د دې مسلې احتمالي حل د دوی په سلایسر کې ستاسو د ساحل ترتیب بدلول دي. که تاسو په ورته لوړوالی کې د پرت بدلون تجربه کوئ، هڅه وکړئ خپل د ساحل ترتیب بدل کړئ، د فعالولو له لارې که دا غیر فعال وي، یا که دا فعاله وي نو غیر فعال کړئ.
په یوه مثال کې، د ساحل فعالول د مسلې په حل کولو کې مرسته کولی شي ځکه چې دا د حرکت پای ته رسیدو دمخه ستاسو 3D پرنټر ډیر سست کولی شي. له بلې خوا، د ساحل بندول کولی شي ستاسو فرم ویئر ته خبر ورکړي چې دا د یو کونج لپاره ډیر ژر ورو کولو ته اړتیا لري.
6. د انفل نمونې بدل کړئ
دا ممکنه ده چې ستاسو د انفل نمونه په ورته لوړوالي کې د پرتونو د بدلون مسله کې مرسته وکړي ځکه چې ځینې انفل نمونې تیزې کونجونه لري. کله چې ستاسو پرت تل په ورته ځای کې بدلیږي، احتمال لري چې په هغه ځای کې په تیز رفتار کې یو ناڅاپه حرکت پیښ شي.
هم وګوره: تاسو د 3D چاپ لپاره څه ته اړتیا لرئ؟تاسو کولی شئ د خپل انفل نمونه بدلولو هڅه وکړئ ترڅو وګورئ چې دا د حل کولو کې مرسته کويدا مسله. د ګیرایډ نمونه کیدی شي د ازموینې لپاره ښه وي چې ایا دا مسله رامینځته کوي ځکه چې دا تیز کونجونه نلري او ډیر منحل شوي نمونې دي.
15>
12>7. غوړ کول & خپل 3D پرنټر تیل کړئیو بل فکس چې د کاروونکو لپاره یې کار کړی چې په ورته لوړوالی کې د پرت بدلون تجربه کوي د دوی د 3D پرنټر برخو غوړ کول او تیل کول دي. که ستاسو د 3D پرنټر په حرکت کولو برخو کې خورا ډیر رګونه شتون ولري، نو دا ستونزې رامینځته کولی شي، نو تاسو به دا برخې غوړ کړئ.
زه د PTFE سره د سوپر لیوب مصنوعي تیلو په څیر د کارولو وړاندیز کوم، ستاسو د 3D پرنټر لپاره یو مهم غوړونکی.

ما دا مقاله لیکلې چې څنګه د پرو په څیر خپل 3D پرنټر غوړ کړئ - د کارولو لپاره غوره لبریکینټونه نو تاسو کولی شئ په دې اړه کلیدي معلومات ترلاسه کړئ. دا څنګه په سمه توګه ترسره کړئ.
لاندې ویډیو ډیره ګټوره ده چې زده کړئ چې څنګه خپل 3D پرنټر غوړ کړئ.
8. د سټیپر موټرو لپاره د یخولو ښه کول
یو کارونکي وموندله چې د دې پیښیدو لامل د دوی سټیپر موټرو چلوونکی د دوی په چاپ کې په یو ټاکلي نقطه کې د ډیر تودوخې له امله و. دا د 3D چاپ لپاره د ډیری اوسني اړتیا له امله کیدی شي.
د دې د حل کولو لپاره، تاسو کولی شئ د خپلو سټیپر موټرو لپاره غوره یخ کول پلي کړئ د هیټ سینک یا یخ کولو فین په اضافه کولو سره په مستقیم ډول په موټرو کې هوا هوا کوي. .

ما یوه مقاله لیکلې چې نوم یې د 7 لارې په نوم دی چې څنګه د Extruder موټرو ډیر ګرم کیدل حل کړئ کوم چې تاسو کولی شئ د نورو لپاره چیک کړئتوضیحات.
د Tech2C دا ویډیو د یخولو مینه وال څومره مهم دي او څنګه دوی کولی شي تاسو ته کیفیت لرونکي چاپونه درکړي.
یو بل کارونکي حتی د موربورډ د تودوخې په حالت کې د یوې مسلې یادونه هم کړې. Ender 3 د 4.2.2 مور بورډ سره. دوی دا د 4.2.7 مور بورډ ته لوړ کړ او دا ستونزه حل کړه.
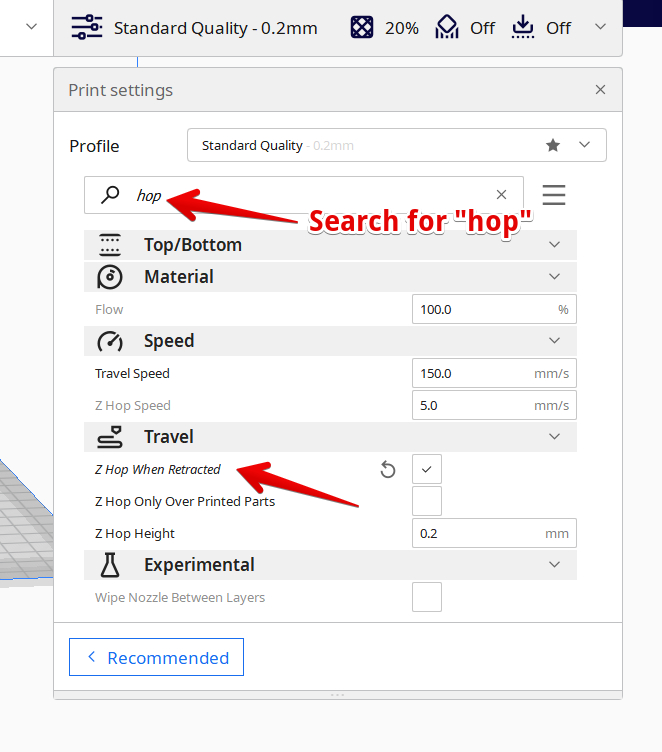
9. Z Hop فعال کړئ کله چې بیرته راګرځئ
په Cura کې د بیرته اخیستلو په وخت کې د Z Hop فعالول بله طریقه ده چې په ورته لوړوالی کې د پرت بدلونونو حل کولو لپاره کار کوي. یو کارونکي چې انډر 3 یې درلود په خپلو ټولو برخو کې د 16mm په شاوخوا کې د پرت بدلون تجربه کوي.
دوی معاینه کړه چې ایا د دوی لیډ سکرو نرم دی، د دوی ویلونه او المونیم اخراجونه یې چیک کړل او دا ټول ښه ښکارېدل. هغه د ثبات د هرې مسلې لکه ټومبلې یا خنډونه هم وڅیړل، مګر ټول ښه ښکاریدل.
لکه څنګه چې هغه لیدل کیده چې چاپ ورته ځانګړي لوړوالی ته رسیږي، نوزل په پرنټونو او ملاتړ پیل وکړ.
د دې د حل کولو لپاره، هغه د سفر حرکتونو لپاره د 0.2mm Z Hop اضافه کولو پای ته ورساوه. دا اساسا ستاسو نوزل 0.2mm پورته کوي هرکله چې ستاسو نوزل له یو ځای څخه بل ځای ته حرکت وکړي. دا په ټولیز ډول 3D چاپ ته وخت اضافه کوي مګر دا ګټوره ده چې ستاسو نوزل ستاسو پرنټونو ته زیان ونه رسوي.
لاندې د دوی د پرت بدلونونه څنګه ښکاري.په imgur.com کې پوسټ وګورئ
10. د سټیپر موټرو ډرایور ته VREF زیات کړئ
دا یو څه لږ عام فکس دی مګر بیا هم،یو څه چې د کاروونکو لپاره کار کوي، او دا ستاسو د سټیپر موټرو ته د VREF یا اوسني زیاتوالی دی. کرنټ اساسا هغه ځواک یا تورک دی چې ستاسو سټیپر موټور کولی شي په 3D پرنټر کې حرکت کولو لپاره رامینځته کړي.
که ستاسو اوسنی خورا ټیټ وي ، حرکت کولی شي یو "قدم" پریږدي او ستاسو په ماډل کې د پرت بدلون لامل شي. .
تاسو کولی شئ په خپلو سټیپر موټرو کې VREF زیات کړئ پدې پورې اړه لري چې آیا دوی ټیټ دي یا نه. د دې کولو څرنګوالي زده کولو لپاره لاندې ویډیو وګورئ ، که څه هم خوندیتوب په پام کې ونیسئ ځکه چې دا بریښنایی توکي خطرناک کیدی شي که تاسو نه پوهیږئ چې تاسو څه کوئ.
غوره 3D پرنټر لییر شفټ ازموینې
دلته د پرت شفټ ازموینې ډیرې ندي مګر ما یو څو موندلي چې د ځینو کاروونکو لپاره یې کار کړی دی.
د پرت شفټ شکنجه ازموینه
یو کارن چې د پرت لوړوالی په لټه کې دی د شکنجې ازموینو ونشوای موندلی، نو هغه پخپله جوړ کړ. د پرت شفټ شکنجه ازموینه په چټکۍ سره د هر ډول پرت بدلون مسلو تشخیص کولو لپاره ښه کار کوي.
هغه هڅه وکړه چې ومومي چیرې چې یو نورمال چاپ ناکام شو، کوم چې څو ساعته وخت واخیست، مګر د شکنجې ازموینې سره، دا یوازې 30 ثانیې وخت نیسي. <1
Y-axis Layer Shift Test Model
که تاسو په ځانګړې توګه د Y-axis شفټ مسله لرئ، دا د هڅه کولو لپاره د پرت شفټ ازموینه ده. کارونکي دا د Y-Axis Layer Shift ټیسټ ماډل ډیزاین کړی ترڅو د خپل Y-axis بدلون مسله په ګوته کولو کې مرسته وکړي. هغه د ډیری کاروونکو سره مثبت پایلې ترلاسه کړې چې د دې 3D چاپ کولو هڅه یې کړېازموینه.
دا ماډل د پرت د بدلون مسلې لپاره 100٪ ناکام شو، مګر هغه د دویم Y محور ازموینې ماډل هم اضافه کړ چې ملګري یې غوښتنه وکړه چې تاسو هم هڅه وکړئ.