
Spis treści
Przesunięcia warstw w drukarkach 3D mogą być bardzo kłopotliwe, ponieważ mogą zrujnować wygląd i funkcjonalność całego wydruku. Czasami te przesunięcia warstw mogą konsekwentnie występować na tej samej wysokości. Ten artykuł pomoże przyjrzeć się przyczynom, a następnie naprawić ten problem.
Czytaj dalej, aby poznać szczegóły dotyczące ustalania przesunięć warstw na tej samej wysokości.
Co powoduje przesunięcia warstw w druku 3D (na tej samej wysokości)
Przesunięcia warstw w druku 3D na tej samej wysokości mogą być spowodowane wieloma czynnikami, takimi jak luźne koła pasowe osi X lub Y, luz pasów, przegrzanie, nadmierna prędkość drukowania, wibracje, niestabilność i wiele innych. Niektórzy użytkownicy znaleźli problemy z aktualnym plikiem do krojenia lub nawet z braku smarowania w ich drukarce 3D.
Jak naprawić & zatrzymać przesuwanie się warstw (na tej samej wysokości)
Istnieje wiele metod, aby zatrzymać warstwy przed przesunięciem na tej samej wysokości, ale zależy to od tego, co powoduje problem w pierwszej kolejności. Będziesz chciał uruchomić przez kilka z tych poprawek, aby zobaczyć, czy pomaga rozwiązać problem.
Niezależnie od tego, czy uczysz się, jak naprawić przesunięcie warstw za pomocą Endera 3, czy innej maszyny, to powinno ustawić cię na właściwej ścieżce.
Poleciłbym najpierw zrobić kilka łatwiejszych i prostszych poprawek, zanim przejdziemy do bardziej zaawansowanych metod.
- Napinanie pasów i sprawdzanie kół pasowych
- Stabilizacja drukarki 3D i obniżenie wibracji
- Spróbuj ponownie pociąć swój plik
- Zmniejsz prędkość drukowania lub Jerk & Ustawienia przyspieszenia
- Zmiana ustawienia wybrzeża
- Zmiana wzorów zabudowy
- Smaruj & Olej swoją drukarkę 3D
- Poprawa chłodzenia silników krokowych
- Włączenie funkcji Z Hop podczas wycofywania
- Zwiększyć VREF do sterownika silnika krokowego
Naprężenie pasów i sprawdzenie kół pasowych
Jedną z metod naprawy warstw przesuwających się na tej samej wysokości jest dokręcenie pasków i sprawdzenie kół pasowych. Powodem tego jest to, że luźny pasek może zmniejszyć dokładność ruchów drukarki 3D, co prowadzi do przesunięć warstw.
Będziesz chciał spojrzeć na pas na X & Y osi, aby zobaczyć, czy mają dobrą ilość napięcia. Pas, który jest zbyt ciasny może również powodować problemy, takie jak wiązanie lub nie zęby są pomijane podczas ruchów.
Sprawdź poniższe wideo, aby dowiedzieć się, jakie jest prawidłowe napięcie paska drukarki 3D.
Kolejną rzeczą do sprawdzenia jest to, że koła pasowe są na miejscu i działają prawidłowo. Koła pasowe są okrągłe części metalowe, że twój pas idzie wokół, które mają zęby, że pas pasuje do.
Twoje koła pasowe nie powinny się ślizgać i powinny być wystarczająco ciasne. Mogą się one poluzować z czasem, więc warto je okresowo sprawdzać.
Po dokręceniu pasków i sprawdzeniu kół pasowych użytkownicy rozwiązali problem przesuwania się warstw na tej samej wysokości.
2. stabilizacja drukarki 3D i obniżenie wibracji
Innym potencjalnym rozwiązaniem problemu przesuwania się warstw na tej samej wysokości w drukarce 3D jest stabilizacja drukarki i redukcja wszelkiego rodzaju wibracji. Wibracje w wielu przypadkach mogą powodować przesuwanie się warstw na tej samej wysokości, zwłaszcza na określonych częściach modelu, gdzie głowica drukująca porusza się zbyt szybko.
Drukarkę 3D możesz ustabilizować stawiając ją na twardej i stabilnej powierzchni, a także mocując gumowe nóżki antywibracyjne na spodzie urządzenia.
Można je nawet wydrukować w 3D lub profesjonalnie kupić.
Sprawdź, czy wokół Twojej drukarki 3D nie ma żadnych luźnych części, szczególnie w ramie i suwnicy/wózkach. Gdy na Twojej drukarce 3D znajdują się luźne części lub śruby, zwiększa to obecność wibracji, które mogą prowadzić do przesunięć warstw na tej samej wysokości.
Jeden z użytkowników zasugerował, że można nawet postawić drukarkę 3D na czymś ciężkim, jak gruby kawałek drewna lub płyta betonowa z jakąś wyściółką pod ciężką powierzchnią.
Wiele osób przeoczyło, że winowajcą jest ich rzeczywiste łóżko do drukowania, które ma zużyte klipsy na swoim łóżku. Jeśli masz szklane łóżko, na przykład, musisz je przypiąć na miejscu. Jeden użytkownik stwierdził, że ich zużyte klipsy spowodowały przesunięcia warstw, jak pokazano na filmie poniżej.
Poprawka zadziałała również dla wielu innych użytkowników.
Jeden z użytkowników skomentował, że jego całe łóżko szklane przesunęło się z pierwotnej pozycji z powodu problemu z klipsem. Wspomniał również, że jest to zdecydowanie najszybsza naprawa przesunięcia warstwy tam.
Ciekawym sposobem, który ktoś powiedział, aby sprawdzić wibracje jest umieszczenie szklanki wody na powierzchni lub stole, na którym siedzi drukarka, aby zobaczyć, czy woda się porusza. Małe ruchy w tabeli mogą powodować problemy z przesunięciem dalej w druku.
Spróbuj ponownie pociąć swój plik.
Po prostu ponowne skrojenie pliku STL do pliku G-Code może pomóc w naprawieniu tego problemu. Hobbysta drukarki 3D, który miał losowe przesunięcie y po sprawdzeniu silnika krokowego i pasków. Następnie ponownie skleił plik, z którym drukował i wszystko wydrukowało się po prostu dobrze.
Możesz także spróbować obrócić plik o 90 ° i ponownie pokroić plik, aby sprawdzić, czy to robi różnicę.
4) Zmniejsz prędkość drukowania lub Jerk & Ustawienia przyspieszenia
Jeśli chodzi o przesunięcia warstw na tej samej wysokości, może się do tego przyczynić również prędkość drukowania. Im wyższa prędkość drukowania, tym większe prawdopodobieństwo, że warstwy zaczną się przesuwać. Należy unikać zbyt dużych prędkości drukowania. Domyślne prędkości drukowania powinny działać wystarczająco dobrze przy około 50 mm/s.
Niektóre drukarki 3D są przystosowane do bezproblemowego poruszania się z większą prędkością druku, ale nie wszystkie są w stanie poradzić sobie z takimi prędkościami.
Sprawdziłbym również twoje ustawienia Jerk & Acceleration, aby upewnić się, że nie są one zbyt wysokie i powodują przesunięcia warstw.
Inny użytkownik, który zmienił ustawienie Jerk z 20mm/s na 15mm/s stwierdził, że jego warstwa przestała się po tym przesuwać. Domyślne ustawienie Jerk w Cura to teraz 8mm/s, jeśli włączysz Jerk Control, więc sprawdź te wartości dwukrotnie.
Czasami firmware Twojej drukarki 3D będzie miał swoje własne ustawienie Jerk, za którym podąża.
Inny użytkownik zasugerował również, aby wyłączyć Acceleration Control & Jerk Control w swojej krajalnicy. Mieli te same problemy i po zrobieniu tego, ich modele wychodziły bardzo ładnie.
Zobacz też: Jak prawidłowo czyścić kadzie z żywicą & FEP Film na drukarce 3D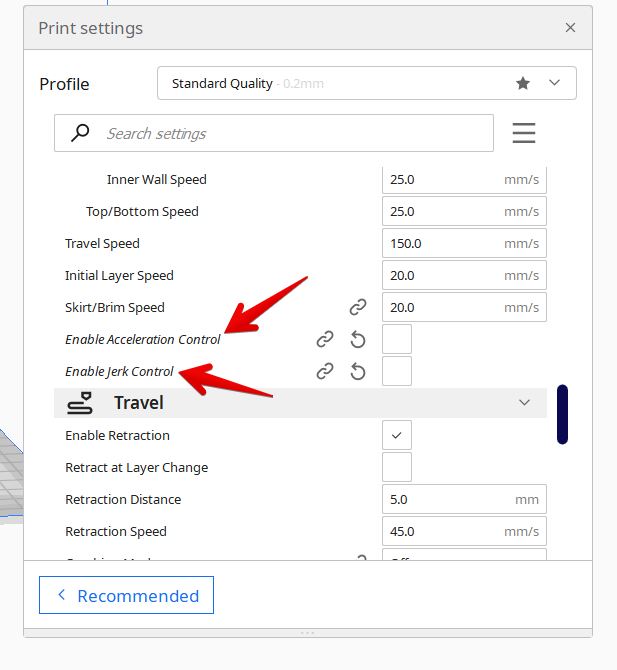
5. zmiana ustawienia wybrzeża
Jeden z użytkowników wspomniał, że potencjalnym rozwiązaniem tego problemu jest zmiana ustawienia wybrzeża w ich slicerze. Jeśli doświadczasz przesunięć warstw na tej samej wysokości, spróbuj zmienić ustawienie wybrzeża, włączając je, jeśli jest wyłączone, lub wyłączając je, jeśli jest włączone.
Zobacz też: Czy AutoCAD jest dobry do druku 3D? AutoCAD Vs Fusion 360W jednym przypadku, włączenie wybiegu może pomóc w naprawieniu problemu, ponieważ może spowolnić drukarkę 3D bardziej przed końcem ruchu. Z drugiej strony, wyłączenie wybiegu może dać firmware'owi znać, że musi zwolnić wcześniej, aby pokonać zakręt.
6) Zmiana wzorów zabudowy
Możliwe, że wzór wypełnienia przyczynia się do problemu przesuwania się warstw na tej samej wysokości, ponieważ niektóre wzory wypełnienia mają ostrzejsze rogi. Gdy warstwa przesuwa się zawsze w tym samym miejscu, prawdopodobnie w tym miejscu następuje nagły ruch z dużą prędkością.
Możesz spróbować zmienić wzór wypełnienia, aby sprawdzić, czy to pomaga rozwiązać ten problem. Wzór Gyroid może być dobry do przetestowania, czy to powoduje problem, ponieważ nie ma ostrych narożników i jest bardziej zakrzywionym wzorem.

7. smaruj & olej swoją drukarkę 3D
Inną poprawką, która zadziałała dla użytkowników, którzy doświadczają przesunięć warstw na tej samej wysokości, jest smarowanie i oliwienie ich części drukarki 3D. Jeśli istnieje zbyt duże tarcie na ruchomych częściach drukarki 3D, może to spowodować problemy, więc będziesz chciał nasmarować te części.
Poleciłbym użycie czegoś takiego jak Super Lube Synthetic Oil with PTFE, czyli zszywanego smaru do drukarki 3D.

Napisałem ten artykuł pod tytułem How to Lubricate Your 3D Printer Like a Pro - Best Lubricants to Use, abyś mógł uzyskać kluczowe informacje jak to zrobić poprawnie.
Poniższy filmik jest bardzo przydatny, aby dowiedzieć się jak smarować drukarkę 3D.
8. poprawa chłodzenia silników krokowych
Jeden z użytkowników stwierdził, że powodem takiego stanu rzeczy było przegrzanie się sterownika silnika krokowego w pewnym momencie drukowania. Może to być spowodowane dużą ilością prądu potrzebnego do drukowania 3D.
Aby to naprawić, można wdrożyć lepsze chłodzenie dla silników krokowych, dodając radiatory lub wentylator chłodzący dmuchający powietrze bezpośrednio na silnik.

Napisałem artykuł o nazwie 7 Ways How to Fix Extruder Motor Getting Too Hot, który można sprawdzić po więcej szczegółów.
Ten film z Tech2C przechodzi przez to, jak ważne są wentylatory chłodzące i jak mogą one uzyskać wysokiej jakości wydruki.
Inny użytkownik wspomniał nawet o problemie z nagrzewającą się płytą główną w przypadku Endera 3 z płytą główną 4.2.2. Zaktualizowali go do płyty głównej 4.2.7 i to rozwiązało problem.
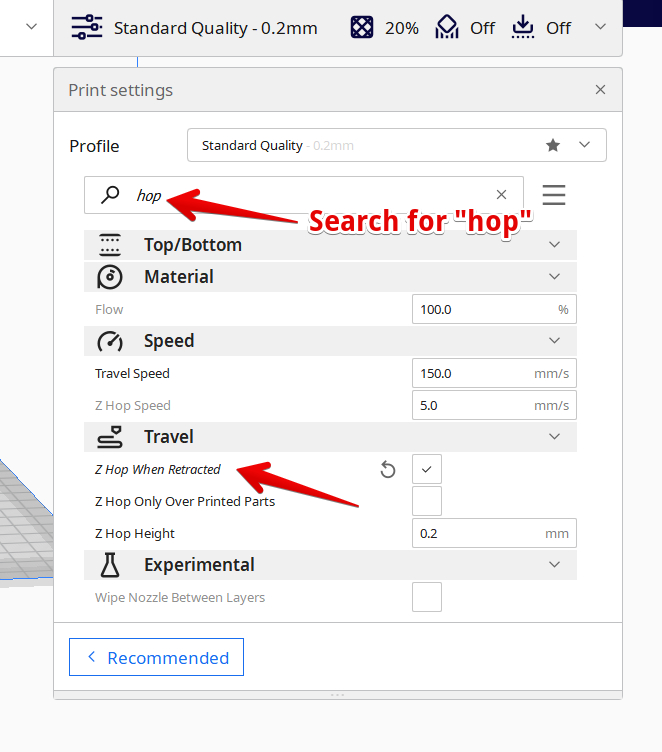
9. Włączenie funkcji Z Hop podczas wycofywania
Włączenie ustawienia Z Hop When Retracting w programie Cura to kolejna metoda, która zadziałała w celu naprawienia przesunięć warstw na tej samej wysokości. Jeden z użytkowników, który miał Endera 3, doświadczał przesunięć warstw na wysokości około 16 mm na wszystkich swoich częściach.
Sprawdzili, czy ich leadcrew był gładki, sprawdził swoje koła i aluminiowe wytłoczki i wszystko to wyglądało dobrze. Sprawdził również, czy nie ma żadnych problemów ze stabilizacją, takich jak chybotanie lub blokady, ale wszystko wyglądało dobrze.
Gdy obserwował, jak wydruk osiąga tę specyficzną wysokość, dysza zaczęła uderzać w wydruki i podpory.
Aby to naprawić, dodał Z Hop o wartości 0,2 mm dla ruchów podróżnych. To w zasadzie podnosi dyszę o 0,2 mm za każdym razem, gdy dysza cofa się, aby przenieść się z jednego miejsca na drugie. To dodaje czasu do ogólnego druku 3D, ale jest przydatne, aby uniknąć uderzenia dyszy w wydruki.
Poniżej prezentujemy jak wyglądały ich zmiany warstw.View post on imgur.com
10. zwiększyć VREF do sterownika silnika krokowego
Jest to nieco mniej popularna poprawka, ale nadal, coś, co działa dla użytkowników, a to jest zwiększenie VREF lub prąd do silników krokowych. Prąd jest w zasadzie moc lub moment obrotowy, że silniki krokowe mogą generować, aby ruchy na drukarce 3D.
Jeśli twój prąd jest zbyt niski, ruchy mogą pominąć "krok" i spowodować przesunięcie warstwy w twoim modelu.
Możesz zwiększyć VREF w swoich silnikach krokowych w zależności od tego, czy są one niskie, czy nie. Sprawdź wideo poniżej, aby dowiedzieć się, jak to zrobić, choć pamiętaj o bezpieczeństwie, ponieważ te elektroniki mogą być niebezpieczne, jeśli nie wiesz, co robisz.
Testy przesunięcia warstw w najlepszej drukarce 3D
Nie ma tam zbyt wielu testów zmiany warstwy, ale znalazłem kilka, które zadziałały dla niektórych użytkowników.
Test Tortury Przesunięcia Warstwy
Jeden z użytkowników, który próbował szukać testów torturowania wysokości warstwy, nie mógł ich znaleźć, więc zrobił je sam. Test torturowania przesunięcia warstwy działa dobrze, aby szybko zdiagnozować wszelkie problemy z przesunięciem warstwy.
Próbował znaleźć miejsce, w którym normalny druk zawiódł, co zajęło kilka godzin, ale dzięki testowi tortur zajęło to tylko 30 sekund.
Model badania przesunięcia warstwy w osi Y
Jeśli masz problem z przesunięciem osi Y, to jest to świetny test przesunięcia warstwy do wypróbowania. Użytkownik zaprojektował ten model testu przesunięcia warstwy osi Y, aby pomóc w identyfikacji jego własnego problemu z przesunięciem osi Y. Otrzymał pozytywne wyniki wraz z wieloma użytkownikami, którzy próbowali drukować 3D ten test.
Ten model zawiódł 100% czasu dla problemu przesunięcia warstwy, który miał, ale dodał również drugi model testowy osi Y, o który prosił jego przyjaciel, który możesz również spróbować.