
Taula de continguts
Heu provat innombrables solucions per a les vostres impressions de mala qualitat, però no sembla que res funcioni. Ara t'has topat amb aquests paràmetres màgics anomenats tiratge i acceleració i penses que et poden ajudar. Sens dubte, aquesta és una possibilitat i ha ajudat a moltes persones a obtenir impressions d'alta qualitat.
Com puc aconseguir el idiota perfecte & configuració d'acceleració? Basant-se en assaigs i errors, s'ha trobat que un paràmetre de 7 per als eixos x i y i una acceleració de 700 funciona molt bé per a la majoria d'impressores 3D per resoldre problemes d'impressió. Aquesta és una bona línia de base per començar, però podria necessitar alguns ajustaments a la vostra impressora 3D per aconseguir que la configuració sigui perfecta.
Aquesta és la resposta breu per a la vostra configuració de tirada i acceleració que us hauria de preparar. És una bona idea seguir llegint per obtenir informació clau sobre aquests paràmetres, com ara què canvien realment, quins problemes solucionen i molt més.
Ja sigui que cerqueu la millor configuració de tir i acceleració per a un Ender 3. V2 o una impressora 3D similar, aquest hauria de ser un bon punt de partida.
Vaig escriure un article sobre 8 maneres d'accelerar les vostres impressions 3D sense perdre qualitat que podeu trobar útils per al vostre viatge d'impressió 3D.
Si esteu interessats a veure algunes de les millors eines i accessoris per a les vostres impressores 3D, podeu trobar-los fàcilment fent clic aquí (Amazon).
Què ésConfiguració d'acceleració?
La configuració d'acceleració mesura la rapidesa amb què s'accelera el capçal d'impressió, limitada per la velocitat de la impressora 3D designada a la configuració de la talladora.
Com més alta sigui la configuració, més ràpid serà el capçal d'impressió. arribar a la seva velocitat màxima, com més baix sigui la configuració, més lent arribarà el capçal d'impressió a la seva velocitat màxima.
Moltes vegades no s'assoleixin les vostres velocitats màximes quan imprimiu en 3D, especialment objectes més petits perquè hi ha No hi ha molta distància recorreguda per aprofitar al màxim l'acceleració.
És molt semblant a l'acceleració d'un cotxe, on si un cotxe pot recórrer un màxim de 100 km/h, però hi ha molts girs en el teu viatge, us costarà arribar a la velocitat màxima.
A la seccionadora Cura, afirmen que activar el "Control d'acceleració" pot reduir el temps d'impressió a costa de la qualitat d'impressió. El que podem fer a l'altra banda és millorar la nostra acceleració en benefici d'augmentar la qualitat d'impressió.
En realitat, el vostre tallador no té gaire a veure amb l'acceleració, en la mesura que emet codi G per dir on ha d'anar el capçal d'impressió i a quina velocitat. És el microprogramari que estableix els límits de la velocitat i decideix amb quina rapidesa s'accelera a una velocitat determinada.
Cada eix de la impressora pot tenir diferents paràmetres de velocitat, acceleració i tirada. Els paràmetres dels eixos X i Y són generalment els mateixos; en cas contrari, les vostres impressions poden tenir diferents característiques depenent deorientació de les peces.
Hi ha límits a l'alçada que podeu establir l'acceleració, especialment quan s'imprimeix en angles superiors a 45 graus.
Per a les persones que tenen problemes d'impressió 3D, potser voldreu haver volgut més orientació per obtenir resultats ideals d'impressió 3D. He creat un curs que està disponible per obtenir-se anomenat Filament Printing 101: Beginner's Guide to Filament Printing que us guiarà a través d'algunes de les millors pràctiques d'impressió 3D des del principi, de manera que podeu evitar aquests errors de principiant.
Què és el Jerk. Configuració?
És un terme força complex i té descripcions diferents en funció del microprogramari que utilitzeu. Bàsicament és un valor d'aproximació que especifica el canvi de velocitat mínim que requereix acceleració.
El paràmetre Jerk mesura la velocitat a la qual el capçal d'impressió es mou des de la seva posició fixa. Com més gran sigui la configuració, més ràpid s'allunyarà d'una posició estable, com més baixa sigui la configuració, més lent es desplaçarà d'una posició estable.
També es pot conèixer com la velocitat mínima del capçal d'impressió. disminuirà la velocitat abans d'iniciar la velocitat en una direcció diferent. Penseu en això com un cotxe que condueix recte i després s'alenteix abans d'un gir.
Si el Tir és alt, el capçal d'impressió no s'alenteix tant abans de fer el canvi de direcció.
Quan es diu al capçal d'impressió que canviï la velocitat i la direcció al codi G, si la diferència de velocitatEls càlculs són inferiors al valor de Jerk especificat, hauria de passar "instantàniament".
Els valors de Jerk més alts us donen:
- Temps d'impressió reduïts
- Menys taques al vostre imprimeix
- Vibracions augmentades per canvis ràpids de direcció
- Funcionament més suau al voltant de cantonades i cercles
Els valors de Tirón més baixos us ofereixen:
- Menys esforços mecànics per a la vostra impressora
- Moviments més suaus
- Millor adherència del vostre filament en els canvis de direcció
- Menys soroll de la vostra impressora
- Menys passos perduts a mesura que feu pot obtenir amb valors més alts
Akeric va trobar que tenir un valor de Tiró de 10 donava el mateix temps d'impressió a una velocitat de 60 mm/s que un valor de Tiró de 40. Només quan va augmentar la velocitat d'impressió més enllà dels 60 mm/s. s a uns 90 mm/s, el valor de tir va donar diferències reals en els temps d'impressió.
Els valors alts per a la configuració de Jerk, bàsicament, signifiquen que el canvi de velocitat en cada direcció és massa ràpid, la qual cosa normalment provoca vibracions addicionals.
Hi ha pes de la pròpia impressora, així com de les parts mòbils, de manera que una combinació de pes i moviment ràpid no va massa bé per a la qualitat d'impressió.
La qualitat d'impressió negativa afecta la qualitat d'impressió. Veurem com a resultat d'aquestes vibracions s'anomenen fantasmes o ressò. He escrit un article ràpid sobre Com resoldre els fantasmes & Com arreglar les bandes/costes que passen per punts similars.
Quins problemes fan Tirón & AcceleracióConfiguració soluciona?
Ajustar la configuració d'acceleració i de tirada té tot un munt de problemes que resol, fins i tot coses que no coneixíeu com a problema.
Pot resoldre el següent:
- Superfície d'impressió rugosa
- Eliminació del timbre de les impressions (corbes)
- Pot fer que la vostra impressora sigui molt més silenciosa
- Elimineu el bamboleig Z a les impressions
- La solució de la línia de capes s'omet
- Evita que la impressora funcioni massa violentament o tremoli massa
- Hi ha molts problemes de qualitat d'impressió en general
Hi ha Hi ha molta gent que ha anat i ha ajustat la seva configuració d'acceleració i tirada i ha aconseguit una de les millors qualitats d'impressió que han tingut mai. De vegades, ni tan sols t'adones de la bona qualitat de la teva impressió fins que no l'obtens per primera vegada.
Es recomanaria provar aquesta solució i veure si et funciona. El pitjor que pot passar és que no funciona i només canvies la configuració, però amb una mica de prova i error hauríeu de poder reduir els problemes i augmentar la qualitat d'impressió.
El vídeo següent de The 3D Imprimeix General entra en els efectes Jerk & La configuració d'acceleració té la qualitat d'impressió.
Com puc obtenir l'acceleració perfecta i amp; Jerk Settings?
Hi ha determinades configuracions que s'han provat i provat al món de la impressió 3D. Això és fantàstic perquè vol dir que heu de fer poques proves per obtenir la millor configuracióVostè mateix.
Podeu utilitzar aquests paràmetres com a línia de base, aïllar l'acceleració o la sacsejada i, a continuació, augmentar-la o disminuir-la a poc a poc fins que obtingueu la qualitat desitjada.
Ara per la configuracions.
Per a la configuració de Jerk, hauríeu de provar 7 mm/s i veure com va.
Jerk X & Y hauria d'estar a 7. L'acceleració per a X, Y, Z s'hauria d'establir en 700.
Podeu anar directament al menú de la impressora, seleccionar la configuració de control i, a continuació, "moviment", veureu la vostra acceleració. i els paràmetres de tir.
Vegeu també: Millor Slicer per a l'Ender 3 (Pro/V2/S1) - Opcions gratuïtes- Vx – 7
- Vy – 7
- Vz – es pot deixar sol
- Amax X – 700
- Amax Y – 700
- Amax Z – es pot deixar sol
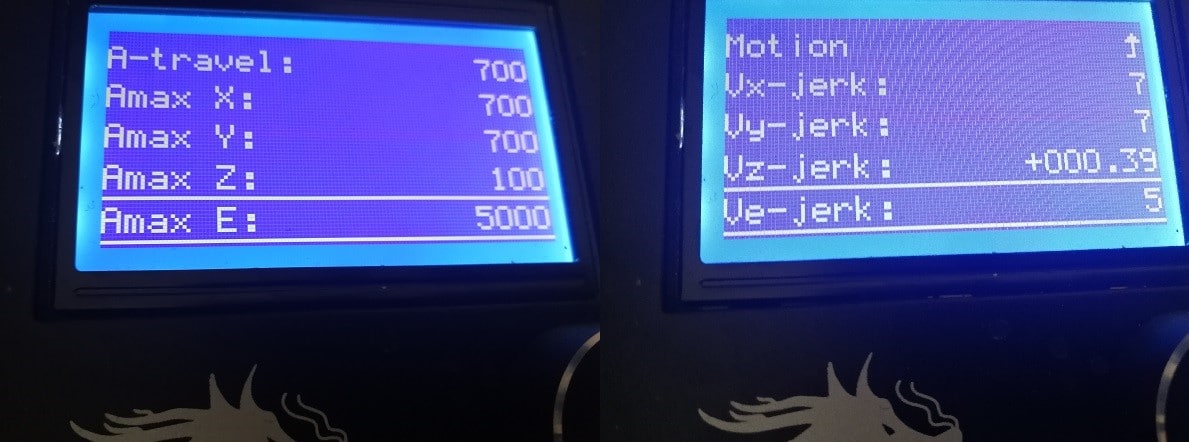 Acceleració i amp; Jerk Settings a Ender 3 Control Box
Acceleració i amp; Jerk Settings a Ender 3 Control BoxSi preferiu fer-ho al vostre slicer, Cura us permet canviar aquests valors sense entrar al vostre microprogramari o a la pantalla de control.
Només haureu d'entrar a Configuració de Cura i feu clic a Configuració avançada o Configuració personalitzada per veure els valors d'acceleració i tir de Cura. És similar a PrusaSlicer, però la configuració es troba a la pestanya "Configuració de la impressora".
En general, voleu fer-ho un per un. És bo començar amb el paràmetre d'impressió.
Si baixar el tir fa que les coses siguin massa lentes, podeu augmentar una mica la velocitat d'impressió per compensar-ho. Si només baixar el tir no soluciona el teu problema, baixa l'acceleració i mira quina diferència hi fa.
Algunes persones abandonen el Jerk.configuració a 0 & tenir una acceleració de 500 per obtenir bones impressions. Realment depèn de la vostra impressora i de com de ben ajustada i mantinguda estigui.
Mètode de cerca binari per obtenir un bon joc & Acceleració
L'algorisme de cerca binària és utilitzat habitualment pels ordinadors per cercar programes i es pot utilitzar en moltes aplicacions com aquesta aquí. Què fa, proporciona un mètode de calibratge fiable mitjançant l'ús de rangs i mitjanes.
Com utilitzar el mètode binari:
- Estableix un valor massa baix (L) i un que sigui massa alt (H)
- Traballeu el valor mitjà (M) d'aquest rang: (L+H) / 2
- Proveu d'imprimir amb el vostre valor M i vegeu els resultats
- Si M és massa alt, utilitzeu M com a nou valor H i viceversa si és massa baix
- Repetiu-ho fins que obtingueu el resultat desitjat
Pot trigar una mica, però un cop trobeu la configuració que funcioni millor per a la vostra impressora, pot marcar la diferència al món. Podreu estar orgullós de les vostres impressions i no tenir línies estranyes i ondulades i artefactes que afectin la vostra qualitat d'impressió.
És una bona idea desar-les com a perfil predeterminat al vostre programari de tall. Per tant, la propera vegada que vingueu a tallar la vostra següent impressió, s'introduirà automàticament a la configuració.
Us recomano que anoteu quina eren la configuració abans de canviar-la perquè sempre la pugueu tornar a canviar a en cas que no funcioni. Si ho has oblidat no és gran cosa perquèhi hauria d'haver una configuració predeterminada perquè torni a la configuració original.
Jerk & La configuració d'acceleració varia d'una impressora a una altra perquè tenen diferents dissenys, pesos, etc. Per exemple, la wiki de la impressora 3D diu que s'ha d'establir Jerk a 8 i l'acceleració a 800 per al Wanhao Duplicator i3.
Un cop hàgiu ajustat la vostra configuració, feu servir aquesta prova de fantasma per analitzar els nivells de fantasma i si és millor o pitjor.
Voleu cercar fantasmes de vores afilades (a les lletres, els forats i les cantonades).
Si teniu vibracions al vostre eix Y, es veurà a el costat X del cub. Si teniu vibracions a l'eix X, es veurà al costat Y del cub.
Proveu i ajusteu lentament per obtenir la configuració correcta.
Utilitzar la soldadura d'arc per millorar. Corbes d'impressió 3D
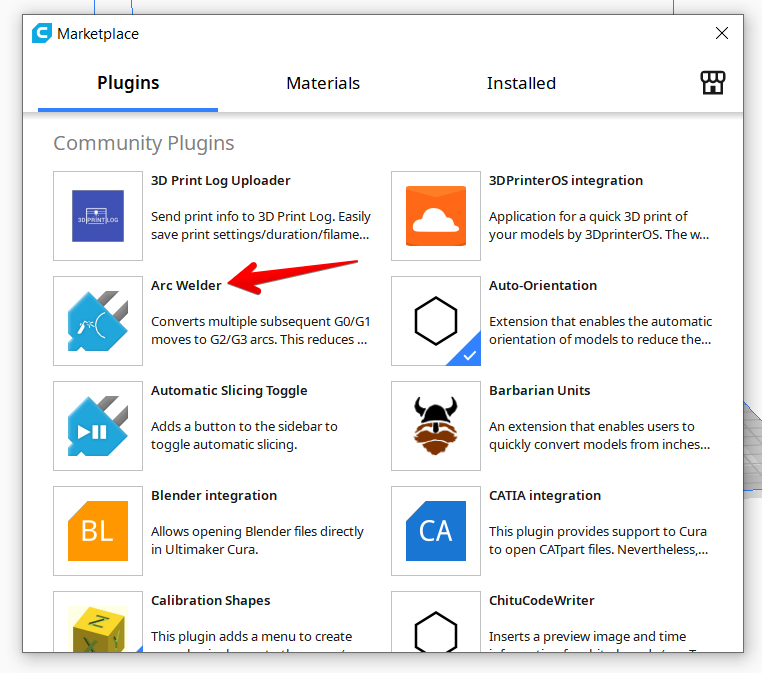
Hi ha un connector de Cura Marketplace anomenat Arc Welder que podeu utilitzar per millorar la qualitat d'impressió quan es tracta de corbes i arcs d'impressió en 3D específicament. Algunes impressions en 3D tindran corbes, que quan es tallen, es tradueixen en una sèrie d'ordres de codi G.
Els moviments de la impressora 3D estan formats principalment per G0 & Moviments G1 que són una sèrie de línies, però Arc Welder introdueix G2 & Moviments G3 que són corbes i arcs reals.
Vegeu també: Apreneu a modificar el codi G a Cura per a la impressió 3DNo només beneficia la qualitat d'impressió, sinó que ajuda a reduir les imperfeccions d'impressió, com ara els efectes fantasma/anellament al vostre 3D.models.
Aquí es veu quan instal·leu el connector i reinicieu Cura. Només cal que cerqueu la configuració als modes especials o cerqueu "Soldador d'arc" i marqueu la casella.
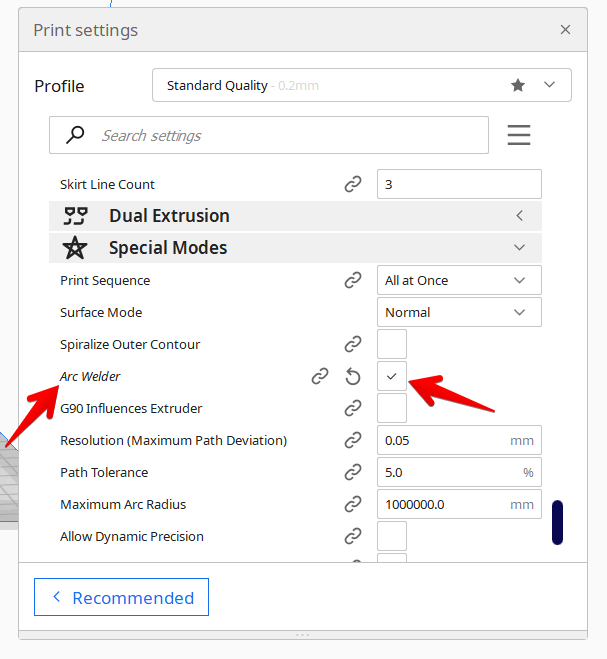
Apareixerà altres paràmetres que podeu ajustar si cal, en funció de principalment per millorar la qualitat o la configuració del microprogramari, però els valors predeterminats haurien de funcionar bé.
Mireu el vídeo següent per obtenir més detalls.
Si us agraden les impressions en 3D de gran qualitat, l'AMX3d us encantarà Kit d'eines d'impressora 3D de grau professional d'Amazon. És un conjunt bàsic d'eines d'impressió 3D que us ofereix tot el que necessiteu per eliminar, netejar i amp; acabeu les vostres impressions 3D.
Us ofereix la possibilitat de:
- Netejar fàcilment les vostres impressions 3D: kit de 25 peces amb 13 fulles de ganivet i 3 nanses, pinces llargues, punta d'agulla alicates i cola.
- Simplement traieu les impressions en 3D: deixeu de danyar les vostres impressions en 3D utilitzant una de les 3 eines d'eliminació especialitzades.
- Acabeu perfectament les vostres impressions en 3D: les 3 peces, 6 -La combinació d'eines de precisió de raspador/pica/ganivet pot entrar en petites esquerdes per obtenir un acabat excel·lent.
- Converteix-te en un professional de la impressió 3D!
