
विषयसूची
आपने अपने खराब गुणवत्ता वाले प्रिंट के लिए अनगिनत समाधान आजमाए हैं लेकिन कुछ भी काम नहीं कर रहा है। अब आप झटका और त्वरण नामक इन जादुई सेटिंग्स पर ठोकर खा चुके हैं और सोचते हैं कि यह सिर्फ मदद कर सकता है। यह निश्चित रूप से एक संभावना है और इसने कई लोगों को उच्च गुणवत्ता वाले प्रिंट प्राप्त करने में मदद की है।
मैं सही जर्क कैसे प्राप्त करूं? त्वरण सेटिंग्स? परीक्षण और त्रुटि के आधार पर यह पाया गया है कि x और y-अक्ष के लिए 7 की जर्क सेटिंग और 700 का त्वरण अधिकांश 3D प्रिंटरों के लिए प्रिंटिंग समस्याओं को हल करने के लिए बहुत अच्छी तरह से काम करता है। शुरुआत करने के लिए यह एक अच्छी आधार रेखा है, लेकिन सेटिंग्स को सही करने के लिए आपके 3डी प्रिंटर में कुछ सुधार की आवश्यकता हो सकती है।
यह आपके झटका और त्वरण सेटिंग्स के लिए संक्षिप्त उत्तर है जो आपको तैयार करना चाहिए। इन सेटिंग्स के बारे में कुछ महत्वपूर्ण जानकारी जानने के लिए पढ़ना जारी रखना एक अच्छा विचार है, जैसे कि वे वास्तव में क्या बदलते हैं, वे कौन सी समस्याएं हल करते हैं और अधिक।
क्या आप एंडर 3 के लिए सबसे अच्छा झटका और त्वरण सेटिंग्स की तलाश कर रहे हैं V2 या इसी तरह का 3D प्रिंटर, यह एक अच्छा प्रारंभिक बिंदु होना चाहिए।
मैंने गुणवत्ता खोए बिना अपने 3D प्रिंट को गति देने के 8 तरीकों के बारे में एक लेख लिखा था, जिसे आप अपनी 3D प्रिंटिंग यात्रा के लिए उपयोगी पा सकते हैं।
यह सभी देखें: छेदों को ठीक करने के 9 तरीके & amp; 3डी प्रिंट की शीर्ष परतों में अंतरालअगर आप अपने 3डी प्रिंटर के लिए कुछ बेहतरीन टूल और एक्सेसरीज देखने में रुचि रखते हैं, तो आप उन्हें यहां (अमेज़ॅन) क्लिक करके आसानी से पा सकते हैं।
क्या हैत्वरण सेटिंग?
त्वरण सेटिंग यह मापती है कि आपके प्रिंट हेड की गति कितनी तेज़ है, जो आपकी स्लाइसर सेटिंग में आपके निर्दिष्ट 3D प्रिंटर की गति द्वारा सीमित है।
सेटिंग जितनी अधिक होगी, प्रिंट हेड उतनी ही तेज़ी से काम करेगा इसकी अधिकतम गति तक पहुंचें, सेटिंग जितनी कम होगी, प्रिंट हेड उतना ही धीमा अपनी अधिकतम गति तक पहुंचेगा।
कई बार 3डी प्रिंटिंग के दौरान आपकी शीर्ष गति तक नहीं पहुंच पाती है, विशेष रूप से छोटी वस्तुओं के कारण त्वरण का पूरा उपयोग करने के लिए तय की गई अधिक दूरी नहीं है।
यह एक कार के त्वरण के समान है, जहां अगर एक कार अधिकतम 100 किलोमीटर प्रति घंटे की रफ्तार से जा सकती है, लेकिन आपकी यात्रा में कई मोड़ हैं, आपको अधिकतम गति प्राप्त करने में कठिनाई होगी।
क्यूरा स्लाइसर में, वे कहते हैं कि 'त्वरण नियंत्रण' को सक्षम करने से प्रिंट गुणवत्ता की कीमत पर प्रिंटिंग समय कम हो सकता है। दूसरी तरफ हम उम्मीद कर सकते हैं कि प्रिंट गुणवत्ता में वृद्धि के लाभ पर हमारे त्वरण में सुधार होगा।
आपके स्लाइसर का वास्तव में त्वरण के साथ बहुत कुछ नहीं है, जहाँ तक कहने के लिए जी-कोड का उत्सर्जन होता है प्रिंट हेड कहां और किस गति से जाना चाहिए। यह फ़र्मवेयर है जो गति की सीमा तय करता है और यह तय करता है कि दी गई गति पर कितनी तेज़ी से गति बढ़ानी है।
आपके प्रिंटर पर प्रत्येक अक्ष में अलग-अलग गति, त्वरण और झटका सेटिंग्स हो सकती हैं। एक्स और वाई अक्ष सेटिंग्स आम तौर पर समान होती हैं; अन्यथा आपके प्रिंट पर अलग-अलग विशेषताएं निर्भर हो सकती हैंभाग उन्मुखीकरण।
इसकी सीमाएँ हैं कि आप कितना अधिक त्वरण सेट कर सकते हैं, विशेष रूप से 45 डिग्री से बड़े कोण पर प्रिंट करते समय।
विभिन्न 3डी प्रिंटिंग मुद्दों से जूझ रहे लोगों के लिए, आप चाहते होंगे कि आदर्श 3डी प्रिंटिंग परिणाम प्राप्त करने की दिशा में अधिक मार्गदर्शन। मैंने एक कोर्स बनाया है जो फिलामेंट प्रिंटिंग 101 नामक एक कोर्स के लिए उपलब्ध है: फिलामेंट प्रिंटिंग के लिए शुरुआती गाइड जो आपको कुछ बेहतरीन 3डी प्रिंटिंग प्रथाओं के बारे में बताता है, ताकि आप उन शुरुआती गलतियों से बच सकें।
जर्क क्या है सेटिंग?
यह काफी जटिल शब्द है और आपके द्वारा उपयोग किए जा रहे फर्मवेयर के आधार पर इसके अलग-अलग विवरण हैं। यह मूल रूप से एक अनुमानित मूल्य है जो न्यूनतम गति परिवर्तन निर्दिष्ट करता है जिसके लिए त्वरण की आवश्यकता होती है।
जर्क सेटिंग उस गति को मापती है जिस पर आपका प्रिंट हेड अपनी स्थिर स्थिति से आगे बढ़ता है। सेटिंग जितनी अधिक होगी, वह स्थिर स्थिति से उतनी ही तेज़ी से हटेगा, सेटिंग जितनी कम होगी, स्थिर स्थिति से उतनी ही धीमी गति से हटेगा।
इसे आपके प्रिंट हेड की न्यूनतम गति के रूप में भी जाना जा सकता है किसी भिन्न दिशा में गति आरंभ करने से पहले धीमा हो जाएगा। इसे ऐसे समझें जैसे कोई कार सीधी चलती है, फिर मोड़ से पहले धीमी हो जाती है।
अगर जर्क अधिक है, तो दिशा बदलने से पहले आपका प्रिंट हेड उतना धीमा नहीं होगा।
कब गति में अंतर होने पर प्रिंट हेड को जी-कोड में गति और दिशा बदलने के लिए कहा जाता हैगणना निर्दिष्ट जर्क मान से कम है, यह 'तत्काल' होना चाहिए।
उच्च जर्क मान आपको देता है: प्रिंट्स
लोअर जर्क वैल्यू आपको देता है:
- आपके प्रिंटर पर यांत्रिक दबाव कम होता है
- चिकनी गति
- दिशा परिवर्तन पर आपके फिलामेंट के लिए बेहतर चिपकाव
- आपके प्रिंटर से कम शोर
- आप के कदम कम खोए उच्च मूल्यों के साथ प्राप्त हो सकता है
एकरिक ने पाया कि 10 के जर्क मूल्य ने 40 के जर्क मान के रूप में 60mm/s की गति पर समान मुद्रण समय दिया। केवल जब उसने मुद्रण की गति 60mm/ s से लगभग 90mm/s तक जर्क वैल्यू ने प्रिंटिंग समय में वास्तविक अंतर दिया।
जर्क सेटिंग्स के लिए उच्च मूल्यों का मूल रूप से मतलब है कि प्रत्येक दिशा में गति का परिवर्तन बहुत तेज है, जिसके परिणामस्वरूप आमतौर पर अतिरिक्त कंपन होता है।<1
प्रिंटर के साथ-साथ चलने वाले हिस्सों से भी वजन होता है, इसलिए वजन और तेज गति का संयोजन प्रिंट गुणवत्ता के लिए बहुत अच्छा नहीं होता है।
नकारात्मक प्रिंट गुणवत्ता प्रभाव जो आपको देखेंगे क्योंकि इन्हीं स्पंदनों को भूत-प्रेत या प्रतिध्वनि कहते हैं। मैंने घोस्टिंग और amp को हल करने के तरीके पर एक त्वरित लेख लिखा है; समान बिंदुओं से गुजरने वाली बैंडिंग/रिबिंग को कैसे ठीक करें।
कौन सी समस्याएं झटका देती हैं और; त्वरणसेटिंग्स हल?
अपने एक्सीलरेशन और जर्क सेटिंग को एडजस्ट करने से कई सारी समस्याएं हल हो जाती हैं, यहां तक कि ऐसी चीजें भी जिन्हें आप एक समस्या के रूप में नहीं जानते थे।
यह निम्नलिखित को हल कर सकती है:
- रफ प्रिंट सतह
- प्रिंट (कर्व) से रिंगिंग को हटाना
- आपके प्रिंटर को काफी शांत बना सकता है
- प्रिंट में जेड-वॉबल को खत्म करें
- परत रेखा को ठीक करना छोड़ देता है
- अपने प्रिंटर को बहुत अधिक हिंसक रूप से चलने या बहुत अधिक हिलने से रोकें
- सामान्य रूप से प्रिंट गुणवत्ता की कई समस्याएं
वहाँ ऐसे बहुत से लोग हैं जिन्होंने जाकर अपनी एक्सलरेशन और जर्क सेटिंग्स को एडजस्ट किया और उन्हें अब तक की कुछ बेहतरीन प्रिंट क्वालिटी मिली। कभी-कभी आपको यह एहसास भी नहीं होता है कि आपकी प्रिंट गुणवत्ता तब तक कितनी अच्छी हो सकती है जब तक कि आप वास्तव में इसे पहली बार प्राप्त नहीं कर लेते।
मैं निश्चित रूप से इसे ठीक करने की कोशिश करने और यह देखने की सलाह दूंगा कि यह आपके लिए काम करता है या नहीं। सबसे बुरी बात यह हो सकती है कि यह काम नहीं करता है और आप बस अपनी सेटिंग्स को वापस बदल देते हैं, लेकिन कुछ परीक्षण और त्रुटि के साथ आप मुद्दों को कम करने और प्रिंट गुणवत्ता बढ़ाने में सक्षम होंगे।
द 3डी द्वारा नीचे दिया गया वीडियो प्रिंट जनरल जर्क & amp प्रभाव में जाता है; त्वरण सेटिंग्स प्रिंट गुणवत्ता पर होती हैं। जर्क सेटिंग्स?
यह सभी देखें: क्या 3D प्रिंटर उपयोग करने के लिए सुरक्षित है? सुरक्षित तरीके से 3D प्रिंट करने के टिप्सकुछ निश्चित कॉन्फ़िगरेशन हैं जिन्हें 3डी प्रिंटिंग की दुनिया में आजमाया और परखा जाता है। यह बहुत अच्छा है क्योंकि इसका मतलब है कि आपको सबसे अच्छी सेटिंग प्राप्त करने के लिए बहुत कम परीक्षण करना होगा
आप इन सेटिंग्स को आधार रेखा के रूप में उपयोग कर सकते हैं, त्वरण या झटके को अलग कर सकते हैं, फिर इसे थोड़ा-थोड़ा करके बढ़ा या घटा सकते हैं जब तक कि आप अपनी वांछित गुणवत्ता प्राप्त नहीं कर लेते।
अब इसके लिए सेटिंग्स।
अपनी जर्क सेटिंग के लिए आपको 7mm/s की कोशिश करनी चाहिए और देखना चाहिए कि यह कैसे जाता है।
Jerk X & Y 7 पर होना चाहिए। X, Y, Z के लिए त्वरण 700 पर सेट होना चाहिए।
आप सीधे अपने प्रिंटर पर अपने मेनू में जा सकते हैं, नियंत्रण सेटिंग का चयन करें, फिर 'गति' आपको अपना त्वरण देखना चाहिए और जर्क सेटिंग्स।
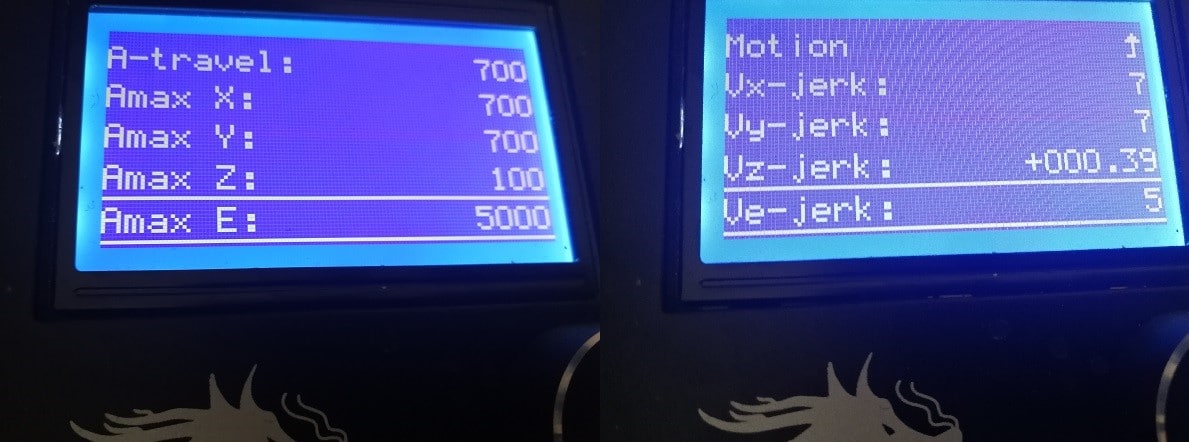 त्वरण और; एंडर 3 कंट्रोल बॉक्स पर जर्क सेटिंग्स
त्वरण और; एंडर 3 कंट्रोल बॉक्स पर जर्क सेटिंग्स यदि आप इसे अपने स्लाइसर में करना चाहते हैं, तो कुरा आपको अपने फ़र्मवेयर या नियंत्रण स्क्रीन में जाए बिना इन मानों को बदलने की अनुमति देता है।
आपको बस इसमें जाना होगा क्यूरा सेटिंग्स और अपने क्यूरा झटका और त्वरण मूल्यों को देखने के लिए उन्नत सेटिंग्स, या कस्टम सेटिंग्स पर क्लिक करें। यह PrusaSlicer में समान है, लेकिन सेटिंग्स "प्रिंटर सेटिंग" टैब में हैं।
आमतौर पर आप इसे एक-एक करके करना चाहते हैं। झटका सेटिंग के साथ शुरुआत करना अच्छा होता है।
अगर झटका कम करने से चीज़ें बहुत धीमी हो जाती हैं, तो आप इसकी भरपाई के लिए अपनी प्रिंट गति को कुछ हद तक बढ़ा सकते हैं। अगर सिर्फ झटका कम करने से आपकी समस्या ठीक नहीं होती है, तो त्वरण कम करें और देखें कि इससे क्या फर्क पड़ता है।
कुछ लोग झटका छोड़ देते हैं0 & अच्छे प्रिंट प्राप्त करने के लिए 500 का त्वरण रखें। यह वास्तव में आपके प्रिंटर पर निर्भर करता है और यह कितनी अच्छी तरह से ट्यून और रखरखाव किया गया है।
अच्छा जर्क और amp प्राप्त करने के लिए बाइनरी खोज विधि; त्वरण
बाइनरी खोज एल्गोरिद्म आमतौर पर कंप्यूटर द्वारा प्रोग्राम खोजने के लिए उपयोग किया जाता है और इसका उपयोग कई अनुप्रयोगों में किया जा सकता है जैसे कि यहां यह। यह रेंज और औसत का उपयोग करके एक विश्वसनीय अंशांकन विधि क्या देता है।
बाइनरी विधि का उपयोग कैसे करें:
- एक मान स्थापित करें जो बहुत कम (L) है और एक वह है बहुत अधिक (H)
- इस श्रेणी के मध्य मान (M) की गणना करें: (L+H) / 2
- अपने M मान पर प्रिंट करने का प्रयास करें और परिणाम देखें
- यदि M बहुत अधिक है, तो M को अपने नए H मान के रूप में उपयोग करें और इसके विपरीत यदि बहुत कम है
- इसे तब तक दोहराएं जब तक आपको अपना वांछित परिणाम न मिल जाए
इसमें कुछ समय लग सकता है लेकिन एक बार जब आपको ऐसी सेटिंग्स मिल जाती हैं जो आपके प्रिंटर के लिए सबसे अच्छा काम करती हैं, तो यह एक अंतर की दुनिया बना सकती है। आप अपने प्रिंट पर गर्व कर सकेंगे और आपकी प्रिंट गुणवत्ता को खराब करने वाली अजीब, लहराती रेखाएं और कलाकृतियां नहीं होंगी।
उन्हें अपने स्लाइसिंग सॉफ़्टवेयर में एक डिफ़ॉल्ट प्रोफ़ाइल के रूप में सहेजना एक अच्छा विचार है। इसलिए, अगली बार जब आप अपने अगले प्रिंट को काटने के लिए आएंगे, तो यह स्वचालित रूप से सेटिंग्स में इनपुट हो जाएगा।
मैं आपको सलाह देता हूं कि आप इसे बदलने से पहले यह लिख लें कि सेटिंग्स क्या थीं ताकि आप इसे हमेशा वापस बदल सकें। मामला यह काम नहीं करता। यदि आप इसे भूल गए तो कोई बड़ी बात नहीं है क्योंकिइसे मूल सेटिंग पर वापस जाने के लिए एक डिफ़ॉल्ट सेटिंग होनी चाहिए।
Jerk & त्वरण सेटिंग्स प्रिंटर से प्रिंटर में भिन्न होती हैं क्योंकि उनके पास अलग-अलग डिज़ाइन, वज़न और बहुत कुछ होता है। उदाहरण के लिए, 3डी प्रिंटर विकी कहता है कि वन्हाओ डुप्लीकेटर i3 के लिए जर्क को 8 पर और एक्सेलेरेशन को 800 पर सेट करें। बेहतर या बदतर।
आप नुकीले किनारों (अक्षरों, डिम्पल और कोनों पर) के घोस्टिंग की तलाश करना चाहते हैं।
यदि आपके वाई-अक्ष पर कंपन है, तो यह पर देखा जाएगा घन का एक्स पक्ष। यदि आपके X-अक्ष पर कंपन है, तो यह घन के Y तरफ दिखाई देगा।
सेटिंग्स को ठीक करने के लिए धीरे-धीरे परीक्षण करें और समायोजित करें।
सुधारने के लिए आर्क वेल्डर का उपयोग करना 3डी प्रिंटिंग कर्व्स
आर्क वेल्डर नामक एक क्यूरा मार्केटप्लेस प्लगइन है जिसका उपयोग आप विशेष रूप से 3डी प्रिंटिंग कर्व्स और आर्क्स की छपाई की गुणवत्ता में सुधार के लिए कर सकते हैं। कुछ 3D प्रिंट में वक्र होंगे, जो कटा हुआ होने पर, G-कोड कमांड की एक श्रृंखला में परिवर्तित हो जाते हैं। G1 संचलन जो रेखाओं की एक श्रृंखला है, लेकिन आर्क वेल्डर ने G2 & G3 मूवमेंट जो वास्तविक कर्व और आर्क हैं।
यह न केवल प्रिंटिंग गुणवत्ता को लाभ पहुंचाता है, बल्कि आपके 3D में घोस्टिंग/रिंगिंग जैसी प्रिंट खामियों को कम करने में मदद करता है।मॉडल।
जब आप प्लगइन स्थापित करते हैं और क्यूरा को पुनरारंभ करते हैं तो यह यहां दिखता है। बस विशेष मोड में या "आर्क वेल्डर" की खोज करके सेटिंग ढूंढें और बॉक्स को चेक करें।
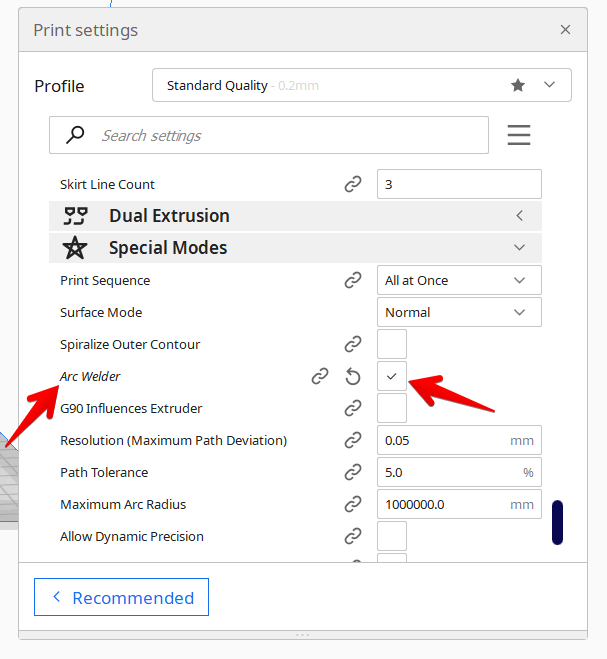
यह कुछ अन्य सेटिंग्स लाता है जिन्हें आप आवश्यकतानुसार समायोजित कर सकते हैं, आधारित मुख्य रूप से गुणवत्ता या फर्मवेयर सेटिंग्स में सुधार पर, लेकिन डिफ़ॉल्ट ठीक काम करना चाहिए।
अधिक विवरण के लिए नीचे दिया गया वीडियो देखें।
यदि आपको अच्छी गुणवत्ता वाले 3D प्रिंट पसंद हैं, तो आप AMX3d को पसंद करेंगे। अमेज़न से प्रो ग्रेड 3डी प्रिंटर टूल किट। यह 3डी प्रिंटिंग टूल्स का एक स्टेपल सेट है जो आपको वह सब कुछ देता है जो आपको हटाने, साफ करने और साफ करने के लिए चाहिए। अपने 3डी प्रिंट को पूरा करें।
यह आपको निम्नलिखित करने की क्षमता देता है:
- अपने 3डी प्रिंट को आसानी से साफ करें - 13 चाकू ब्लेड और 3 हैंडल, लंबी चिमटी, सुई नाक के साथ 25-पीस किट सरौता, और गोंद छड़ी।
- बस 3डी प्रिंट हटा दें - 3 विशेष निष्कासन उपकरणों में से किसी एक का उपयोग करके अपने 3डी प्रिंट को नुकसान पहुंचाना बंद करें।
- अपने 3डी प्रिंट को पूरी तरह से खत्म करें - 3-पीस, 6 -टूल प्रिसिशन स्क्रैपर/पिक/नाइफ ब्लेड कॉम्बो एक बेहतरीन फिनिश प्राप्त करने के लिए छोटी दरारों में जा सकता है।
- 3डी प्रिंटिंग विशेषज्ञ बनें!
