
Satura rādītājs
Jūs esat izmēģinājis neskaitāmus risinājumus sliktas kvalitātes izdrukām, bet šķiet, ka nekas nedarbojas. Tagad jūs esat nonācis pie šiem maģiskajiem iestatījumiem, ko sauc par bremzēšanu un paātrināšanu, un domājat, ka tas varētu palīdzēt. Tā noteikti ir iespēja, un tā ir palīdzējusi daudziem cilvēkiem iegūt augstas kvalitātes izdrukas.
Kā iegūt perfektu paātrinājuma iestatījumu? Balstoties uz izmēģinājumiem un kļūdām, ir konstatēts, ka lielākajai daļai 3D printeru drukāšanas problēmu risināšanai ļoti labi darbojas x un y asīm iestatīts 7 grūdienu iestatījums un 700 paātrinājums. Tas ir labs sākumpunkts, ar ko sākt, taču, lai iestatījumi būtu perfekti, 3D printeri var nākties nedaudz pielāgot.
Šī ir īsa atbilde par jūsu žūpošanas un paātrināšanas iestatījumiem, kas jums būtu jāsagatavo. Ir labi turpināt lasīt, lai uzzinātu svarīgāko informāciju par šiem iestatījumiem, piemēram, ko tie patiesībā maina, kādas problēmas tie risina un daudz ko citu.
Neatkarīgi no tā, vai meklējat labākos trīcēšanas un paātrināšanas iestatījumus Ender 3 V2 vai līdzīgam 3D printerim, šim vajadzētu būt labam sākumpunktam.
Es uzrakstīju rakstu par 8 veidiem, kā paātrināt 3D printēšanu, nezaudējot kvalitāti, kas jums var būt noderīgs jūsu 3D printēšanas ceļojumā.
Ja jūs interesē daži no labākajiem 3D printeru rīkiem un piederumiem, varat tos viegli atrast, noklikšķinot šeit (Amazon).
Kas ir paātrinājuma iestatījums?
Ar paātrinājuma iestatījumu nosaka, cik ātri paātrinās drukas galviņa, un to ierobežo jūsu 3D printera iestatījumos norādītais ātrums.
Jo augstāks iestatījums, jo ātrāk drukas galviņa sasniegs maksimālo ātrumu, jo zemāks iestatījums, jo lēnāk drukas galviņa sasniegs maksimālo ātrumu.
Daudzos gadījumos 3D drukāšanas laikā maksimālais ātrums netiks sasniegts, jo īpaši mazāku objektu gadījumā, jo nav jāveic liels attālums, lai pilnībā izmantotu paātrinājumu.
Tas ir ļoti līdzīgi kā ar automašīnas paātrinājumu - ja automašīna var sasniegt maksimālo ātrumu 100 km/h, bet braucienā ir daudz pagriezienu, jums būs grūti sasniegt maksimālo ātrumu.
Cura griezumā ir norādīts, ka, iespējojot "paātrinājuma kontroli", var samazināt drukāšanas laiku uz drukas kvalitātes rēķina. Cerams, ka mēs, no otras puses, varam uzlabot mūsu paātrinājumu uz drukas kvalitātes uzlabošanas rēķina.
Slīderim patiesībā nav daudz sakara ar paātrinājumu, jo tas izstaro G-kodu, kas norāda, kur drukas galviņai jābrauc un ar kādu ātrumu. Tā ir programmaparatūra, kas nosaka ātruma ierobežojumus un lemj, cik ātri paātrināties līdz noteiktam ātrumam.
Katrai jūsu printera asij var būt dažādi ātruma, paātrinājuma un grūdiena iestatījumi. X un Y ass iestatījumi parasti ir vienādi, pretējā gadījumā jūsu izdrukām var būt atšķirīgas funkcijas atkarībā no detaļas orientācijas.
Ir ierobežojumi, cik lielu paātrinājumu var iestatīt, īpaši, ja drukāšana notiek leņķī, kas lielāks par 45 grādiem.
Cilvēkiem, kas cīnās ar dažādām 3D drukāšanas problēmām, iespējams, esat vēlējies saņemt vairāk norādījumu, lai iegūtu ideālus 3D drukāšanas rezultātus. Es izveidoju kursu, kas ir pieejams, lai to saņemtu, ar nosaukumu Filament Printing 101: Beginner's Guide to Filament Printing (Filamentu drukāšana 101: iesācēja ceļvedis filamentu drukāšanā), kurā jūs iepazīstināšu ar dažām labākajām 3D drukāšanas praksēm jau pašā sākumā, lai jūs varētu izvairīties no šīm iesācēju kļūdām.
Kas ir "Jerk" iestatījums?
Tas ir diezgan sarežģīts termins, un tam ir dažādi apraksti atkarībā no tā, kādu programmaparatūru izmantojat. Būtībā tā ir aptuvena vērtība, kas norāda minimālo ātruma izmaiņu, kurai nepieciešama paātrināšana.
Ar "Jerk" iestatījumu mēra ātrumu, ar kādu drukas galviņa pārvietojas no nekustīgas pozīcijas. Jo augstāks iestatījums, jo ātrāk tā pārvietojas no stabilas pozīcijas, bet jo zemāks iestatījums, jo lēnāk tā pārvietojas no stabilas pozīcijas.
To var dēvēt arī par minimālo ātrumu, ar kādu drukas galviņa palēninās ātrumu pirms ātruma uzsākšanas citā virzienā. Iedomājieties to kā automašīnu, kas brauc taisni un pēc tam palēnina ātrumu pirms pagrieziena.
Ja "Jerk" ir liels, drukas galviņa pirms virziena maiņas tik ļoti nepalēnināsies.
Kad drukas galviņai G kodā ir uzdots mainīt ātrumu un virzienu, ja ātruma aprēķinu starpība ir mazāka par norādīto Jerk vērtību, tam jānotiek "momentāni".
Augstākas Jerk vērtības sniedz:
- Samazināts drukāšanas laiks
- Mazāk plankumu izdrukās
- Pastiprināta vibrācija, ko rada straujas virziena maiņas
- Vienmērīgāka darbība ap līkumiem un apļiem
Zemākas Jerk vērtības dod jums:
- Mazāka mehāniskā slodze printerim
- Vienmērīgākas kustības
- Labāka filamentu saķere, mainot virzienu.
- Mazāk trokšņa no printera
- Mazāk zaudēto soļu, kā tas var notikt, ja tiek izmantotas lielākas vērtības.
Akeric konstatēja, ka, izmantojot Jerk vērtību 10, pie 60 mm/s ātruma drukāšanas laiks bija vienāds ar Jerk vērtību 40. Tikai tad, kad viņš palielināja drukāšanas ātrumu virs 60 mm/s līdz aptuveni 90 mm/s, Jerk vērtība radīja reālas atšķirības drukāšanas laikā.
Augstas "Jerk" iestatījumu vērtības būtībā nozīmē, ka ātruma maiņa katrā virzienā ir pārāk ātra, kas parasti rada papildu vibrācijas.
Svaru rada pats printeris, kā arī kustīgās daļas, tāpēc svara un ātras kustības kombinācija neveicina drukas kvalitāti.
Negatīvo drukas kvalitātes efektu, ko redzēsiet šo vibrāciju rezultātā, sauc par spoku vai atbalss efektu. Esmu uzrakstījis īsu rakstu par to, kā atrisināt spoku efektu & amp; Kā novērst joslu/pārklāšanos, kurā aplūkoti līdzīgi jautājumi.
Kādas problēmas risina "Jerk & amp; paātrinājuma iestatījumi"?
Paātrinājuma un trīces iestatījumu pielāgošana ļauj atrisināt virkni problēmu, pat tādu, par kurām jūs nezinājāt, ka tās rada problēmas.
Ar to var atrisināt šādus jautājumus:
- Rupja drukas virsma
- Zvanu novēršana izdrukās (līknes)
- Var padarīt printeri daudz klusāku
- Z svārstību novēršana izdrukās
- Slāņa līnijas izlaižu labošana
- Pārtrauciet pārāk strauju printera darbību vai pārāk spēcīgu kratīšanu.
- Daudzas drukas kvalitātes problēmas kopumā
Ir daudz cilvēku, kuri ir pielāgojuši paātrinājuma un trīcēšanas iestatījumus un ieguvuši vienu no labākajām drukas kvalitātēm, kāda jebkad ir bijusi. Dažreiz jūs pat nesaprotat, cik laba var būt drukas kvalitāte, līdz to faktiski saņemat pirmo reizi.
Es noteikti ieteiktu izmēģināt šo risinājumu un pārbaudīt, vai tas jums derēs. Sliktākais, kas var notikt, ir tas, ka tas nedarbojas un jūs vienkārši maināt iestatījumus atpakaļ, taču ar dažiem izmēģinājumiem un kļūdām jums vajadzētu samazināt problēmas un uzlabot drukas kvalitāti.
Zemāk redzamajā The 3D Print General videoklipā ir aplūkota ietekme, kāda drukas kvalitātei ir Jerk & amp; paātrinājuma iestatījumi.
Kā iegūt ideālus paātrinājuma un grūdiena iestatījumus?
3D drukāšanas pasaulē ir zināmas konfigurācijas, kas ir pārbaudītas un izmēģinātas. Tas ir lieliski, jo tas nozīmē, ka jums ir jāveic ļoti maz izmēģinājumu, lai iegūtu sev piemērotākos iestatījumus.
Varat izmantot šos iestatījumus kā atskaites punktu, izolēt paātrinājumu vai grūdienu, pēc tam tos pakāpeniski palielināt vai samazināt, līdz tiek sasniegta vēlamā kvalitāte.
Tagad par iestatījumiem.
Jums vajadzētu pamēģināt 7 mm/s un redzēt, kā jums veiksies.
Jerk X & amp; Y jābūt 7. X, Y, Z paātrinājumam jābūt iestatītam uz 700.
Varat doties tieši uz sava printera izvēlni, atlasīt vadības iestatījumus, pēc tam "kustība", lai redzētu paātrinājuma un grūdiena iestatījumus.
- Vx - 7
- Vīrieši - 7
- Vz - var atstāt mierā
- Amax X - 700
- Amax Y - 700
- Amax Z - var atstāt vienatnē
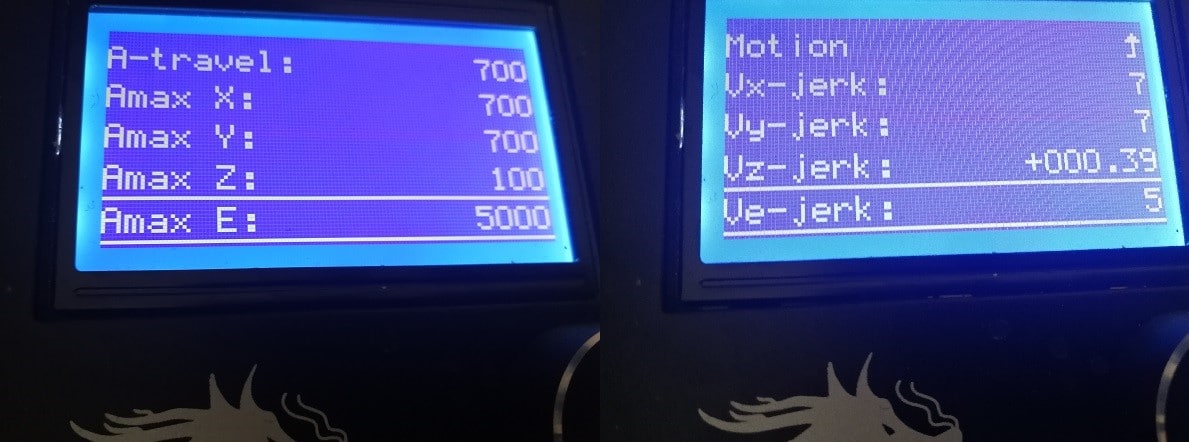 Paātrinājuma & amp; Jerk iestatījumi Ender 3 vadības panelī
Paātrinājuma & amp; Jerk iestatījumi Ender 3 vadības panelī Ja vēlaties to izdarīt griezējprogrammā, Cura ļauj mainīt šīs vērtības, neieejot programmaparatūras vai vadības ekrānā.
Jums vienkārši būs jāiet uz Cura iestatījumiem un jānoklikšķina uz papildu iestatījumiem vai pielāgojamiem iestatījumiem, lai apskatītu savas Cura trīces un paātrinājuma vērtības. Līdzīgi ir PrusaSlicer programmā, taču iestatījumi ir cilnē "Printera iestatījumi".
Parasti jūs vēlaties to darīt pa vienam. Vispirms ir labi sākt ar džekera iestatījumu.
Ja, samazinot lēcienu, darbs kļūst pārāk lēns, varat nedaudz palielināt drukāšanas ātrumu, lai to kompensētu. Ja, samazinot lēcienu, problēma netiek atrisināta, tad samaziniet paātrinājumu un skatieties, kāda būs atšķirība.
Daži cilvēki atstāj Jerk iestatījumus 0 & amp; lai iegūtu labas izdrukas, paātrinājums ir 500. Tas patiešām ir atkarīgs no jūsu printera un no tā, cik labi tas ir noregulēts un uzturēts.
Binary meklēšanas metode, lai iegūtu labu Jerk & amp; paātrinājums
Bināro meklēšanas algoritmu parasti izmanto datoros, lai meklētu programmas, un to var izmantot daudzās lietojumprogrammās, piemēram, šajā gadījumā. Tas nodrošina uzticamu kalibrēšanas metodi, izmantojot diapazonus un vidējos lielumus.
Kā izmantot bināro metodi:
- Noteikt pārāk zemu (L) un pārāk augstu (H) vērtību.
- Nosakiet šī diapazona vidējo vērtību (M): (L+H) / 2.
- Izmēģiniet drukāt ar savu M vērtību un apskatiet rezultātus.
- Ja M ir pārāk liels, izmantojiet M kā jauno H vērtību, un otrādi, ja M ir pārāk mazs.
- Atkārtojiet šo darbību, līdz tiek sasniegts vēlamais rezultāts.
Tas var prasīt zināmu laiku, taču, kad atradīsiet iestatījumus, kas vislabāk atbilst jūsu printerim, tas var būtiski mainīt situāciju. Jūs varēsiet lepoties ar savām izdrukām, un jūsu drukas kvalitāti vairs neietekmēs dīvainas, viļņainas līnijas un artefakti.
Laba ideja ir saglabāt tos kā noklusējuma profilu griezējprogrammā. Tādējādi nākamreiz, kad nākamo reizi sāksiet griezt savu nākamo izdruku, tas tiks automātiski ievadīts iestatījumos.
Pirms iestatījumu maiņas iesaku pierakstīt, kādi bija iestatījumi, lai vienmēr varētu tos mainīt atpakaļ gadījumā, ja tas nedarbojas. Ja esat aizmirsis, tas nav nekas nopietns, jo vajadzētu būt noklusējuma iestatījumam, kas ļauj atgriezties pie sākotnējiem iestatījumiem.
Jerk & amp; paātrinājuma iestatījumi atšķiras atkarībā no printera, jo tiem ir atšķirīgs dizains, svars utt. Piemēram, 3D Printer Wiki norāda, ka Wanhao Duplicator i3 printerim Jerk jāiestata uz 8, bet paātrinājums uz 800.
Kad esat nokārtojis iestatījumus, izmantojiet šo spoku testu, lai analizētu spoku līmeņus un to, vai tie ir labāki vai sliktāki.
Vēlaties, lai uz asām malām (uz burtiem, bedrītēm un stūriem) būtu redzams spoku izgaismojums.
Ja jums ir vibrācijas uz Y ass, tās būs redzamas kuba X pusē. Ja jums ir vibrācijas uz X ass, tās būs redzamas kuba Y pusē.
Lēnām pārbaudiet un pielāgojiet iestatījumus, lai tie būtu pareizi.
Lokmetinātāja izmantošana 3D drukāšanas līkņu uzlabošanai
Ir pieejams Cura Marketplace spraudnis Arc Welder, ko varat izmantot, lai uzlabotu drukāšanas kvalitāti, jo īpaši attiecībā uz 3D drukāšanu ar līknēm un lokiem. Dažām 3D izdrukām ir līknes, kas, sagriežot tās šķēlēs, tiek pārveidotas par virkni G-koda komandu.
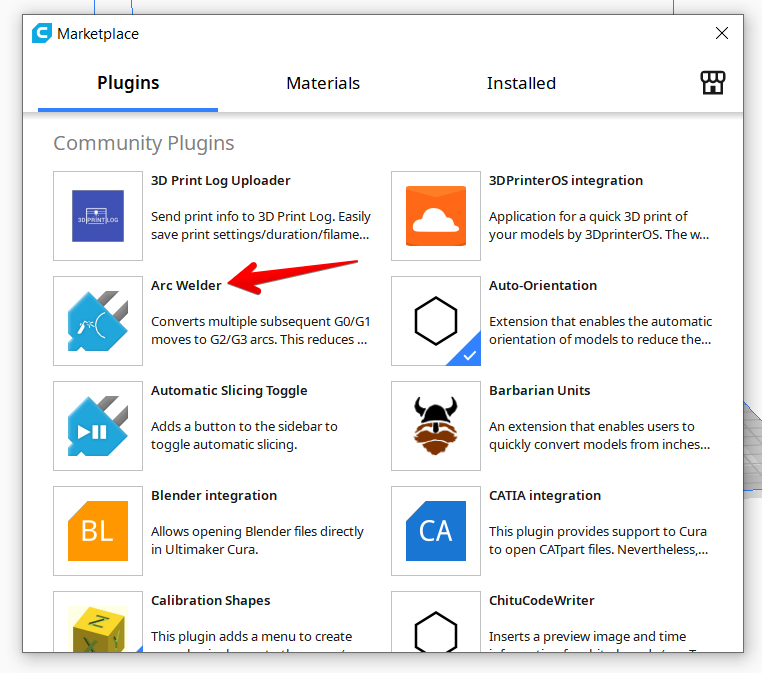
3D printera kustības galvenokārt veido G0 & amp; G1 kustības, kas ir līniju virkne, bet Arc Welder ievieš G2 & amp; G3 kustības, kas ir īstas līknes un loki.
Tas ne tikai uzlabo drukāšanas kvalitāti, bet arī palīdz samazināt drukas nepilnības, piemēram, spoku un gredzenu veidošanos jūsu 3D modeļos.
Skatīt arī: 4 veidi, kā salabot Cura neslīpēšanas modeliŠeit tas izskatās pēc spraudņa instalēšanas un Cura restartēšanas. Vienkārši atrodiet šo iestatījumu sadaļā Īpašie režīmi vai meklējot "Arc Welder" un atzīmējiet šo rūtiņu.
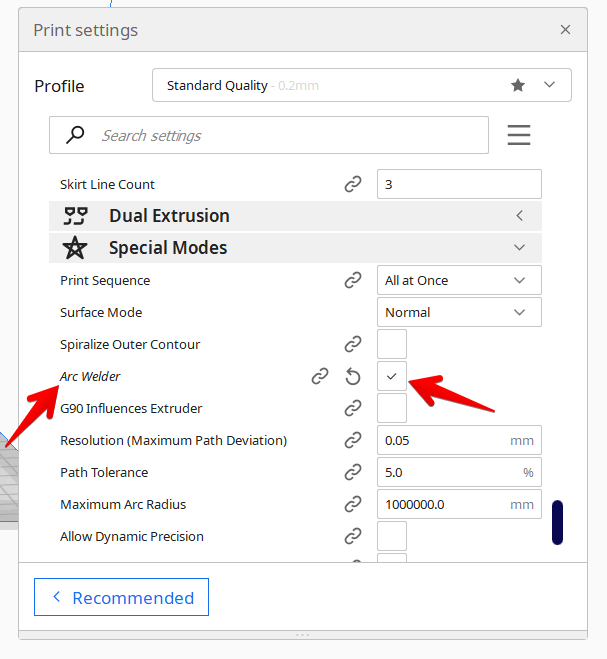
Tas parāda dažus citus iestatījumus, kurus pēc vajadzības varat pielāgot, galvenokārt pamatojoties uz kvalitātes uzlabošanu vai programmaparatūras iestatījumiem, taču noklusējuma iestatījumi būtu labi piemēroti.
Lai uzzinātu vairāk, skatiet zemāk redzamo videoklipu.
Ja jums patīk lieliskas kvalitātes 3D izdrukas, jums patiks AMX3d Pro Grade 3D printera rīku komplekts no Amazon. Tas ir galvenais 3D drukāšanas rīku komplekts, kas sniedz jums visu, kas nepieciešams, lai noņemtu, notīrītu un iztīrītu un pabeigtu 3D izdrukas.
Tā sniedz iespēju:
Skatīt arī: Vai darbojas 3D drukāti tālruņu futrāļi? Kā tos izgatavot?- Viegli notīriet 3D izdrukas - 25 detaļu komplekts ar 13 naža asmeņiem un 3 rokturiem, garu pinceti, adatu knaiblēm un līmes nūjiņu.
- Vienkārši noņemiet 3D izdrukas - pārtrauciet bojāt 3D izdrukas, izmantojot vienu no 3 specializētajiem noņemšanas rīkiem.
- Perfekti pabeidziet 3D izdrukas - ar trīsdaļīgo, 6 instrumentu precīzo skrāpi, dakšiņu un naža asmeņu kombināciju var iekļūt nelielās spraugās, lai iegūtu lielisku apdari.
- Kļūsti par 3D drukāšanas profesionāli!
