
सामग्री तालिका
तपाईंले आफ्नो खराब गुणस्तर प्रिन्टहरूको लागि अनगिन्ती समाधानहरू प्रयास गर्नुभएको छ तर केहि पनि काम गरिरहेको देखिँदैन। तपाईंले अब यी जादुई सेटिङहरूमा ठोकर खानुभएको छ जसलाई जर्क र एक्सेलेरेशन भनिन्छ र यसले मद्दत गर्न सक्छ भन्ने सोच्दछ। यो निश्चित रूपमा एक सम्भावना हो र यसले धेरै मानिसहरूलाई उच्च गुणस्तरको प्रिन्टहरू प्राप्त गर्न मद्दत गरेको छ।
म कसरी सही झटका प्राप्त गर्न सक्छु & एक्सेलेरेशन सेटिङ? परीक्षण र त्रुटिको आधारमा यो फेला परेको छ कि x र y-अक्षको लागि 7 को एक झटका सेटिङ र 700 को एक्सेलेरेशनले धेरै 3D प्रिन्टरहरूको लागि मुद्रण समस्याहरू समाधान गर्न धेरै राम्रोसँग काम गर्दछ। यो सुरु गर्नको लागि एक राम्रो आधाररेखा हो तर यसले सेटिङहरू उत्तम बनाउन तपाईंको थ्रीडी प्रिन्टरमा केही ट्वीकिंग लिन सक्छ।
यो तपाईंको झटका र एक्सेलेरेसन सेटिङहरूको छोटो जवाफ हो जसले तपाईंलाई तयार गर्नुपर्छ। यी सेटिङहरू बारे केही मुख्य जानकारीहरू सिक्न पढ्न जारी राख्नु राम्रो विचार हो जस्तै तिनीहरूले वास्तवमा के परिवर्तन गर्छन्, कुन समस्याहरू समाधान गर्छन् र थप। V2 वा यस्तै थ्रीडी प्रिन्टर, यो राम्रो सुरुवात बिन्दु हुनुपर्छ।
मैले आफ्नो थ्रीडी प्रिन्टिङको गुणस्तर नगुमाइकन गति बढाउने ८ तरिकाहरूको बारेमा एउटा लेख लेखेको छु जुन तपाईंले आफ्नो थ्रीडी प्रिन्टिङ यात्राको लागि उपयोगी पाउन सक्नुहुन्छ।
यदि तपाइँ तपाइँको 3D प्रिन्टरहरूको लागि केहि उत्कृष्ट उपकरणहरू र सहायक उपकरणहरू हेर्न इच्छुक हुनुहुन्छ भने, तपाइँ तिनीहरूलाई यहाँ क्लिक गरेर सजिलै फेला पार्न सक्नुहुन्छ (Amazon)।
के होएक्सेलेरेशन सेटिङ?
एक्सेलेरेशन सेटिङले तपाइँको प्रिन्ट हेडको गति कति छिटो बढ्छ, तपाइँको स्लाइसर सेटिङहरूमा तपाइँको तोकिएको थ्रीडी प्रिन्टर गतिद्वारा सीमित हुन्छ।
सेटिङ जति उच्च हुन्छ, प्रिन्ट हेड उति छिटो हुन्छ। यसको अधिकतम गतिमा जानुहोस्, कम सेटिङ, ढिलो प्रिन्ट हेडले यसको अधिकतम गति प्राप्त गर्नेछ।
धेरै पटक थ्रीडी प्रिन्टिङ गर्दा, विशेष गरी साना वस्तुहरू भएकाले तपाईंको शीर्ष गतिमा पुग्न सक्दैन। एक्सेलेरेसनको पूर्ण उपयोग गर्नको लागि धेरै दूरीको यात्रा गर्नु पर्दैन।
यो कारको एक्सेलेरेशनसँग धेरै मिल्दोजुल्दो छ, जहाँ कारले अधिकतम १०० किलोमिटर प्रतिघण्टाको गति लिन सक्छ, तर तपाईंको यात्रामा धेरै मोडहरू छन्, तपाईंलाई अधिकतम गतिमा पुग्न गाह्रो हुनेछ।
क्युरा स्लाइसरमा, उनीहरूले 'एक्सेलेरेशन कन्ट्रोल' सक्षम गर्नाले प्रिन्ट गुणस्तरको लागतमा प्रिन्टिङ समय घटाउन सक्छ भनी बताउँछन्। हामी अर्को तर्फ के आशा गर्न सक्छौं प्रिन्ट गुणस्तर बढाउनको फाइदामा हाम्रो एक्सेलेरेशनमा सुधार गर्नु हो।
तपाईंको स्लाइसरले वास्तवमा एक्सेलेरेशनसँग धेरै काम गर्दैन, जहाँसम्म भन्नको लागि G-code उत्सर्जित हुन्छ। प्रिन्ट हेड कहाँ जानुपर्छ र कुन गतिमा। यो फर्मवेयर हो जसले गतिको सीमा निर्धारण गर्छ र दिइएको गतिमा कति छिटो छिटो हुन्छ भन्ने निर्णय गर्छ।
तपाईँको प्रिन्टरको प्रत्येक अक्षमा फरक गति, एक्सेलेरेशन र जर्क सेटिङहरू हुन सक्छन्। X र Y अक्ष सेटिङहरू सामान्यतया समान छन्; अन्यथा तपाइँका प्रिन्टहरूमा निर्भर फरक सुविधाहरू हुन सक्छभाग अभिमुखीकरण।
तपाईले कति उच्च गतिमा प्रवेग सेट गर्न सक्नुहुन्छ भन्ने सीमाहरू छन्, विशेष गरी ४५ डिग्री भन्दा ठूला कोणहरूमा प्रिन्ट गर्दा।
विभिन्न थ्रीडी प्रिन्टिङ समस्याहरूसँग संघर्ष गरिरहेका मानिसहरूका लागि, तपाईंले चाहेको हुन सक्छ। आदर्श 3D मुद्रण परिणामहरू प्राप्त गर्न थप मार्गदर्शन। मैले फिलामेन्ट प्रिन्टिङ 101: फिलामेन्ट प्रिन्टिङका लागि प्रारम्भिक मार्गनिर्देशन उपलब्ध गराउने पाठ्यक्रम बनाएको छु जसले तपाईंलाई सुरुमै केही उत्कृष्ट 3D प्रिन्टिङ अभ्यासहरू मार्फत लैजान्छ, ताकि तपाईंले ती शुरुआती गल्तीहरूबाट बच्न सक्नुहुन्छ।
जर्क भनेको के हो। सेटिङ?
यो एकदम जटिल शब्द हो र तपाईले प्रयोग गरिरहनु भएको फर्मवेयरको आधारमा फरक विवरणहरू छन्। यो मूलतया एक अनुमानित मान हो जसले त्वरण आवश्यक पर्ने न्यूनतम गति परिवर्तन निर्दिष्ट गर्दछ।
जर्क सेटिङले तपाईंको प्रिन्ट हेड आफ्नो स्थिर स्थितिबाट सर्ने गति मापन गर्दछ। सेटिङ जति उच्च हुन्छ, यो स्थिर स्थितिबाट जति छिटो हट्छ, जति छिटो सेटिङ हुन्छ, त्यति नै ढिलो यो स्थिर स्थितिबाट हट्छ।
यसलाई तपाईंको प्रिन्ट हेडको न्यूनतम गतिको रूपमा पनि चिनिन्छ। फरक दिशामा गति सुरु गर्नु अघि ढिलो हुनेछ। यसलाई सीधा चलाउने कार जस्तै सोच्नुहोस्, त्यसपछि मोड्नु अघि ढिलो गर्नुहोस्।
यदि जर्क उच्च छ भने, दिशात्मक परिवर्तन गर्नु अघि तपाईंको प्रिन्ट हेड त्यति ढिलो हुनेछैन।
जब प्रिन्ट हेडलाई G-code मा गति र दिशा परिवर्तन गर्न भनिएको छ, यदि गतिमा भिन्नता छगणना निर्दिष्ट जर्क मान भन्दा कम छ, यो 'तत्काल' हुनुपर्दछ।
उच्च जर्क मानहरूले तपाईंलाई दिन्छ:
यो पनि हेर्नुहोस्: 3D प्रिन्टिङका लागि 7 उत्कृष्ट PETG फिलामेन्ट्स - किफायती र amp; प्रिमियम- छाप्ने समय घटाइएको
- तपाईँमा थोरै ब्लबहरू प्रिन्टहरू
- दिशामा द्रुत परिवर्तनहरूबाट बढेको कम्पनहरू
- कुनाहरू र सर्कलहरू वरिपरि सहज सञ्चालन
तल्लो झटका मानहरूले तपाईंलाई दिन्छ:
- तपाइँको प्रिन्टरमा कम मेकानिकल तनाव
- सुन्दर चालहरू
- दिशा परिवर्तनहरूमा तपाइँको फिलामेन्टको लागि राम्रो आसंजन
- तपाईँको प्रिन्टरबाट कम शोर
- तपाईको रूपमा कम हराएको चरणहरू उच्च मानहरू प्राप्त गर्न सक्छ
Akeric ले पत्ता लगायो कि 10 को जर्क मानले 60mm/s गतिमा 40 को जर्क मानको रूपमा उही मुद्रण समय दिन्छ। केवल जब उसले मुद्रण गति 60mm/ भन्दा बढ्यो। s को करिब 90mm/s जर्क मानले मुद्रण समयमा वास्तविक भिन्नता दिन्छ।
जर्क सेटिङहरूको लागि उच्च मानहरू मूलतया प्रत्येक दिशामा गतिको परिवर्तन धेरै छिटो हुन्छ, जसले सामान्यतया अतिरिक्त कम्पनहरूको परिणाम दिन्छ।<1
प्रिन्टरबाटै तौल हुन्छ, साथसाथै चल्ने भागहरूबाट पनि तौल र द्रुत गतिको संयोजन प्रिन्ट गुणस्तरको लागि धेरै राम्रो हुँदैन।
नकारात्मक प्रिन्ट गुणस्तर प्रभावहरू जुन तपाईंले यी कम्पनहरूको परिणामको रूपमा देख्नुहुनेछ भूत वा प्रतिध्वनि भनिन्छ। मैले Ghosting & समान बिन्दुहरू मार्फत जाने ब्यान्डिङ/रिबिङलाई कसरी ठीक गर्ने।
कुन समस्याहरूले झटका गर्छ & प्रवेगसेटिङहरू समाधान गर्नुहुन्छ?
तपाईँको एक्सेलेरेशन र झटका सेटिङहरू समायोजन गर्दा यसले समाधान गर्ने धेरै समस्याहरू छन्, जुन चीजहरू पनि तपाइँलाई समस्याको रूपमा थाहा थिएन।
यसले निम्न समाधान गर्न सक्छ:
- रफ प्रिन्ट सतह
- प्रिन्टहरू (बक्र) बाट घण्टी हटाउँदै
- तपाईँको प्रिन्टरलाई धेरै शान्त बनाउन सक्छ
- प्रिन्टहरूमा Z-डबल हटाउनुहोस्
- लेयर लाइन स्किपहरू फिक्स गर्दै
- तपाईंको प्रिन्टरलाई धेरै हिंस्रक रूपमा चल्न वा धेरै हल्लाउनबाट रोक्नुहोस्
- सामान्य रूपमा धेरै प्रिन्ट गुणस्तर समस्याहरू
त्यहाँ धेरै व्यक्तिहरू छन् जसले गएर आफ्नो एक्सेलेरेशन र झटका सेटिङहरू समायोजन गरे र उनीहरूले अहिलेसम्म पाएका केही उत्कृष्ट प्रिन्ट गुणस्तर पाए। कहिलेकाहीँ तपाईले पहिलो पटक यसलाई प्राप्त नगरेसम्म तपाईको प्रिन्टको गुणस्तर कति राम्रो हुन सक्छ भन्ने महसुस पनि गर्नुहुन्न।
म निश्चित रूपमा यो समाधान प्रयास गर्न र यसले तपाईको लागि काम गर्छ कि गर्दैन भनेर हेर्न सिफारिस गर्छु। हुन सक्ने सबैभन्दा नराम्रो कुरा यो हो कि यसले काम गर्दैन र तपाईंले आफ्नो सेटिङहरू मात्र परिवर्तन गर्नुभयो, तर केही परीक्षण र त्रुटिको साथ तपाईंले समस्याहरू कम गर्न र मुद्रण गुणस्तर बढाउन सक्षम हुनुपर्दछ।
3D द्वारा तलको भिडियो प्रिन्ट जनरल प्रभावहरूमा जान्छ जर्क र; एक्सेलेरेशन सेटिङहरूमा प्रिन्ट गुणस्तर हुन्छ।
म कसरी सही एक्सेलेरेशन प्राप्त गर्न सक्छु & झटका सेटिङहरू?
त्यहाँ निश्चित कन्फिगरेसनहरू छन् जुन थ्रीडी प्रिन्टिङ संसारमा प्रयास र परीक्षण गरिन्छ। यो उत्कृष्ट छ किनभने यसको मतलब तपाईंले उत्कृष्ट सेटिङहरू प्राप्त गर्न धेरै थोरै परीक्षण गर्नुपर्छआफैलाई।
तपाईँले यी सेटिङहरूलाई आधारभूत रूपमा प्रयोग गर्न सक्नुहुन्छ, या त एक्सेलेरेशन वा झटकालाई अलग गर्नुहोस्, त्यसपछि तपाईंले आफ्नो मनपर्ने गुणस्तर प्राप्त नगरेसम्म यसलाई अलि-अलि बढाउनुहोस् वा घटाउनुहोस्।
अब सेटिङ्हरू।
तपाईंको जर्क सेटिङको लागि तपाईंले 7mm/s प्रयास गर्नुपर्छ र यो कसरी जान्छ हेर्नुहोस्।
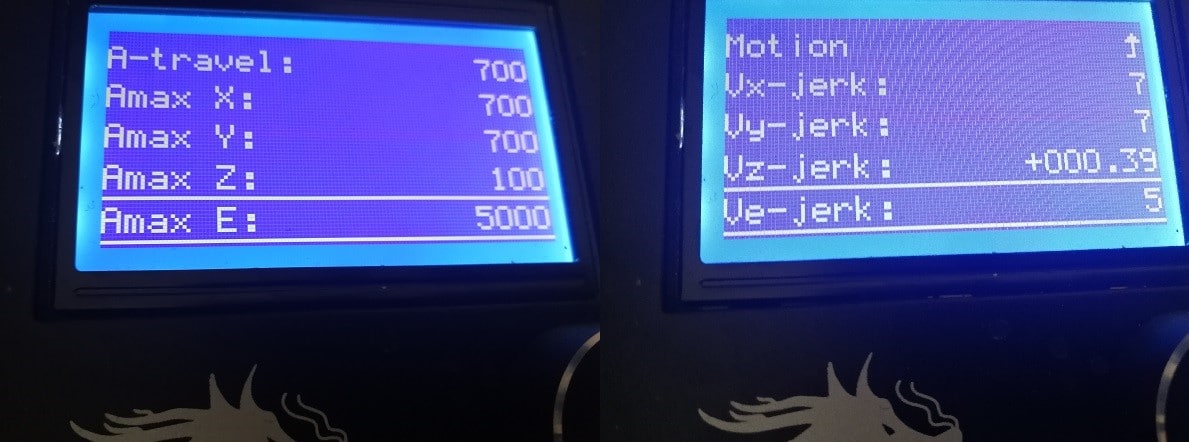
Jerk X & Y 7 मा हुनुपर्छ। X, Y, Z को लागि एक्सेलेरेशन 700 मा सेट हुनुपर्छ।
तपाईँ आफ्नो प्रिन्टरको मेनुमा सिधै जान सक्नुहुन्छ, नियन्त्रण सेटिङ चयन गर्नुहोस्, त्यसपछि 'मोशन' तपाईंले आफ्नो एक्सेलेरेशन देख्नुपर्छ। र जर्क सेटिङहरू।
- Vx – 7
- Vy – 7
- Vz – एक्लै छोड्न सकिन्छ
- Amax X – 700
- Amax Y – 700
- Amax Z – एक्लै छोड्न सकिन्छ
 एक्सेलेरेशन र Ender 3 नियन्त्रण बाकसमा झटका सेटिङहरू
एक्सेलेरेशन र Ender 3 नियन्त्रण बाकसमा झटका सेटिङहरू यदि तपाइँ यसलाई तपाइँको स्लाइसरमा गर्न चाहनुहुन्छ भने, Cura ले तपाइँलाई तपाइँको फर्मवेयर वा नियन्त्रण स्क्रिनमा नजाइकन यी मानहरू परिवर्तन गर्न अनुमति दिन्छ।
तपाईँले भर्खरै भित्र जानुपर्नेछ। Cura सेटिङहरू र उन्नत सेटिङहरूमा क्लिक गर्नुहोस्, वा आफ्नो Cura jerk र एक्सेलेरेशन मानहरू हेर्नको लागि अनुकूलन सेटिङहरू। यो PrusaSlicer मा समान छ, तर सेटिङहरू "प्रिन्टर सेटिङहरू" ट्याबमा छन्।
सामान्यतया तपाईं यसलाई एक एक गरेर गर्न चाहनुहुन्छ। यो झटका सेटिङ संग सुरु गर्न राम्रो छ।
यदि आफ्नो झटका कम गर्नाले चीजहरू धेरै ढिलो बनाउँछ भने, तपाईंले क्षतिपूर्ति गर्न आफ्नो मुद्रण गति केही हदसम्म बढाउन सक्नुहुन्छ। यदि केवल झटका कम गर्दा तपाईंको समस्या समाधान हुँदैन भने, त्यसपछि एक्सेलेरेशन कम गर्नुहोस् र यसले के फरक पार्छ हेर्नुहोस्।
केही मानिसहरूले झटका छोड्छन्।० र amp; मा सेटिङहरू राम्रो प्रिन्टहरू प्राप्त गर्न 500 को गति छ। यो वास्तवमै तपाइँको प्रिन्टरमा निर्भर गर्दछ र यसलाई कसरी राम्रोसँग ट्युन गरिएको र मर्मत गरिएको छ।
यो पनि हेर्नुहोस्: स्ट्रिङिङ र amp; तपाईंको 3D प्रिन्टहरूमा ओजिङराम्रो झटका प्राप्त गर्न बाइनरी खोज विधि र; एक्सेलेरेशन
बाइनरी खोज एल्गोरिथ्म सामान्यतया कम्प्युटरहरू द्वारा प्रोग्रामहरू खोज्नको लागि प्रयोग गरिन्छ र यो यहाँ यो जस्तै धेरै अनुप्रयोगहरूमा प्रयोग गर्न सकिन्छ। यसले दायरा र औसतहरू प्रयोग गरेर भरपर्दो क्यालिब्रेसन विधि दिन्छ।
बाइनरी विधि कसरी प्रयोग गर्ने:
- अत्यधिक कम (L) र एउटा मान स्थापना गर्नुहोस्। धेरै उच्च (H)
- यस दायराको मध्य मान (M) बाहिर निकाल्नुहोस्: (L+H) / 2
- तपाईँको M मानमा छाप्ने प्रयास गर्नुहोस् र परिणामहरू हेर्नुहोस्
- यदि M धेरै उच्च छ भने, M लाई आफ्नो नयाँ H मानको रूपमा प्रयोग गर्नुहोस् र यदि धेरै कम भएमा यसको विपरित प्रयोग गर्नुहोस्
- तपाईंले आफ्नो इच्छित परिणाम नआएसम्म यसलाई दोहोर्याउनुहोस्
यसले केही समय लिन सक्छ तर एकचोटि तपाईंले आफ्नो प्रिन्टरको लागि उत्तम काम गर्ने सेटिङहरू फेला पार्नुभएपछि, यसले संसारलाई फरक पार्न सक्छ। तपाइँ तपाइँको प्रिन्टहरूमा गर्व गर्न सक्षम हुनुहुनेछ र तपाइँको प्रिन्टको गुणस्तरमा अप्ठ्यारो पार्ने अनौठो, लहरी रेखाहरू र कलाकृतिहरू नहोस्।
तिनीहरूलाई तपाइँको स्लाइसिङ सफ्टवेयरमा पूर्वनिर्धारित प्रोफाइलको रूपमा बचत गर्नु राम्रो विचार हो। त्यसोभए, अर्को पटक जब तपाइँ तपाइँको अर्को प्रिन्ट टुक्रा गर्न आउनुहुन्छ, यो स्वचालित रूपमा सेटिङहरूमा इनपुट हुनेछ।
म तपाइँलाई तपाइँ यसलाई परिवर्तन गर्नु अघि सेटिङहरू के थिए लेख्न सल्लाह दिन्छु ताकि तपाइँ यसलाई सधैं फेरि परिवर्तन गर्न सक्नुहुन्छ। यदि यो काम गर्दैन। यदि तपाईंले बिर्सनुभयो भने यो ठूलो कुरा होइन किनभनेयसलाई मूल सेटिङहरूमा फर्काउनको लागि त्यहाँ पूर्वनिर्धारित सेटिङ हुनुपर्छ।
Jerk & एक्सेलेरेशन सेटिङहरू प्रिन्टरबाट प्रिन्टरमा भिन्न हुन्छन् किनभने तिनीहरूसँग फरक डिजाइनहरू, वजनहरू र यस्तै छन्। उदाहरणका लागि, थ्रीडी प्रिन्टर विकीले Wanhao Duplicator i3 को लागि जर्कलाई 8 र एक्सेलेरेशनलाई 800 मा सेट गर्न भन्छ।
एकपटक तपाईंले आफ्नो सेटिङहरू ट्युन गरिसकेपछि, यो भूतिङको स्तरहरू विश्लेषण गर्न यो भूतिङ परीक्षण प्रयोग गर्नुहोस्। राम्रो वा नराम्रो।
तपाईँ तीखो किनारहरू (अक्षर, डिम्पल र कुनाहरूमा) को भुत खोज्न चाहनुहुन्छ।
यदि तपाईँको Y-अक्षमा कम्पनहरू छन् भने, यो मा देखिनेछ। क्यूबको X साइड। यदि तपाइँको X-अक्षमा कम्पनहरू छन् भने, यो घनको Y छेउमा देखिनेछ।
बिस्तारै परीक्षण गर्नुहोस् र सेटिङहरू सही प्राप्त गर्न समायोजन गर्नुहोस्।
सुधार गर्न आर्क वेल्डर प्रयोग गर्दै थ्रीडी प्रिन्टिङ कर्भ्स
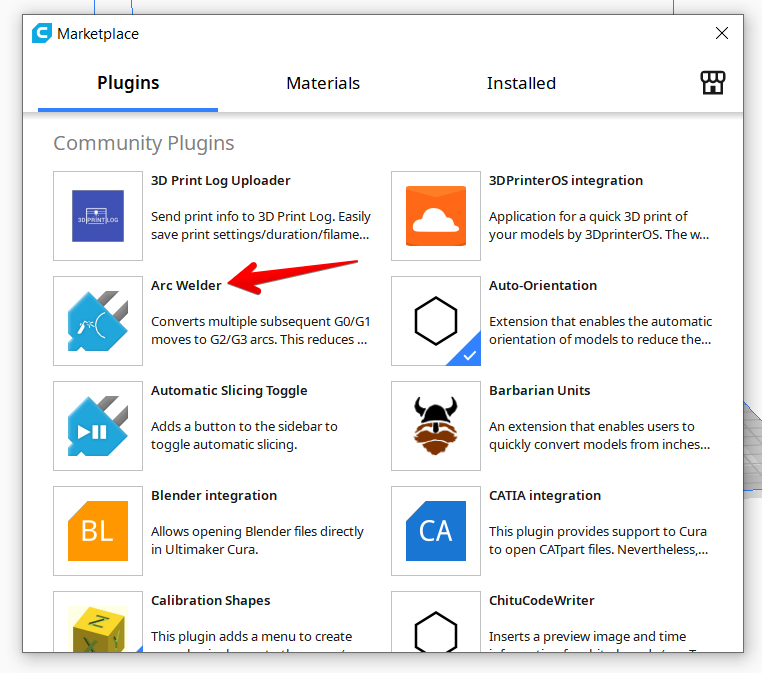
आर्क वेल्डर नामक क्युरा मार्केटप्लेस प्लगइन छ जसलाई तपाईंले विशेष गरी थ्रीडी प्रिन्टिङ कर्भ र आर्क्सको कुरा गर्दा मुद्रण गुणस्तर सुधार गर्न प्रयोग गर्न सक्नुहुन्छ। केही थ्रीडी प्रिन्टहरूमा कर्भहरू हुन्छन्, जसलाई काट्दा G-कोड आदेशहरूको शृङ्खलामा अनुवाद हुन्छ।
3D प्रिन्टर चालहरू मुख्य रूपमा G0 र amp; G1 आन्दोलनहरू जुन रेखाहरूको श्रृंखला हो, तर आर्क वेल्डरले G2 र amp; G3 चालहरू जुन वास्तविक कर्भ र आर्कहरू हुन्।
यसले मुद्रण गुणस्तरलाई मात्र फाइदा पुर्याउँदैन, तर तपाईंको थ्रीडीमा घोस्टिङ/रिङिङ जस्ता प्रिन्ट त्रुटिहरूलाई कम गर्न मद्दत गर्छ।मोडेलहरू।
तपाईंले प्लगइन स्थापना गरेर Cura पुन: सुरु गर्दा यहाँ देखिन्छ। केवल विशेष मोडहरूमा वा "आर्क वेल्डर" खोजी गरेर सेटिङहरू फेला पार्नुहोस् र बाकस जाँच गर्नुहोस्।
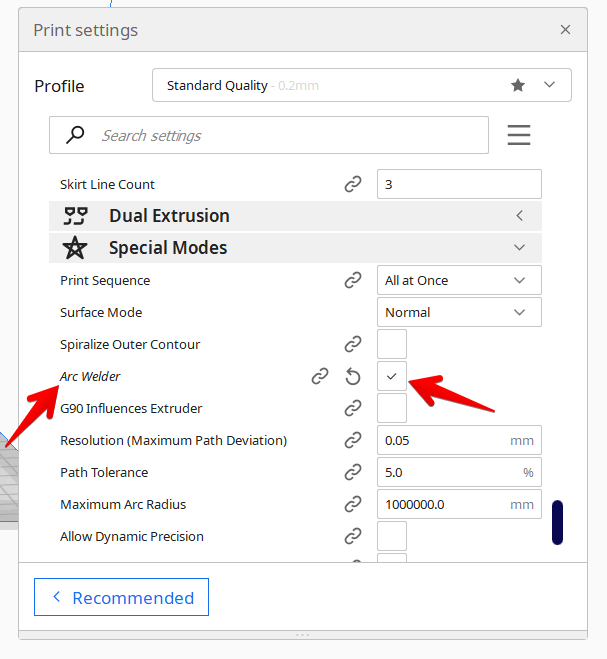
यसले केही अन्य सेटिङहरू ल्याउँछ जुन तपाईंले आवश्यक भएमा समायोजन गर्न सक्नुहुन्छ। मुख्यतया गुणस्तर वा फर्मवेयर सेटिङहरू सुधार गर्नमा, तर पूर्वनिर्धारितहरूले राम्रोसँग काम गर्नुपर्छ।
थप विवरणहरूको लागि तलको भिडियो हेर्नुहोस्।
यदि तपाईंलाई उत्कृष्ट गुणस्तरको थ्रीडी प्रिन्टहरू मनपर्छ भने, तपाईंलाई AMX3d मनपर्नेछ। Amazon बाट प्रो ग्रेड 3D प्रिन्टर उपकरण किट। यो थ्रीडी प्रिन्टिङ उपकरणहरूको एक स्टेपल सेट हो जसले तपाईंलाई हटाउन, सफा र amp; तपाईंको 3D प्रिन्टहरू पूरा गर्नुहोस्।
यसले तपाईंलाई निम्न क्षमताहरू दिन्छ:
- तपाईंको 3D प्रिन्टहरू सजिलैसँग सफा गर्नुहोस् - 13 चक्कु ब्लेड र 3 ह्यान्डलहरू, लामो चिमटी, सुई नाकको साथ 25-टुक्रा किट चिमटा, र ग्लु स्टिक।
- बस मात्र 3D प्रिन्टहरू हटाउनुहोस् - 3 विशेष हटाउने उपकरणहरू मध्ये एउटा प्रयोग गरेर तपाईंको 3D प्रिन्टहरूलाई हानि गर्न रोक्नुहोस्।
- तपाईंको 3D प्रिन्टहरू पूर्ण रूपमा समाप्त गर्नुहोस् - 3-टुक्रा, 6 -उपकरण परिशुद्धता स्क्र्यापर/पिक/नाइफ ब्लेड कम्बोले उत्कृष्ट फिनिश प्राप्त गर्नका लागि साना दरारहरूमा जान सक्छ।
- 3D प्रिन्टिङ प्रो बन्नुहोस्!
