
فهرست مطالب
راهحلهای بیشماری را برای چاپهای با کیفیت بد خود امتحان کردهاید، اما به نظر میرسد هیچ چیز کار نمیکند. اکنون شما به طور تصادفی با این تنظیمات جادویی به نام تند و سریع و شتاب برخورد کرده اید و فکر می کنید که ممکن است کمک کننده باشد. این قطعاً یک امکان است و به بسیاری از افراد کمک کرده است تا چاپ های با کیفیت بالا داشته باشند. تنظیمات شتاب؟ بر اساس آزمون و خطا، مشخص شد که تنظیم سریع 7 برای محور x و y و شتاب 700 برای اکثر چاپگرهای سه بعدی برای حل مشکلات چاپ بسیار خوب عمل می کند. این یک پایه خوب برای شروع است، اما ممکن است برای دستیابی به تنظیمات بی نقص در چاپگر سه بعدی شما کمی دستکاری کنید.
این پاسخ کوتاهی برای تنظیمات سریع و شتاب شما است که باید شما را آماده کند. بهتر است به خواندن ادامه دهید تا برخی از اطلاعات کلیدی در مورد این تنظیمات مانند آنچه که در واقع تغییر می کنند، چه مشکلاتی را حل می کنند و موارد دیگر. چاپگر سه بعدی V2 یا مشابه، این باید نقطه شروع خوبی باشد.
من مقاله ای درباره 8 روش برای افزایش سرعت پرینت های سه بعدی خود بدون از دست دادن کیفیت نوشتم که می توانید برای سفر پرینت سه بعدی خود مفید باشید.
اگر علاقه مند به دیدن برخی از بهترین ابزارها و لوازم جانبی پرینترهای سه بعدی خود هستید، می توانید آنها را به راحتی با کلیک بر روی اینجا (Amazon) پیدا کنید.
چیستتنظیم شتاب؟
تنظیم Acceleration سرعت افزایش سرعت سر چاپ شما را اندازه گیری می کند، که توسط سرعت چاپگر سه بعدی تعیین شده در تنظیمات اسلایسر محدود می شود.
هر چه تنظیم بالاتر باشد، سر چاپ سریعتر خواهد بود. به حداکثر سرعت خود برسید، هرچه تنظیم کمتر باشد، هد چاپ کندتر به حداکثر سرعت خود می رسد.
بسیاری از اوقات هنگام پرینت سه بعدی به حداکثر سرعت شما نمی رسد، به خصوص اشیاء کوچکتر زیرا وجود دارد برای استفاده کامل از شتاب، مسافت زیادی طی نشده است.
خیلی شبیه به شتاب خودرو است، جایی که اگر خودرویی بتواند حداکثر 100 کیلومتر بر ساعت را طی کند، اما پیچ های زیادی در سفر شما وجود دارد، رسیدن به حداکثر سرعت برای شما سخت است.
در برش دهنده Cura، آنها بیان می کنند که فعال کردن "کنترل شتاب" می تواند زمان چاپ را به قیمت کیفیت چاپ کاهش دهد. کاری که ما امیدواریم از طرف دیگر انجام دهیم این است که شتاب خود را به نفع افزایش کیفیت چاپ بهبود بخشیم.
برش دهنده شما در واقع ربطی به شتاب ندارد، تا جایی که باید گفت G-code منتشر می کند. هد چاپ کجا و با چه سرعتی باید برود. این سفتافزاری است که محدودیتهایی را برای سرعت تعیین میکند و تصمیم میگیرد که با چه سرعتی به سرعت معین شتاب دهید.
هر محور در چاپگر شما میتواند تنظیمات سرعت، شتاب و تند و سریع متفاوتی داشته باشد. تنظیمات محور X و Y عموماً یکسان هستند. در غیر این صورت چاپ های شما می توانند بسته به ویژگی های مختلفی داشته باشندجهت گیری قطعه.
محدودیت هایی برای تنظیم شتاب وجود دارد، به خصوص هنگام چاپ در زوایای بزرگتر از 45 درجه.
برای افرادی که با مشکلات مختلف چاپ سه بعدی دست و پنجه نرم می کنند، ممکن است بخواهید راهنمایی بیشتر برای به دست آوردن نتایج ایده آل پرینت سه بعدی. من دوره ای را ایجاد کردم که به نام Filament Printing 101: Beginner's Guide to Filament Printing در دسترس است که شما را در مراحل اولیه با برخی از بهترین روش های چاپ سه بعدی آشنا می کند، بنابراین می توانید از این اشتباهات مبتدی جلوگیری کنید.
Turk چیست؟ تنظیم؟
این یک اصطلاح کاملاً پیچیده است و بر اساس سیستمافزاری که استفاده میکنید، توضیحات مختلفی دارد. این اساساً یک مقدار تقریبی است که حداقل تغییر سرعتی را که به شتاب نیاز دارد، مشخص میکند.
تنظیم Jerk سرعت حرکت هد چاپ شما از موقعیت ثابت را اندازهگیری میکند. هرچه تنظیم بالاتر باشد، سریعتر از یک موقعیت ثابت خارج میشود، هرچه تنظیم پایینتر باشد، از یک موقعیت پایدار کندتر حرکت میکند.
این همچنین میتواند به عنوان حداقل سرعت سر چاپ شما شناخته شود. قبل از شروع سرعت در جهتی دیگر، سرعت خود را کاهش می دهد. به آن فکر کنید مانند ماشینی که مستقیم در حال رانندگی است، سپس قبل از پیچ سرعت را کاهش دهید.
اگر حرکت ناگهانی زیاد باشد، هد چاپ شما قبل از تغییر جهت آنقدر کاهش نمی یابد.
هنگامی که به هد چاپ گفته می شود که در صورت تفاوت در سرعت، سرعت و جهت را در G-code تغییر دهدمحاسبات کمتر از مقدار Jerk مشخص شده است، باید "فوری" اتفاق بیفتد.
مقادیر حرکتی بالاتر به شما این امکان را می دهد:
- زمان چاپ کاهش یافته
- حباب های کمتری در شما چاپها
- افزایش ارتعاشات ناشی از تغییرات سریع جهت
- عملکرد نرمتر در اطراف گوشهها و دایرهها
مقادیر حرکت پایینتر به شما میدهد:
- فشارهای مکانیکی کمتر به چاپگر شما
- حرکات نرم تر
- چسبندگی بهتر برای رشته شما در تغییر جهت
- صدای کمتر از چاپگر شما
- گام های کمتر از دست رفته در هنگام شما ممکن است با مقادیر بالاتری بدست آید
Akeric دریافت که داشتن یک مقدار Jerk 10 همان زمان چاپ را در سرعت 60mm/s با مقدار Jerk 40 می دهد. تنها زمانی که او سرعت چاپ را از 60mm گذشته افزایش داد ثانیه تا حدود 90 میلیمتر بر ثانیه، مقدار حرکت ناگهانی تفاوتهای واقعی را در زمانهای چاپ نشان میدهد.
مقادیر بالا برای تنظیمات Jerk اساساً به این معنی است که تغییر سرعت در هر جهت بسیار سریع است، که معمولاً منجر به لرزشهای اضافی میشود.
وزنی از خود چاپگر و همچنین قطعات متحرک وجود دارد، بنابراین ترکیبی از وزن و حرکت سریع برای کیفیت چاپ خیلی خوب نیست.
تأثیرات منفی بر کیفیت چاپ بر روی شما به عنوان یک نتیجه از این ارتعاشات را ببینید، شبح یا پژواک نامیده می شود. من یک مقاله سریع در مورد چگونگی حل شبح و amp; چگونه می توان باندینگ/ریبینگ را که از نقاط مشابهی عبور می کند رفع کرد. شتابتنظیمات حل میشود؟
تنظیم کردن تنظیمات شتاب و تند و سریع، تعداد زیادی از مشکلات را حل میکند، حتی مواردی که برای شما به عنوان یک مشکل شناخته شده نبودند.
میتواند موارد زیر را حل کند:
- سطح چاپ ناهموار
- حذف زنگ از روی چاپ (منحنی ها)
- می تواند چاپگر شما را بسیار ساکت تر کند
- از بین بردن لرزش Z در چاپ
- رفع پرش های خط لایه
- از کار کردن شدید یا تکان دادن بیش از حد چاپگر خود جلوگیری کنید
- به طور کلی بسیاری از مشکلات کیفیت چاپ
اینجا وجود دارد بسیاری از افرادی هستند که رفتند و تنظیمات شتاب و تند و سریع خود را تنظیم کردند و برخی از بهترین کیفیت چاپ را که تا به حال داشته اند دریافت کردند. گاهی اوقات تا زمانی که برای اولین بار آن را دریافت نکنید، حتی متوجه نمیشوید که کیفیت چاپ شما چقدر میتواند خوب باشد.
من قطعاً توصیه میکنم این اصلاح را امتحان کنید و ببینید آیا برای شما کار میکند یا خیر. بدترین چیزی که ممکن است اتفاق بیفتد این است که کار نمی کند و شما فقط تنظیمات خود را دوباره تغییر می دهید، اما با آزمون و خطا باید بتوانید مشکلات را کاهش دهید و کیفیت چاپ را افزایش دهید.
ویدیوی زیر توسط The 3D Print General به جلوههای Jerk & تنظیمات شتاب بر روی کیفیت چاپ تاثیر دارد.
چگونه شتاب کامل را دریافت کنم & تنظیمات تند و سریع؟
پیکربندی های خاصی وجود دارد که در دنیای چاپ سه بعدی آزمایش و آزمایش می شوند. این بسیار عالی است زیرا به این معنی است که برای دریافت بهترین تنظیمات باید تست های بسیار کمی انجام دهیدخودتان.
میتوانید از این تنظیمات بهعنوان خط مبنا استفاده کنید، شتاب یا حرکت تند را جدا کنید، سپس کم کم آن را کم یا زیاد کنید تا کیفیت دلخواه خود را به دست آورید.
حالا تنظیمات.
برای تنظیم Jerk باید 7mm/s را امتحان کنید و ببینید چگونه پیش میرود.
Jerk X & Y باید روی 7 باشد. شتاب برای X، Y، Z باید روی 700 تنظیم شود.
شما می توانید مستقیماً به منوی چاپگر خود بروید، تنظیمات کنترل را انتخاب کنید، سپس "حرکت" باید شتاب خود را ببینید. و تنظیمات تند و سریع.
- Vx – 7
- Vy – 7
- Vz – می توان تنها گذاشت
- Amax X – 700
- Amax Y – 700
- Amax Z – را می توان به حال خود رها کرد
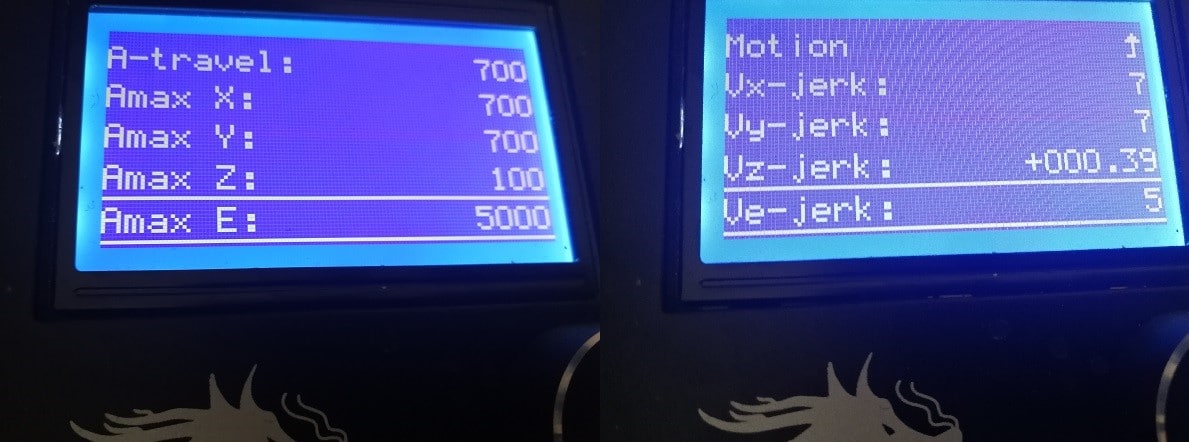 شتاب & تنظیمات Jerk در Ender 3 Control Box
شتاب & تنظیمات Jerk در Ender 3 Control Box اگر ترجیح می دهید این کار را در اسلایسر خود انجام دهید، Cura به شما امکان می دهد این مقادیر را بدون رفتن به سیستم عامل یا صفحه کنترل خود تغییر دهید.
فقط باید وارد شوید تنظیمات Cura را کلیک کنید و روی تنظیمات پیشرفته یا تنظیمات سفارشی کلیک کنید تا مقادیر Cura jerk و شتاب خود را مشاهده کنید. در PrusaSlicer مشابه است، اما تنظیمات در برگه «تنظیمات چاپگر» هستند.
معمولاً میخواهید این کار را یکی یکی انجام دهید. خوب است که با تنظیم سریع شروع کنید.
اگر پایین آوردن حرکت سریع کار را بسیار کند می کند، می توانید برای جبران سرعت چاپ خود را تا حدودی افزایش دهید. اگر فقط پایین آوردن تند و سریع مشکل شما را حل نمی کند، شتاب را کم کنید و ببینید چه تفاوتی ایجاد می کند.
بعضی از افراد حرکت سریع را ترک می کنند.تنظیمات در 0 & شتاب 500 داشته باشید تا پرینت های خوبی داشته باشید. این واقعاً به چاپگر شما و میزان تنظیم و نگهداری خوب آن بستگی دارد.
روش جستجوی دودویی برای گرفتن Good Jerk & Acceleration
الگوریتم جستجوی دودویی معمولاً توسط رایانه ها برای جستجوی برنامه ها استفاده می شود و می توان از آن در بسیاری از برنامه ها مانند این مورد در اینجا استفاده کرد. چه چیزی با استفاده از محدوده ها و میانگین ها یک روش کالیبراسیون قابل اعتماد ارائه می دهد.
نحوه استفاده از روش باینری:
- یک مقدار خیلی کم (L) و مقداری که خیلی زیاد (H)
- مقدار متوسط (M) این محدوده را بنویسید: (L+H) / 2
- با مقدار M خود چاپ کنید و نتایج را ببینید
- اگر M خیلی زیاد است، از M به عنوان مقدار H جدید خود استفاده کنید و بالعکس اگر خیلی پایین است
- این کار را تکرار کنید تا به نتیجه دلخواه خود برسید
ممکن است کمی طول بکشد اما هنگامی که تنظیماتی را پیدا کردید که برای چاپگر خود بهترین کار را دارند، میتوانید دنیا را تغییر دهید. میتوانید به چاپهای خود افتخار کنید و خطوط و مصنوعات مواج و عجیب و غریبی که کیفیت چاپ شما را تحت تأثیر قرار نمیدهند، نداشته باشید.
همچنین ببینید: بهترین چسب های تخت پرینتر سه بعدی – اسپری ها، چسب و تقویت کننده بیشتراین ایده خوبی است که آنها را به عنوان نمایه پیشفرض در نرمافزار برش خود ذخیره کنید. بنابراین، دفعه بعد که میخواهید چاپ بعدی خود را برش دهید، به طور خودکار وارد تنظیمات میشود.
به شما توصیه میکنم قبل از تغییر آن تنظیمات را یادداشت کنید تا همیشه بتوانید دوباره آن را تغییر دهید. در صورتی که کار نمی کند اگر آن را فراموش کردید مشکل بزرگی نیست زیراباید یک تنظیم پیش فرض وجود داشته باشد تا آن را به تنظیمات اصلی بازگرداند.
Jerk & تنظیمات شتاب از چاپگری به چاپگر دیگر متفاوت است زیرا طرح ها، وزن ها و غیره متفاوتی دارند. برای مثال، Wiki Printer 3D میگوید برای Wanhao Duplicator i3، Jerk را روی 8 و Acceleration را روی 800 تنظیم کنید.
وقتی تنظیمات خود را تنظیم کردید، از این تست Ghosting برای تجزیه و تحلیل سطوح شبحسازی و اینکه آیا آن را تنظیم کردید، استفاده کنید. بهتر یا بدتر.
همچنین ببینید: 9 روش برای رفع خطوط افقی/باندبندی در پرینت های سه بعدیشما میخواهید به دنبال شبح لبههای تیز باشید (روی حروف، گودیها و گوشهها).
اگر در محور Y خود ارتعاش داشته باشید، در این قسمت دیده میشود. سمت X مکعب اگر در محور X خود ارتعاش داشته باشید، در سمت Y مکعب دیده می شود.
به آرامی تست کنید و تنظیمات را به درستی انجام دهید.
استفاده از جوشکار قوس برای بهبود منحنی های چاپ سه بعدی
یک پلاگین Cura Marketplace به نام Arc Welder وجود دارد که می توانید از آن برای بهبود کیفیت چاپ در مورد منحنی ها و قوس های چاپ سه بعدی استفاده کنید. برخی از پرینتهای سهبعدی دارای منحنیهایی هستند که وقتی برش میشوند، به یک سری دستورات G-Code تبدیل میشوند.
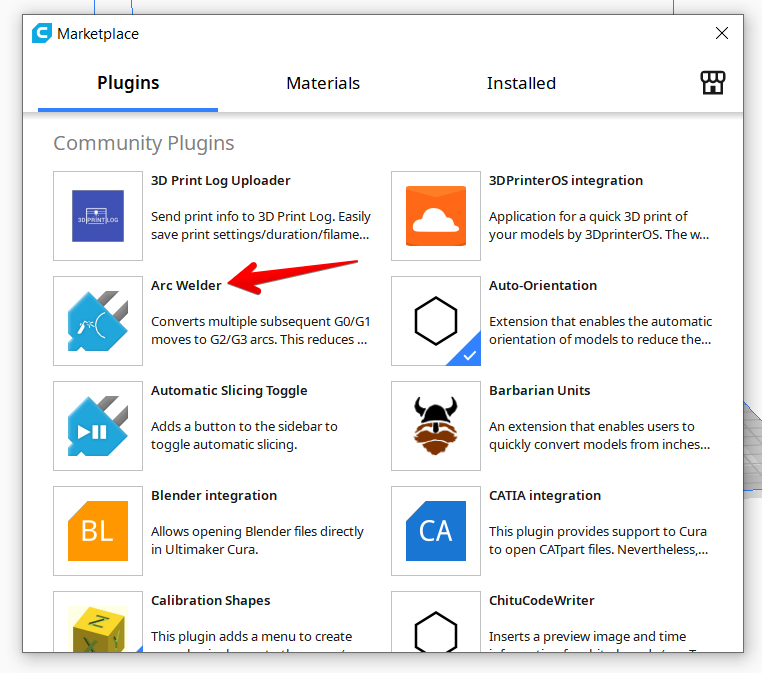
حرکات چاپگر سه بعدی عمدتاً از G0 & حرکات G1 که یک سری خطوط هستند، اما Arc Welder G2 & حرکات G3 که منحنی ها و قوس های واقعی هستند.
نه تنها به کیفیت چاپ کمک می کند، بلکه به کاهش عیوب چاپ مانند Ghosting/Ringing در سه بعدی شما کمک می کند.مدلها.
در اینجا وقتی افزونه را نصب میکنید و Cura را مجدداً راهاندازی میکنید، به نظر میرسد. به سادگی تنظیمات را در حالت های ویژه یا با جستجوی "Arc Welder" پیدا کنید و کادر را علامت بزنید.
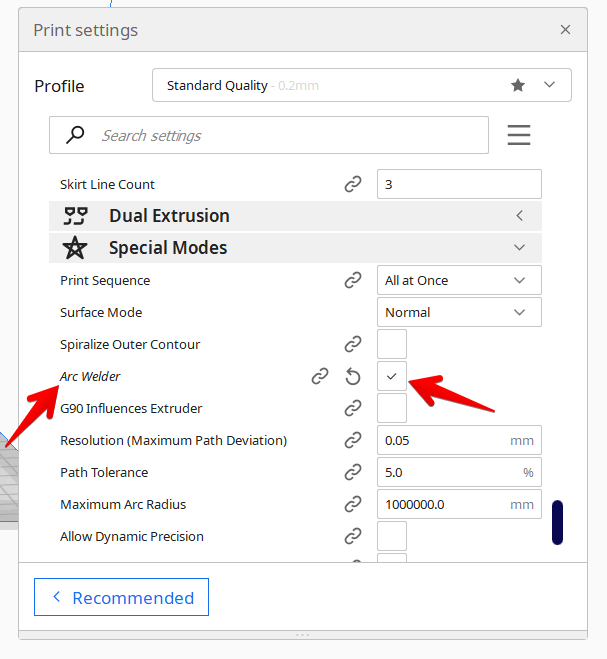
تنظیمات دیگری را نشان می دهد که می توانید در صورت نیاز، بر اساس آن، آنها را تنظیم کنید. عمدتاً بر روی بهبود کیفیت یا تنظیمات میانافزار است، اما پیشفرضها باید به خوبی کار کنند.
برای جزئیات بیشتر، ویدیوی زیر را بررسی کنید.
اگر به چاپهای سه بعدی با کیفیت عالی علاقه دارید، AMX3d را دوست خواهید داشت. کیت ابزار چاپگر سه بعدی Pro Grade از آمازون. این مجموعه ای اصلی از ابزارهای چاپ سه بعدی است که هر آنچه را که برای حذف، تمیز کردن و تمیز کردن نیاز دارید در اختیار شما قرار می دهد. پرینت های سه بعدی خود را تمام کنید.
این توانایی را به شما می دهد:
- چاپ های سه بعدی خود را به راحتی تمیز کنید - کیت 25 تکه با 13 تیغه چاقو و 3 دسته، موچین بلند، بینی سوزنی انبردست و چسب.
- به سادگی پرینت های سه بعدی را بردارید - با استفاده از یکی از 3 ابزار حذف تخصصی به پرینت های سه بعدی خود آسیب نرسانید.
- پرینت های سه بعدی خود را کاملاً تمام کنید - 3 تکه، 6 -ترکیب تراشنده/انتخاب/تیغه چاقو دقیق ابزار میتواند به شکافهای کوچکی وارد شود تا پایانی عالی داشته باشد.
- یک حرفهای پرینت سه بعدی شوید!
