
Оглавление
Вы перепробовали бесчисленное количество решений проблемы плохого качества отпечатков, но ничего не помогает. Теперь вы наткнулись на эти волшебные настройки под названием "рывок и ускорение" и думаете, что это может помочь. Это определенно возможно, и это помогло многим людям получить высококачественные отпечатки.
Как получить идеальные настройки рывка и ускорения? На основе проб и ошибок было установлено, что для большинства 3D-принтеров для решения проблем печати очень хорошо подходит значение рывка 7 для осей x и y и ускорение 700. Это хороший базовый уровень для начала, но для получения идеальных настроек может потребоваться некоторая настройка вашего 3D-принтера.
Это краткий ответ о настройках рывка и ускорения, который должен вас подготовить. Нелишним будет продолжить чтение, чтобы узнать некоторые ключевые сведения об этих настройках, например, что они на самом деле меняют, какие проблемы решают и многое другое.
Если вы ищете лучшие настройки рывка и ускорения для Ender 3 V2 или аналогичного 3D-принтера, это должно стать хорошей отправной точкой.
Я написал статью о 8 способах ускорения 3D-печати без потери качества, которая может оказаться полезной для вашего путешествия в 3D-печати.
Если вам интересно посмотреть на некоторые из лучших инструментов и аксессуаров для ваших 3D-принтеров, вы можете легко найти их, нажав здесь (Amazon).
Что такое настройка ускорения?
Параметр Acceleration (Ускорение) определяет, насколько быстро ускоряется печатающая головка, ограничиваясь установленной скоростью 3D-принтера в настройках слайсера.
Чем выше значение, тем быстрее печатающая головка достигает максимальной скорости, чем ниже значение, тем медленнее печатающая головка достигает максимальной скорости.
Во многих случаях максимальная скорость не достигается при 3D-печати, особенно небольших объектов, так как для полного использования ускорения не требуется большого расстояния.
Это очень похоже на ускорение автомобиля: если машина может разогнаться максимум до 100 км/ч, но на вашем пути много поворотов, вам будет трудно набрать максимальную скорость.
В слайсере Cura говорится, что включение "Управления ускорением" может сократить время печати за счет снижения качества печати. Мы можем надеяться, что с другой стороны мы сможем улучшить наше ускорение за счет повышения качества печати.
Ваш слайсер на самом деле не имеет большого отношения к ускорению, поскольку он выдает G-код, указывающий, куда и с какой скоростью должна двигаться печатающая головка. Именно прошивка устанавливает пределы скорости и решает, как быстро разогнаться до заданной скорости.
Каждая ось принтера может иметь различные скорости, ускорения и настройки рывков. Настройки осей X и Y обычно одинаковы, иначе отпечатки могут иметь различные характеристики в зависимости от ориентации детали.
Существуют ограничения на то, как высоко вы можете установить ускорение, особенно при печати под углами более 45 градусов.
Для людей, которые борются с различными проблемами 3D-печати, вы, возможно, хотели бы получить больше рекомендаций по достижению идеальных результатов 3D-печати. Я создал курс, который доступен для получения, под названием Filament Printing 101: Beginner's Guide to Filament Printing, который проведет вас через некоторые из лучших методов 3D-печати на начальном этапе, чтобы вы могли избежать этих ошибок новичков.
Что такое джерковая установка?
Это довольно сложный термин и имеет различные описания в зависимости от используемой прошивки. В основном это приблизительное значение, которое определяет минимальное изменение скорости, требующее ускорения.
Настройка "Рывок" измеряет скорость, с которой печатающая головка перемещается из неподвижного положения. Чем выше настройка, тем быстрее она перемещается из устойчивого положения, чем ниже настройка, тем медленнее она перемещается из устойчивого положения.
Это также можно назвать минимальной скоростью, на которой печатающая головка замедляется перед началом движения в другом направлении. Подумайте об этом, как если бы автомобиль ехал прямо, а затем замедлился перед поворотом.
Если значение параметра Jerk велико, печатающая головка не будет замедляться перед изменением направления.
Когда в G-коде печатающей головке сообщается о необходимости изменить скорость и направление, если разница в расчетах скорости меньше заданного значения Jerk, это должно произойти "мгновенно".
Более высокие показатели рывка дают вам:
- Сокращение времени печати
- Меньше клякс на отпечатках
- Повышенная вибрация при быстром изменении направления движения
- Более плавное прохождение углов и окружностей
Более низкие значения рывка дают:
- Меньше механических нагрузок на принтер
- Более плавные движения
- Лучшая адгезия для нити при изменении направления движения
- Меньше шума от вашего принтера
- Меньше потерянных шагов, как это может быть при более высоких значениях
Акерик обнаружил, что значение рывка 10 дает такое же время печати при скорости 60 мм/с, как и значение рывка 40. Только когда он увеличил скорость печати после 60 мм/с до примерно 90 мм/с, значение рывка дало реальную разницу во времени печати.
Высокие значения для параметров Jerk в основном означают, что изменение скорости в каждом направлении происходит слишком быстро, что обычно приводит к дополнительным вибрациям.
Есть вес самого принтера, а также движущихся частей, поэтому сочетание веса и быстрого движения не слишком хорошо сказывается на качестве печати.
Негативный эффект качества печати, который вы увидите в результате этих вибраций, называется "призраком" или "эхом". Я написал небольшую статью "Как решить проблему "призрака" и как исправить полосатость/ребристость", в которой рассматриваются похожие моменты.
Какие проблемы решают настройки рывка и ускорения?
Регулировка настроек ускорения и рывков решает целый ряд проблем, даже тех, о которых вы не знали как о проблемах.
Он может решить следующие задачи:
- Шероховатая поверхность печати
- Удаление звона с отпечатков (кривые)
- Может сделать ваш принтер намного тише
- Устранение Z-колебаний в отпечатках
- Устранение пропусков линий слоя
- Остановите работу принтера от слишком сильной вибрации или тряски
- Многие проблемы с качеством печати в целом
Есть множество людей, которые отрегулировали параметры ускорения и рывка и получили лучшее качество печати в своей жизни. Иногда вы даже не понимаете, насколько хорошим может быть качество печати, пока не получите его в первый раз.
Я бы определенно рекомендовал попробовать это исправление и посмотреть, работает ли оно для вас. Худшее, что может случиться, это то, что оно не работает, и вы просто измените настройки обратно, но с помощью проб и ошибок вы сможете уменьшить количество проблем и повысить качество печати.
В приведенном ниже видеоролике The 3D Print General рассматривается влияние параметров "рывок" и "ускорение" на качество печати.
Как добиться идеального ускорения и рывка?
В мире 3D-печати существуют определенные конфигурации, которые проверены и испытаны. Это замечательно, потому что это означает, что вам нужно сделать очень мало тестов, чтобы получить наилучшие настройки для себя.
Вы можете использовать эти параметры в качестве базовых, выделить ускорение или рывок, затем понемногу увеличивать или уменьшать их, пока не получите желаемое качество.
Теперь о настройках.
Смотрите также: Как удалить вспомогательный материал с 3D-печати - Лучшие инструментыДля настройки рывка вам следует попробовать 7 мм/с и посмотреть, как пойдет.
Рывок X & Y должен быть на 7. Ускорение для X, Y, Z должно быть установлено на 700.
Вы можете войти в меню принтера, выбрать настройки управления, затем "движение", вы увидите настройки ускорения и рывка.
- Vx - 7
- Vy - 7
- Vz - можно оставить в покое
- Amax X - 700
- Amax Y - 700
- Amax Z - можно оставить в покое
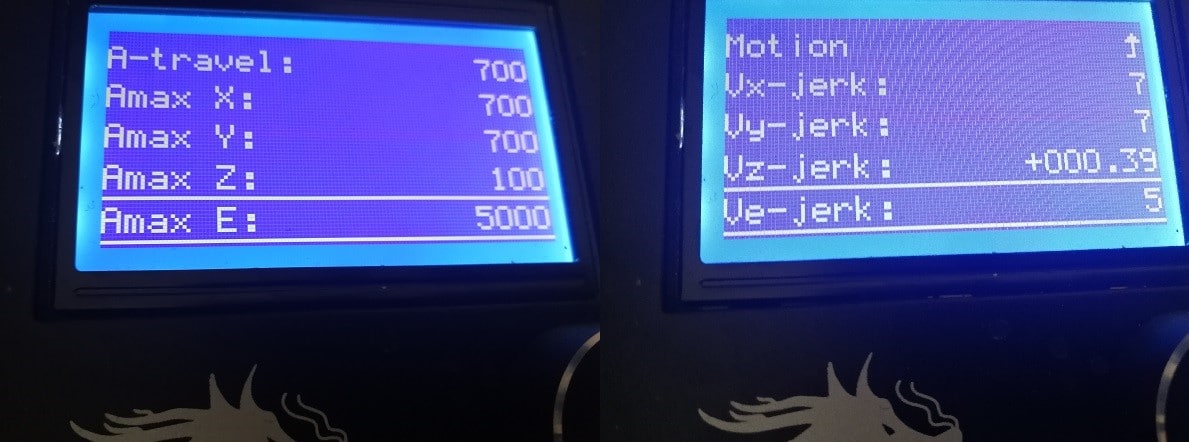 Настройки ускорения и рывка на блоке управления Ender 3
Настройки ускорения и рывка на блоке управления Ender 3 Если вы предпочитаете делать это в слайсере, Cura позволяет изменять эти значения, не заходя в прошивку или на экран управления.
Смотрите также: Как печатать на 3D принтере прозрачный пластик и прозрачные объектыВам просто нужно зайти в настройки Cura и нажать расширенные настройки или пользовательские настройки, чтобы просмотреть значения рывка и ускорения в Cura. Аналогично в PrusaSlicer, но настройки находятся на вкладке "Настройки принтера".
Обычно вы хотите делать это по очереди. Хорошо начать с настройки рывка.
Если уменьшение рывка делает процесс слишком медленным, вы можете немного увеличить скорость печати, чтобы компенсировать это. Если уменьшение рывка не устраняет проблему, уменьшите ускорение и посмотрите, какая разница.
Некоторые люди оставляют настройки рывка на 0 & имеют ускорение 500, чтобы получить хорошие отпечатки. Это действительно зависит от вашего принтера и от того, насколько хорошо он настроен и обслуживается.
Метод бинарного поиска для получения хорошего рывка и ускорения
Алгоритм двоичного поиска обычно используется компьютерами для поиска программ и может быть использован во многих приложениях, таких как здесь. Он дает надежный метод калибровки с использованием диапазонов и средних значений.
Как использовать бинарный метод:
- Установите слишком низкое (L) и слишком высокое (H) значение.
- Определите среднее значение (M) этого диапазона: (L+H) / 2
- Попробуйте печатать при своем значении M и посмотрите результаты
- Если M слишком высокое, используйте M как новое значение H, и наоборот, если слишком низкое - используйте M как новое значение H.
- Повторяйте это до тех пор, пока не получите желаемый результат
Это может занять некоторое время, но как только вы найдете настройки, которые лучше всего подходят для вашего принтера, все изменится в лучшую сторону. Вы сможете гордиться своими отпечатками, и качество печати не будет страдать от странных волнистых линий и артефактов.
Неплохо сохранить их в качестве профиля по умолчанию в программе для нарезки. Таким образом, когда вы в следующий раз будете нарезать свой следующий отпечаток, он будет автоматически введен в настройки.
Я советую вам записать, какие настройки были до изменения, чтобы вы всегда могли изменить их обратно в случае, если они не работают. Если вы забыли это сделать, это не страшно, потому что должна быть настройка по умолчанию, чтобы вернуть исходные настройки.
Настройки рывка и ускорения варьируются от принтера к принтеру, поскольку они имеют разную конструкцию, вес и т.д. Например, в 3D Printer Wiki говорится, что для Wanhao Duplicator i3 следует установить значение рывка на 8, а ускорения - на 800.
После настройки параметров используйте тест Ghosting Test, чтобы проанализировать уровень призрачности и понять, стало ли лучше или хуже.
Необходимо обратить внимание на блики на острых краях (на буквах, ямочках и углах).
Если у вас есть вибрации по оси Y, они будут видны на стороне X куба. Если у вас есть вибрации по оси X, они будут видны на стороне Y куба.
Медленно тестируйте и регулируйте, чтобы добиться нужных настроек.
Использование дугового сварочного аппарата для улучшения кривых при 3D-печати
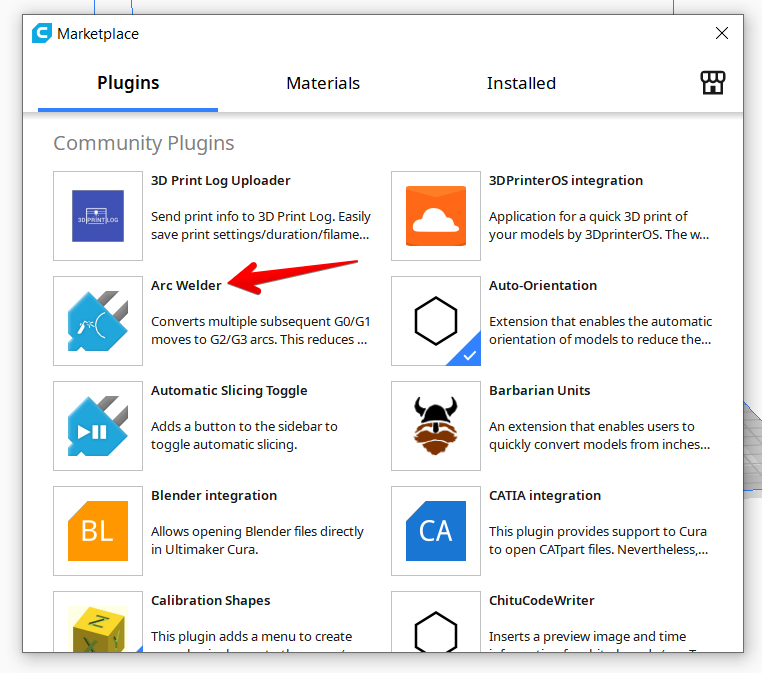
Существует плагин Cura Marketplace под названием Arc Welder, который можно использовать для улучшения качества печати, когда речь идет о 3D-печати кривых и дуг. Некоторые 3D-отпечатки имеют кривые, которые при нарезке преобразуются в серию команд G-Code.
Движения 3D-принтера в основном состоят из движений G0 & G1, которые представляют собой серию линий, но Arc Welder представляет движения G2 & G3, которые являются фактическими кривыми и дугами.
Это не только улучшает качество печати, но и помогает уменьшить такие недостатки печати, как "привидения" и "раскаты" в ваших 3D-моделях.
Вот как это выглядит после установки плагина и перезапуска Cura. Просто найдите настройку в Специальных режимах или в поиске "Arc Welder" и установите флажок.
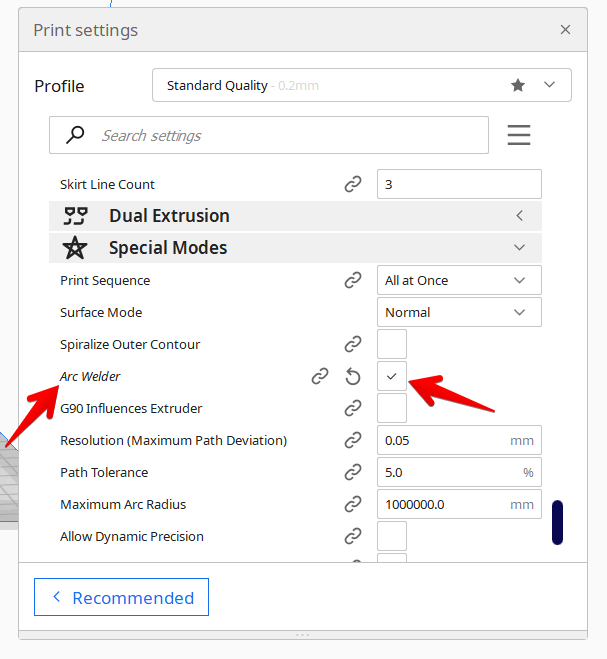
Появляется несколько других настроек, которые можно отрегулировать при необходимости, в основном для улучшения качества или настроек прошивки, но значения по умолчанию должны работать отлично.
Смотрите видео ниже для получения более подробной информации.
Если вы любите высококачественные 3D-отпечатки, вам понравится набор инструментов для 3D-принтера AMX3d Pro Grade от Amazon. Это основной набор инструментов для 3D-печати, в котором есть все необходимое для удаления, очистки и обработки 3D-отпечатков.
Это дает вам возможность:
- Легкая очистка 3D-отпечатков - набор из 25 деталей с 13 лезвиями ножей и 3 ручками, длинным пинцетом, плоскогубцами с иголками и клей-карандашом.
- Простое удаление 3D-отпечатков - прекратите повреждать 3D-отпечатки, используя один из 3 специализированных инструментов для удаления.
- Идеальная отделка ваших 3D-отпечатков - комбинация из 3 частей, 6 инструментов для точного скребка, резца и ножа позволяет проникать в мелкие щели для получения великолепной отделки.
- Станьте профессионалом в области 3D-печати!
