
Sommario
Avete provato innumerevoli soluzioni per le vostre stampe di cattiva qualità, ma niente sembra funzionare. Ora vi siete imbattuti in queste magiche impostazioni chiamate jerk e accelerazione e pensate che possano aiutarvi. È sicuramente una possibilità e ha aiutato molte persone a ottenere stampe di alta qualità.
Come si ottengono le impostazioni perfette di jerk e accelerazione? Sulla base di tentativi ed errori, si è riscontrato che un'impostazione di jerk pari a 7 per gli assi x e y e un'accelerazione di 700 funzionano molto bene per la maggior parte delle stampanti 3D per risolvere i problemi di stampa. Si tratta di una buona base di partenza, ma potrebbe essere necessario apportare alcune modifiche alla stampante 3D per ottenere le impostazioni perfette.
Questa è la risposta breve per le impostazioni di scatto e accelerazione che dovrebbe prepararvi. È una buona idea continuare a leggere per apprendere alcune informazioni chiave su queste impostazioni, come ad esempio cosa cambiano effettivamente, quali problemi risolvono e altro ancora.
Se state cercando le migliori impostazioni di jerk e accelerazione per una stampante 3D Ender 3 V2 o simile, questo dovrebbe essere un buon punto di partenza.
Ho scritto un articolo su 8 modi per accelerare le stampe 3D senza perdere la qualità che può esservi utile per il vostro viaggio nella stampa 3D.
Se siete interessati a vedere alcuni dei migliori strumenti e accessori per le vostre stampanti 3D, potete trovarli facilmente facendo clic qui (Amazon).
Qual è l'impostazione dell'accelerazione?
L'impostazione Accelerazione misura la velocità della testina di stampa, limitata dalla velocità della stampante 3D indicata nelle impostazioni dello slicer.
Più alta è l'impostazione, più velocemente la testina di stampa raggiungerà la velocità massima; più bassa è l'impostazione, più lentamente la testina di stampa raggiungerà la velocità massima.
Spesso la velocità massima non viene raggiunta durante la stampa 3D, soprattutto per gli oggetti più piccoli, perché la distanza percorsa non è sufficiente per sfruttare appieno l'accelerazione.
È molto simile all'accelerazione di un'auto: se un'auto può raggiungere un massimo di 100 km/h, ma ci sono molte curve nel percorso, sarà difficile raggiungere la velocità massima.
Nello slicer di Cura si afferma che l'attivazione del 'Controllo dell'accelerazione' può ridurre i tempi di stampa a scapito della qualità di stampa. Ciò che si spera di poter fare dall'altra parte è migliorare l'accelerazione a vantaggio di una maggiore qualità di stampa.
Lo slicer non ha molto a che fare con l'accelerazione, in quanto emette codice G per indicare dove la testina di stampa deve andare e a quale velocità. È il firmware che stabilisce i limiti di velocità e decide quanto accelerare a una determinata velocità.
Ogni asse della stampante può avere diverse velocità, accelerazioni e impostazioni di jerk. Le impostazioni degli assi X e Y sono generalmente le stesse, altrimenti le stampe possono avere caratteristiche diverse a seconda dell'orientamento del pezzo.
L'accelerazione può essere impostata con dei limiti, soprattutto quando si stampa con angoli superiori a 45 gradi.
Per le persone che lottano con vari problemi di stampa 3D, è possibile che vogliate avere una guida più precisa per ottenere risultati di stampa 3D ideali. Ho creato un corso, disponibile per tutti, intitolato Filament Printing 101: Beginner's Guide to Filament Printing (Guida per principianti alla stampa di filamenti), che vi illustra alcune delle migliori pratiche di stampa 3D fin dall'inizio, in modo che possiate evitare gli errori dei principianti.
Che cos'è l'impostazione Jerk?
È un termine piuttosto complesso e ha descrizioni diverse a seconda del firmware in uso. È fondamentalmente un valore di approssimazione che specifica la variazione minima di velocità che richiede l'accelerazione.
Guarda anche: Le 30 migliori stampe 3D per il campeggio, lo zaino e l'escursionismoL'impostazione Jerk misura la velocità con cui la testina di stampa si sposta dalla posizione di fermo. Più alta è l'impostazione, più veloce sarà lo spostamento da una posizione stabile, più bassa è l'impostazione, più lento sarà lo spostamento da una posizione stabile.
Può anche essere definita come la velocità minima a cui la testina di stampa rallenta prima di iniziare la velocità in un'altra direzione. Pensate a un'auto che guida dritta e poi rallenta prima di svoltare.
Se il Jerk è alto, la testina di stampa non rallenterà più di tanto prima di effettuare il cambio di direzione.
Quando nel codice G viene richiesto alla testina di stampa di cambiare velocità e direzione, se la differenza nei calcoli della velocità è inferiore al valore di Jerk specificato, ciò dovrebbe avvenire "istantaneamente".
I valori di Jerk più alti danno:
- Tempi di stampa ridotti
- Meno bolle nelle stampe
- Aumento delle vibrazioni dovute a rapidi cambi di direzione
- Funzionamento più fluido in curva e in cerchio
I valori di Jerk più bassi danno:
- Minori sollecitazioni meccaniche per la stampante
- Movimenti più fluidi
- Migliore adesione del filamento nei cambi di direzione
- Meno rumore dalla stampante
- Meno passi perduti rispetto a quelli che si possono ottenere con valori più elevati
Akeric ha riscontrato che un valore di Jerk pari a 10 ha permesso di ottenere lo stesso tempo di stampa con una velocità di 60 mm/s rispetto a un valore di Jerk pari a 40. Solo quando ha aumentato la velocità di stampa oltre i 60 mm/s, fino a circa 90 mm/s, il valore di Jerk ha prodotto differenze reali nei tempi di stampa.
Valori elevati per le impostazioni Jerk significano fondamentalmente che il cambio di velocità in ogni direzione è troppo veloce, il che di solito si traduce in vibrazioni aggiuntive.
Il peso della stampante stessa e delle parti in movimento è notevole, per cui la combinazione di peso e velocità di movimento non è un fattore positivo per la qualità di stampa.
Gli effetti negativi sulla qualità di stampa che si verificano a causa di queste vibrazioni sono chiamati "ghosting" o "echoing". Ho scritto un breve articolo su "Come risolvere il ghosting" e "Come risolvere il banding" che tratta punti simili.
Quali problemi risolvono le impostazioni di Jerk & Acceleration?
La regolazione delle impostazioni di accelerazione e scatto risolve tutta una serie di problemi, anche quelli di cui non si conosceva l'esistenza.
Può risolvere i seguenti problemi:
- Superficie di stampa ruvida
- Rimozione degli anelli dalle stampe (curve)
- Può rendere la stampante molto più silenziosa
- Eliminare l'oscillazione Z nelle stampe
- Correzione dei salti di livello
- Impedisce alla stampante di funzionare in modo troppo violento o di scuotersi eccessivamente.
- Molti problemi di qualità di stampa in generale
Ci sono molte persone che hanno regolato le impostazioni di accelerazione e jerk e hanno ottenuto la migliore qualità di stampa che abbiano mai avuto. A volte non ci si rende nemmeno conto di quanto possa essere buona la qualità di stampa finché non la si ottiene per la prima volta.
La cosa peggiore che possa accadere è che non funzioni e che si cambino le impostazioni, ma con un po' di tentativi ed errori si dovrebbe riuscire a ridurre i problemi e ad aumentare la qualità di stampa.
Il video qui sotto di The 3D Print General analizza gli effetti che le impostazioni di Jerk & Acceleration hanno sulla qualità di stampa.
Come si ottengono le impostazioni perfette di accelerazione e scatto?
Esistono alcune configurazioni collaudate nel mondo della stampa 3D, il che è ottimo perché significa che è necessario fare pochissime prove per ottenere le impostazioni migliori.
È possibile utilizzare queste impostazioni come base, isolare l'accelerazione o il jerk, quindi aumentarle o diminuirle poco a poco fino a ottenere la qualità desiderata.
Ora le impostazioni.
Per l'impostazione del Jerk dovresti provare 7 mm/s e vedere come va.
Jerk X & Y deve essere a 7. L'accelerazione per X, Y, Z deve essere impostata a 700.
È possibile accedere direttamente al menu della stampante, selezionare l'impostazione di controllo, quindi "Movimento" e visualizzare le impostazioni di accelerazione e scatto.
Guarda anche: Migliori aggiornamenti della ventola di raffreddamento Ender 3 - Come farlo correttamente- Vx - 7
- Vy - 7
- Vz - può essere lasciato in pace
- Amax X - 700
- Amax Y - 700
- Amax Z - può essere lasciato solo
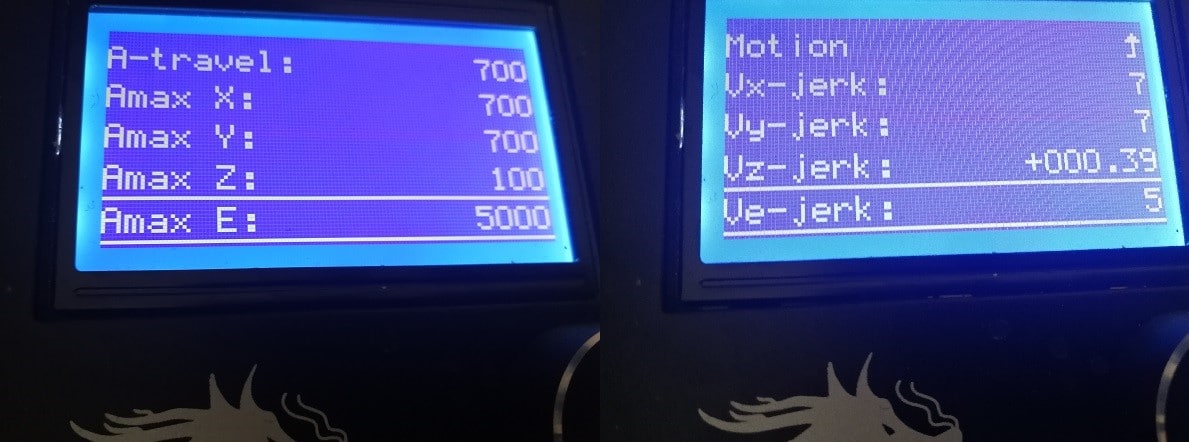 Impostazioni di accelerazione e scatto sulla centralina di controllo Ender 3
Impostazioni di accelerazione e scatto sulla centralina di controllo Ender 3 Se si preferisce farlo nello slicer, Cura consente di modificare questi valori senza entrare nel firmware o nella schermata di controllo.
È sufficiente andare nelle impostazioni di Cura e fare clic su impostazioni avanzate o impostazioni personalizzate per visualizzare i valori di jerk e accelerazione di Cura. È simile in PrusaSlicer, ma le impostazioni si trovano nella scheda "Impostazioni stampante".
Di solito si procede uno alla volta, ma è bene iniziare con l'impostazione del jerk.
Se la riduzione del jerk rende le cose troppo lente, è possibile aumentare la velocità di stampa per compensare il problema. Se la riduzione del jerk non risolve il problema, ridurre l'accelerazione e vedere che differenza fa.
Alcuni lasciano le impostazioni di Jerk a 0 & hanno un'accelerazione di 500 per ottenere buone stampe. Dipende davvero dalla vostra stampante e da quanto è ben regolata e mantenuta.
Metodo di ricerca binaria per ottenere un buon jerk & accelerazione
L'algoritmo di ricerca binaria è comunemente utilizzato dai computer per la ricerca di programmi e può essere impiegato in molte applicazioni, come questa. Fornisce un metodo di calibrazione affidabile utilizzando intervalli e medie.
Come utilizzare il metodo binario:
- Stabilire un valore troppo basso (L) e uno troppo alto (H)
- Determinare il valore medio (M) di questo intervallo: (L+H) / 2
- Provate a stampare con il vostro valore M e vedete i risultati.
- Se M è troppo alto, utilizzare M come nuovo valore di H e viceversa se è troppo basso.
- Ripetere l'operazione fino a ottenere il risultato desiderato.
Ci può volere un po' di tempo, ma una volta trovate le impostazioni più adatte alla vostra stampante, può fare la differenza. Potrete essere orgogliosi delle vostre stampe e non avere linee strane e ondulate e artefatti che affliggono la vostra qualità di stampa.
È una buona idea salvarli come profilo predefinito nel software di taglio, in modo che la prossima volta che si affetterà la stampa, il profilo verrà automaticamente inserito nelle impostazioni.
Vi consiglio di annotare quali sono le impostazioni prima di modificarle, in modo da poterle sempre cambiare di nuovo nel caso in cui non funzionino. Se vi siete dimenticati di farlo, non è un problema perché dovrebbe esserci un'impostazione predefinita per tornare alle impostazioni originali.
Le impostazioni di Jerk e Accelerazione variano da stampante a stampante perché hanno design, pesi e così via diversi. Ad esempio, 3D Printer Wiki dice di impostare Jerk a 8 e Accelerazione a 800 per Wanhao Duplicator i3.
Una volta messe a punto le impostazioni, utilizzate questo test di ghosting per analizzare i livelli di ghosting e se è migliore o peggiore.
È necessario verificare che non vi siano ombreggiature sugli spigoli vivi (sulle lettere, sulle fossette e sugli angoli).
Se avete vibrazioni sull'asse Y, le vedrete sul lato X del cubo; se avete vibrazioni sull'asse X, le vedrete sul lato Y del cubo.
Eseguire lentamente prove e regolazioni per ottenere le impostazioni giuste.
Utilizzo del saldatore ad arco per migliorare le curve della stampa 3D
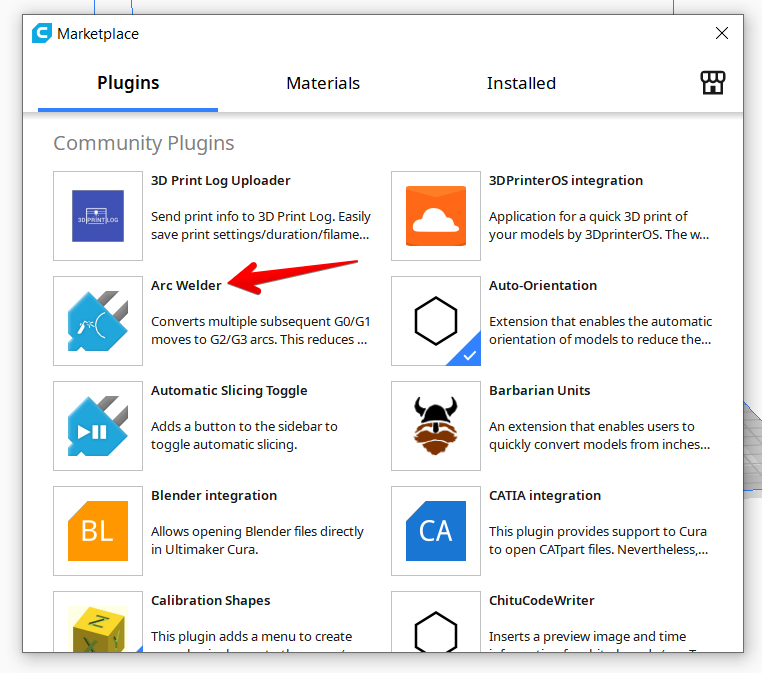
Esiste un plugin di Cura Marketplace chiamato Arc Welder che può essere utilizzato per migliorare la qualità di stampa quando si tratta di stampare in 3D curve e archi. Alcune stampe 3D presentano curve che, se tagliate, si traducono in una serie di comandi G-Code.
I movimenti della stampante 3D sono costituiti principalmente da movimenti G0 & G1 che sono una serie di linee, ma Arc Welder introduce movimenti G2 & G3 che sono vere e proprie curve e archi.
Non solo migliora la qualità di stampa, ma aiuta anche a ridurre le imperfezioni di stampa come il Ghosting/Ringing nei modelli 3D.
È sufficiente trovare l'impostazione in Modi speciali o cercando "Arc Welder" e selezionare la casella.
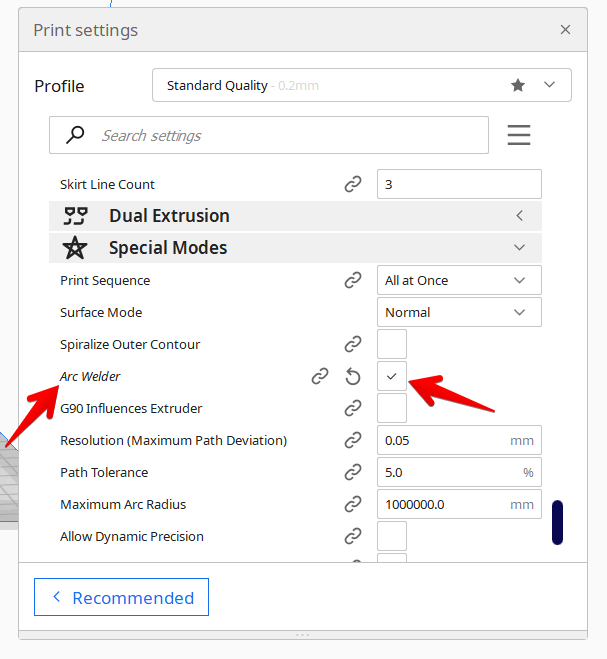
Vengono visualizzate alcune altre impostazioni che possono essere regolate se necessario, principalmente per migliorare la qualità o le impostazioni del firmware, ma i valori predefiniti dovrebbero andare bene.
Per maggiori dettagli, guardate il video qui sotto.
Se amate le stampe 3D di alta qualità, vi piacerà il kit di strumenti per stampanti 3D AMX3d Pro Grade di Amazon, un set di strumenti per la stampa 3D che offre tutto il necessario per rimuovere, pulire e rifinire le vostre stampe 3D.
Vi dà la possibilità di:
- Pulisci facilmente le tue stampe 3D - Kit da 25 pezzi con 13 lame di coltello e 3 manici, pinzette lunghe, pinze ad ago e colla stick.
- Rimuovete semplicemente le stampe 3D - smettete di danneggiare le vostre stampe 3D utilizzando uno dei 3 strumenti di rimozione specializzati.
- Rifinitura perfetta delle stampe 3D: la combinazione di 3 pezzi e 6 utensili per la raschiatura di precisione, la raccolta e la lama del coltello consente di entrare nelle piccole fessure per ottenere un'ottima finitura.
- Diventate professionisti della stampa 3D!
