
Table des matières
Vous avez essayé d'innombrables solutions pour vos impressions de mauvaise qualité mais rien ne semble fonctionner. Vous êtes maintenant tombé sur ces paramètres magiques appelés saccade et accélération et vous pensez que cela pourrait vous aider. C'est tout à fait possible et cela a aidé de nombreuses personnes à obtenir des impressions de haute qualité.
Comment puis-je obtenir les paramètres parfaits de jerk et d'accélération ? En se basant sur des essais et des erreurs, il a été constaté qu'un paramètre de jerk de 7 pour les axes x et y et une accélération de 700 fonctionnent très bien pour la plupart des imprimantes 3D afin de résoudre les problèmes d'impression. Il s'agit d'une bonne base de départ, mais il peut être nécessaire d'ajuster votre imprimante 3D pour obtenir les paramètres parfaits.
Il est conseillé de continuer à lire pour obtenir des informations clés sur ces paramètres, comme ce qu'ils changent réellement, les problèmes qu'ils résolvent et bien plus encore.
Voir également: 7 meilleurs filaments PLA pour le bois à utiliser pour l'impression 3DSi vous cherchez les meilleurs paramètres d'accélération pour une imprimante 3D Ender 3 V2 ou similaire, ceci devrait être un bon point de départ.
J'ai écrit un article sur les 8 façons d'accélérer vos impressions 3D sans perdre en qualité, qui peut vous être utile pour votre voyage dans l'impression 3D.
Si vous souhaitez découvrir les meilleurs outils et accessoires pour vos imprimantes 3D, vous pouvez les trouver facilement en cliquant ici (Amazon).
Qu'est-ce que le réglage de l'accélération ?
Le paramètre d'accélération mesure la vitesse de votre tête d'impression, limitée par la vitesse de votre imprimante 3D dans les paramètres de votre slicer.
Plus le réglage est élevé, plus la tête d'impression atteindra rapidement sa vitesse maximale, plus le réglage est bas, plus la tête d'impression atteindra lentement sa vitesse maximale.
Souvent, les vitesses maximales ne sont pas atteintes lors de l'impression 3D, en particulier pour les petits objets, car la distance parcourue est trop courte pour utiliser pleinement l'accélération.
C'est très similaire à l'accélération d'une voiture : si une voiture peut atteindre une vitesse maximale de 100 km/h, mais qu'il y a beaucoup de virages sur votre trajet, vous aurez du mal à atteindre la vitesse maximale.
Dans le slicer Cura, il est indiqué que l'activation du "contrôle de l'accélération" peut réduire le temps d'impression au détriment de la qualité d'impression. Ce que nous pouvons faire, espérons-le, c'est améliorer notre accélération au profit de l'augmentation de la qualité d'impression.
Votre slicer n'a pas grand-chose à voir avec l'accélération, dans la mesure où il émet du code G pour indiquer où la tête d'impression doit aller et à quelle vitesse. C'est le firmware qui fixe les limites de la vitesse et qui décide de la vitesse à laquelle il faut accélérer pour atteindre une vitesse donnée.
Chaque axe de votre imprimante peut avoir des vitesses, des accélérations et des secousses différentes. Les paramètres des axes X et Y sont généralement les mêmes, sinon vos impressions peuvent avoir des caractéristiques différentes selon l'orientation de la pièce.
Il y a des limites à l'accélération, en particulier lorsque vous imprimez à des angles supérieurs à 45 degrés.
J'ai créé un cours disponible à l'achat intitulé Filament Printing 101 : Beginner's Guide to Filament Printing (Impression de filaments 101 : Guide du débutant pour l'impression de filaments) qui vous présente quelques-unes des meilleures pratiques d'impression 3D dès le début, afin que vous puissiez éviter les erreurs de débutant.
Qu'est-ce que le réglage par à-coups ?
Il s'agit d'un terme assez complexe dont les descriptions varient en fonction du micrologiciel utilisé. Il s'agit essentiellement d'une valeur approximative qui spécifie le changement de vitesse minimum nécessitant une accélération.
Plus le réglage est élevé, plus la tête d'impression se déplace rapidement à partir d'une position stable, plus le réglage est bas, plus elle se déplace lentement à partir d'une position stable.
Il s'agit également de la vitesse minimale à laquelle la tête d'impression ralentit avant de repartir dans une autre direction, un peu comme une voiture qui roule en ligne droite et qui ralentit avant un virage.
Si le Jerk est élevé, votre tête d'impression ne ralentira pas autant avant d'effectuer le changement de direction.
Lorsque la tête d'impression est invitée à changer de vitesse et de direction dans le code G, si la différence entre les calculs de vitesse est inférieure à la valeur de Jerk spécifiée, le changement doit être "instantané".
Des valeurs plus élevées de Jerk vous donnent :
- Réduction des délais d'impression
- Moins de taches dans vos impressions
- Vibrations accrues dues à des changements de direction rapides
- Fonctionnement plus souple dans les coins et les cercles
Les valeurs inférieures de Jerk vous donnent :
- Moins de contraintes mécaniques pour votre imprimante
- Mouvements plus fluides
- Meilleure adhérence du filament lors des changements de direction
- Moins de bruit de la part de l'imprimante
- Moins de pas perdus qu'avec des valeurs plus élevées
Akeric a constaté qu'une valeur de Jerk de 10 donnait le même temps d'impression à une vitesse de 60 mm/s qu'une valeur de Jerk de 40. Ce n'est que lorsqu'il a augmenté la vitesse d'impression au-delà de 60 mm/s jusqu'à environ 90 mm/s que la valeur de Jerk a donné lieu à de réelles différences dans les temps d'impression.
Des valeurs élevées pour les réglages Jerk signifient essentiellement que le changement de vitesse dans chaque direction est trop rapide, ce qui se traduit généralement par des vibrations supplémentaires.
Le poids de l'imprimante elle-même, ainsi que celui des pièces mobiles, combinés à un mouvement rapide, ne sont pas favorables à la qualité de l'impression.
Les effets négatifs de ces vibrations sur la qualité de l'impression sont appelés "ghosting" ou "echoing". J'ai écrit un article rapide sur "Comment résoudre le ghosting" et "Comment réparer les bandes et les nervures" qui aborde des points similaires.
Quels sont les problèmes résolus par les réglages de Jerk & ; Acceleration ?
L'ajustement des paramètres d'accélération et de secousses permet de résoudre toute une série de problèmes, même ceux dont vous n'aviez pas connaissance.
Il peut résoudre les problèmes suivants :
- Surface d'impression rugueuse
- Suppression des sonneries sur les tirages (courbes)
- Peut rendre votre imprimante beaucoup plus silencieuse
- Éliminer l'oscillation en Z des impressions
- Correction des sauts de ligne de calque
- Empêchez votre imprimante de fonctionner trop violemment ou d'être trop secouée
- Nombreux problèmes de qualité d'impression en général
Il y a beaucoup de gens qui ont ajusté leurs paramètres d'accélération et de saccade et qui ont obtenu une qualité d'impression parmi les meilleures qu'ils n'aient jamais eues.
La pire chose qui puisse arriver est que cela ne fonctionne pas et que vous changiez simplement vos paramètres, mais avec quelques essais et erreurs, vous devriez être en mesure de réduire les problèmes et d'augmenter la qualité d'impression.
La vidéo ci-dessous, réalisée par The 3D Print General, explique les effets des paramètres de Jerk & ; Acceleration sur la qualité d'impression.
Comment obtenir les réglages parfaits pour l'accélération et l'arrachement ?
Certaines configurations ont fait leurs preuves dans le monde de l'impression 3D, ce qui est une bonne chose car cela signifie que vous devez faire très peu d'essais pour obtenir les meilleurs paramètres.
Vous pouvez utiliser ces paramètres comme base, isoler l'accélération ou la secousse, puis les augmenter ou les diminuer petit à petit jusqu'à ce que vous obteniez la qualité souhaitée.
Passons maintenant aux réglages.
Pour le réglage du Jerk, vous devriez essayer 7mm/s et voir comment cela se passe.
Jerk X & ; Y doit être à 7. L'accélération pour X, Y, Z doit être réglée à 700.
Vous pouvez aller directement dans le menu de votre imprimante, sélectionner le paramètre de contrôle, puis 'motion', vous devriez voir vos paramètres d'accélération et de secousse.
- Vx - 7
- Vy - 7
- Vz - peut être laissé seul
- Amax X - 700
- Amax Y - 700
- Amax Z - peut être laissé seul
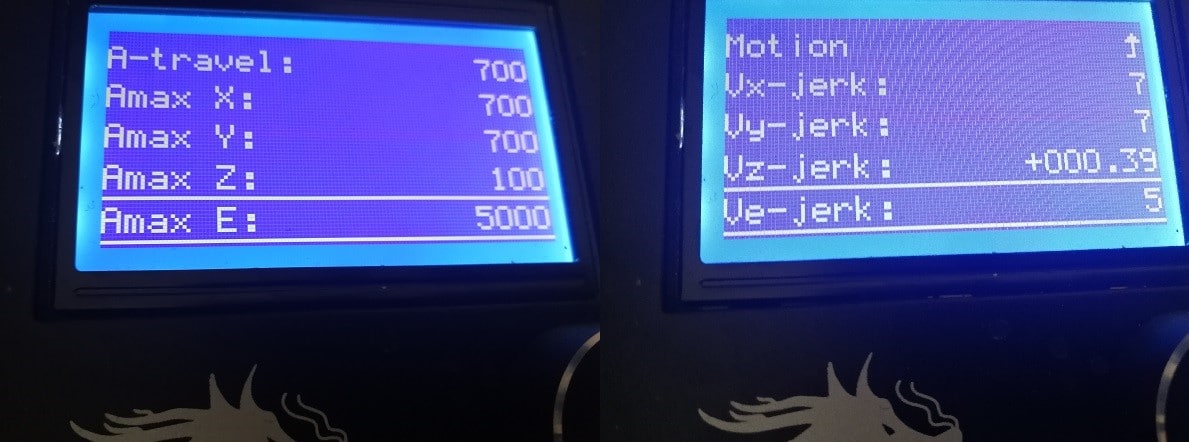 Réglages d'accélération et d'à-coups sur le boîtier de commande Ender 3
Réglages d'accélération et d'à-coups sur le boîtier de commande Ender 3 Si vous préférez le faire dans votre trancheuse, Cura vous permet de modifier ces valeurs sans passer par votre firmware ou votre écran de contrôle.
Il vous suffit d'aller dans les paramètres de Cura et de cliquer sur les paramètres avancés, ou les paramètres personnalisés pour voir vos valeurs de saccade et d'accélération Cura. C'est similaire dans PrusaSlicer, mais les paramètres se trouvent dans l'onglet "Printer Settings".
En règle générale, il convient de procéder une à une, en commençant par le réglage de l'abrutissement.
Si la réduction de l'effet d'entraînement rend les choses trop lentes, vous pouvez augmenter la vitesse d'impression pour compenser. Si la réduction de l'effet d'entraînement ne résout pas le problème, réduisez l'accélération et voyez quelle est la différence.
Certaines personnes laissent les paramètres de Jerk à 0 & ; ont une accélération de 500 pour obtenir de bonnes impressions. Cela dépend vraiment de votre imprimante et de son niveau de réglage et d'entretien.
Méthode de recherche binaire pour l'obtention d'une bonne saccade et d'une bonne accélération
L'algorithme de recherche binaire est couramment utilisé par les ordinateurs pour rechercher des programmes et il peut être utilisé dans de nombreuses applications telles que celle-ci. Il permet d'obtenir une méthode d'étalonnage fiable en utilisant des plages et des moyennes.
Comment utiliser la méthode binaire :
- Établir une valeur trop basse (L) et une valeur trop haute (H)
- Calculer la valeur moyenne (M) de cette fourchette : (L+H) / 2
- Essayez d'imprimer avec votre valeur M et voyez les résultats.
- Si M est trop élevé, utilisez M comme nouvelle valeur H et vice versa si elle est trop basse.
- Répétez cette opération jusqu'à ce que vous obteniez le résultat souhaité
Cela peut prendre un certain temps, mais une fois que vous aurez trouvé les paramètres qui conviennent le mieux à votre imprimante, cela fera toute la différence. Vous pourrez être fier de vos impressions et ne plus avoir de lignes bizarres et ondulées ni d'artefacts qui nuisent à votre qualité d'impression.
C'est une bonne idée de les enregistrer comme profil par défaut dans votre logiciel de découpe. Ainsi, la prochaine fois que vous découperez votre prochaine impression, le profil sera automatiquement entré dans les paramètres.
Si vous avez oublié de le faire, ce n'est pas grave car il devrait y avoir un réglage par défaut pour revenir aux paramètres d'origine.
Les paramètres de Jerk & ; Acceleration varient d'une imprimante à l'autre parce qu'elles ont des conceptions différentes, des poids différents, etc. Par exemple, 3D Printer Wiki indique de régler Jerk à 8 et Acceleration à 800 pour la Wanhao Duplicator i3.
Une fois que vous avez réglé vos paramètres, utilisez ce test de rémanence pour analyser les niveaux de rémanence et déterminer s'ils sont meilleurs ou pires.
Vous devez rechercher des images fantômes sur les bords tranchants (sur les lettres, les fossettes et les coins).
Si vous avez des vibrations sur votre axe Y, elles seront visibles sur la face X du cube. Si vous avez des vibrations sur votre axe X, elles seront visibles sur la face Y du cube.
Testez et ajustez lentement pour obtenir les bons réglages.
Utilisation d'une soudeuse à l'arc pour améliorer les courbes d'impression 3D
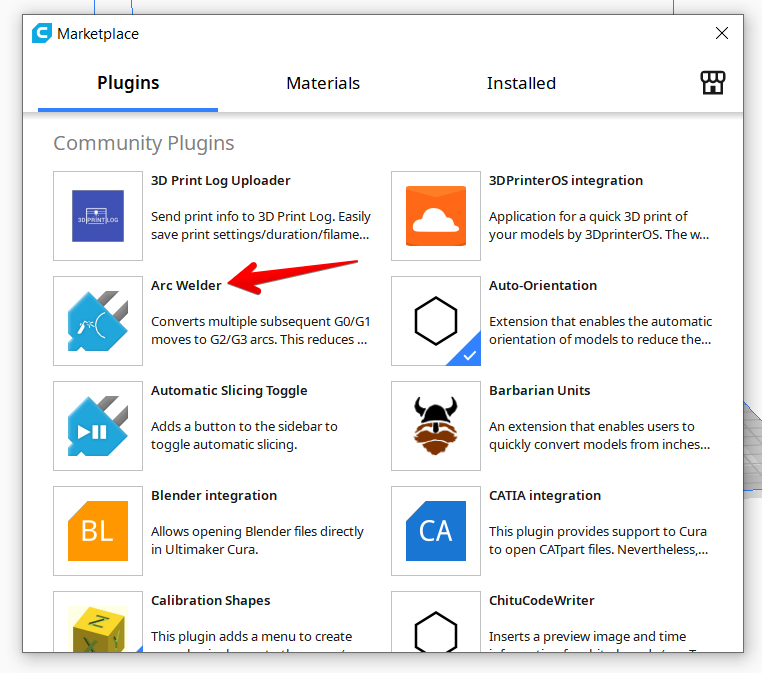
Il existe un plugin Cura Marketplace appelé Arc Welder que vous pouvez utiliser pour améliorer la qualité d'impression lorsqu'il s'agit d'imprimer en 3D des courbes et des arcs spécifiquement. Certaines impressions 3D présentent des courbes qui, lorsqu'elles sont découpées, se traduisent par une série de commandes G-Code.
Les mouvements de l'imprimante 3D sont principalement constitués de mouvements G0 & ; G1 qui sont une série de lignes, mais Arc Welder introduit des mouvements G2 & ; G3 qui sont de véritables courbes et arcs.
Non seulement il améliore la qualité d'impression, mais il contribue à réduire les imperfections d'impression telles que les images fantômes et les vibrations dans vos modèles 3D.
Il suffit de trouver le réglage dans Special Modes ou en recherchant "Arc Welder" et de cocher la case.
Voir également: Comment faire un tirage à froid sur une imprimante 3D - Nettoyer le filament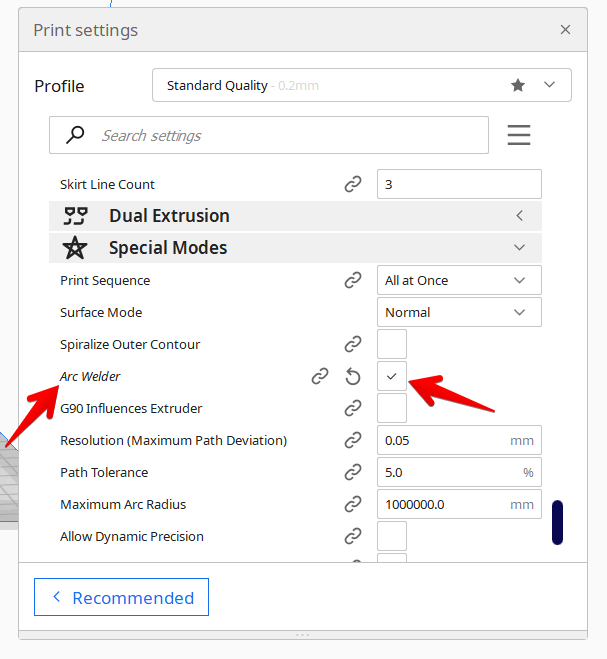
Il fait apparaître quelques autres paramètres que vous pouvez ajuster si nécessaire, principalement en fonction de l'amélioration de la qualité ou des paramètres du micrologiciel, mais les valeurs par défaut devraient convenir parfaitement.
Pour plus de détails, voir la vidéo ci-dessous.
Si vous aimez les impressions 3D de grande qualité, vous allez adorer le kit d'outils pour imprimante 3D AMX3d Pro Grade d'Amazon. Il s'agit d'un ensemble d'outils d'impression 3D de base qui vous donne tout ce dont vous avez besoin pour retirer, nettoyer & ; finir vos impressions 3D.
Il vous donne la possibilité de :
- Nettoyez facilement vos impressions 3D - Kit de 25 pièces comprenant 13 lames de couteau et 3 poignées, une longue pince à épiler, une pince à bec effilé et un bâton de colle.
- Supprimez simplement les impressions 3D - n'endommagez plus vos impressions 3D en utilisant l'un des trois outils de suppression spécialisés.
- Finissez parfaitement vos impressions 3D - le combo 3 pièces, 6 outils de précision (grattoir, pic, lame de couteau) permet de pénétrer dans les petites fissures pour obtenir une excellente finition.
- Devenez un pro de l'impression 3D !
