
Мазмұны
Сіз сапасыз басып шығару үшін сансыз шешімдерді қолданып көрдіңіз, бірақ ештеңе жұмыс істемейтін сияқты. Енді сіз серпілу және жеделдету деп аталатын сиқырлы параметрлерге тап болдыңыз және бұл жай ғана көмектесе алады деп ойладыңыз. Бұл, сөзсіз, мүмкіндік және ол көптеген адамдарға жоғары сапалы басып шығаруға көмектесті.
Мен мінсіз серпілісті қалай алуға болады & жеделдету параметрлері? Сынақ пен қатенің негізінде x және y осі үшін 7-ге тең және жеделдету 700 3D принтерлерінің көпшілігінде басып шығару мәселелерін шешу үшін өте жақсы жұмыс істейтіні анықталды. Бұл бастау үшін жақсы негіз, бірақ параметрлерді мінсіз ету үшін 3D принтерде біраз түзетулер қажет болуы мүмкін.
Бұл сізді дайындауға болатын серпілу және жеделдету параметрлеріне арналған қысқа жауап. Бұл параметрлер нені өзгертеді, олар қандай мәселелерді шешеді және т.б. сияқты негізгі ақпаратты білу үшін оқуды жалғастырған дұрыс.
Ender 3 үшін ең жақсы серпілу және жеделдету параметрлерін іздеп жүрсіз бе? V2 немесе ұқсас 3D принтер, бұл жақсы бастау нүктесі болуы керек.
Мен 3D басып шығару саяхатыңыз үшін пайдалы деп табатын сапаны жоғалтпай 3D басып шығаруды жылдамдатудың 8 жолы туралы мақала жаздым.
Егер 3D принтерлеріңізге арналған ең жақсы құралдар мен керек-жарақтарды көргіңіз келсе, оларды осы жерді басу арқылы оңай таба аласыз (Amazon).
Бұл неAcceleration Setting?
Үлдеу параметрі басып шығару механизмінің жылдамдығын өлшейді, бұл кескіш параметрлерінде белгіленген 3D принтер жылдамдығымен шектеледі.
Параметр неғұрлым жоғары болса, басып шығару механизмі соғұрлым жылдамырақ болады. максималды жылдамдыққа жетсеңіз, параметр неғұрлым төмен болса, басып шығару механизмі максималды жылдамдығына соғұрлым баяуырақ жетеді.
Көп рет 3D басып шығару кезінде, әсіресе кішірек нысандарда, ең жоғары жылдамдықтарыңызға жете алмайды, себебі ол жерде бұл үдеуді толық пайдалану үшін жүріп өткен көп қашықтық емес.
Ол көліктің үдеуіне өте ұқсас, егер көлік максимум 100 км/сағ жүре алса, бірақ сіздің саяхатыңызда бұрылыстар көп болса, максималды жылдамдыққа жету қиынға соғады.
Cura кескіште олар "Жылдатуды басқару" функциясын қосу басып шығару сапасының құнына басып шығару уақытын қысқартуы мүмкін екенін айтады. Екінші жағынан, басып шығару сапасын арттыру арқылы жеделдету мүмкіндігін жақсартуға болады деп үміттенеміз.
Шектегішіңіздің G-кодын шығаруға қарағанда, жеделдетуге көп қатысы жоқ. басып шығару механизмі қайда және қандай жылдамдықпен жүруі керек. Бұл жылдамдыққа шектеулер қоятын және берілген жылдамдыққа қаншалықты жылдам жету керектігін шешетін микробағдарлама.
Принтердегі әрбір осьте әртүрлі жылдамдықтар, үдеу және серпілу параметрлері болуы мүмкін. X және Y осінің параметрлері әдетте бірдей; әйтпесе басып шығаруларыңызға байланысты әртүрлі мүмкіндіктер болуы мүмкінбөліктің бағдары.
Әсіресе 45 градустан үлкен бұрыштарда басып шығару кезінде, жеделдету деңгейін орнатуға шектеулер бар.
Әртүрлі 3D басып шығару мәселелерімен күресіп жүрген адамдар үшін сізге қажет болуы мүмкін. мінсіз 3D басып шығару нәтижелерін алу бойынша қосымша нұсқаулар. Мен Filament Printing 101: Бастаушыға арналған Filament Printing нұсқаулығы деп аталатын курсты жасадым, ол сізге ең жақсы 3D басып шығару тәжірибелерінің кейбірін ерте бастан өткізеді, осылайша жаңадан бастағандар қателерінен аулақ бола аласыз.
Жерк деген не Параметр?
Бұл өте күрделі термин және қандай микробағдарламаны пайдаланып жатқаныңызға байланысты әртүрлі сипаттамалары бар. Бұл негізінен жеделдетуді қажет ететін ең аз жылдамдық өзгерісін көрсететін жуықтау мәні.
Жерк параметрі басып шығару механизмінің қозғалмайтын орнынан қозғалу жылдамдығын өлшейді. Параметр неғұрлым жоғары болса, ол тұрақты күйден соғұрлым жылдамырақ, төменірек параметр тұрақты күйден соғұрлым баяу қозғалады.
Оны басып шығару механизмінің ең төменгі жылдамдығы деп те атауға болады. басқа бағытта жылдамдықты бастамас бұрын баяулайды. Оны тура жүріп келе жатқан көлік сияқты елестетіп көріңіз, содан кейін бұрылыс алдында жылдамдығын төмендетіңіз.
Егер Jerk жоғары болса, басып шығару механизмі бағытты өзгерткенге дейін соншалықты баяуламайды.
Қашан басып шығару механизміне G-кодында жылдамдық пен бағытты өзгерту керек, егер жылдамдық айырмашылығы болсаесептеулер көрсетілген Jerk мәнінен аз болса, ол «лезде» орын алуы керек.
Жоғарырақ Jerk мәндері сізге мыналарды береді:
- Басып шығару уақытының қысқаруы
- Сіздегі бөртпелердің азаюы басып шығарады
- Бағыттың жылдам өзгеруінен жоғары тербеліс
- Бұрыштар мен шеңберлердің айналасында біркелкі жұмыс
Төменгі серпілу мәндері сізге мынаны береді:
- Принтерге механикалық кернеулер азырақ
- Тегіс қозғалыстар
- Бағыттың өзгеруі кезінде жіптің жақсы адгезиясы
- Принтеріңізден аз шуыл
- Қадамдар азырақ жоғалады. жоғары мәндермен алуға болады
Akeric Jerk мәні 10 болса, 60мм/с жылдамдықпен басып шығару уақытын Jerk мәні 40 болатындай беретінін анықтады. Тек басып шығару жылдамдығын 60мм/-ден асырған кезде ғана. с-тан шамамен 90 мм/с-қа дейінгі серпіліс мәні басып шығару уақытында нақты айырмашылықтар берді.
Дүлдеу параметрлері үшін жоғары мәндер негізінен әр бағыттағы жылдамдықтың тым жылдам өзгеруін білдіреді, бұл әдетте қосымша тербелістерге әкеледі.
Принтердің өзінен, сондай-ақ қозғалатын бөліктерден салмақ бар, сондықтан салмақ пен жылдам қозғалыс комбинациясы басып шығару сапасына тым жақсы әсер етпейді.
Басып шығару сапасына теріс әсер етеді. Осы тербелістердің нәтижесінде көретіндер елес немесе жаңғырық деп аталады. Мен Ghosting & AMP қалай шешуге болады туралы жылдам мақала жаздым; Ұқсас нүктелер арқылы өтетін жолақты/қабырғаны қалай түзетуге болады.
Қандай мәселелер дірілдейді & ЖеделдетуПараметрлер шешеді ме?
Жылдамдау және серпілу параметрлерін реттеу көптеген мәселелерді шешеді, тіпті сізге мәселе ретінде таныс емес нәрселер де бар.
Сондай-ақ_қараңыз: Ender 3/Pro/V2/S1 Starters Басып шығару нұсқаулығы – Жаңадан бастаушыларға арналған кеңестер & AMP; Жиі қойылатын сұрақтарОл келесі мәселелерді шеше алады:
- Дөрекі басып шығару беті
- Басып шығарудан қоңырауды жою (қисық)
- Принтеріңізді тыныштандыруға болады
- Басып шығарудағы Z-дірілдеуін жою
- Қабат сызығын өткізіп жіберуді түзету
- Принтердің тым қатты жұмыс істеуін немесе шамадан тыс шайқауын тоқтату
- Жалпы басып шығару сапасының көптеген мәселелері
Онда Барып, жеделдету мен серпілу параметрлерін реттеп, бұрын-соңды болмаған ең жақсы басып шығару сапасына ие болған көптеген адамдар. Кейде сіз оны алғаш рет алғанға дейін басып шығару сапасының қаншалықты жақсы екенін түсінбей де қаласыз.
Мен бұл түзетуді қолданып көруді және оның сізге сәйкес келетінін көруді ұсынамын. Орын алуы мүмкін ең нашар нәрсе - ол жұмыс істемейді және сіз жай ғана параметрлерді қайта өзгертесіз, бірақ кейбір сынақтар мен қателер арқылы сіз мәселелерді азайтып, басып шығару сапасын арттыра аласыз.
Төмендегі бейне The 3D Басып шығару Жалпы әсерлер барады Jerk & AMP; Жеделдету параметрлері басып шығару сапасына қатысты.
Мен мінсіз жеделдету & Jerk Settings?
3D басып шығару әлемінде сыналған және сыналған белгілі конфигурациялар бар. Бұл тамаша, себебі бұл ең жақсы параметрлерді алу үшін өте аз сынақтан өту керек дегенді білдіредіөзіңіз.
Сіз бұл параметрлерді бастапқы сызық ретінде пайдалана аласыз, жеделдету немесе серпілуді оқшаулай аласыз, содан кейін қажетті сапаға қол жеткізгенше оны біртіндеп арттыра немесе азайта аласыз.
Енді параметрлері.
Жерк параметрі үшін 7мм/с жылдамдықты қолданып көріңіз және оның қалай жүретінін көріңіз.
Jerk X & Y 7-де болуы керек. X, Y, Z үшін жеделдету 700-ге орнатылуы керек.
Принтердегі мәзірге тікелей өтіп, басқару параметрін таңдай аласыз, содан кейін "қозғалыс" арқылы үдеуіңізді көре аласыз. және серпілу параметрлері.
- Vx – 7
- Vy – 7
- Vz – жалғыз қалдыруға болады
- Amax X – 700
- Amax Y – 700
- Amax Z – жалғыз қалдыруға болады
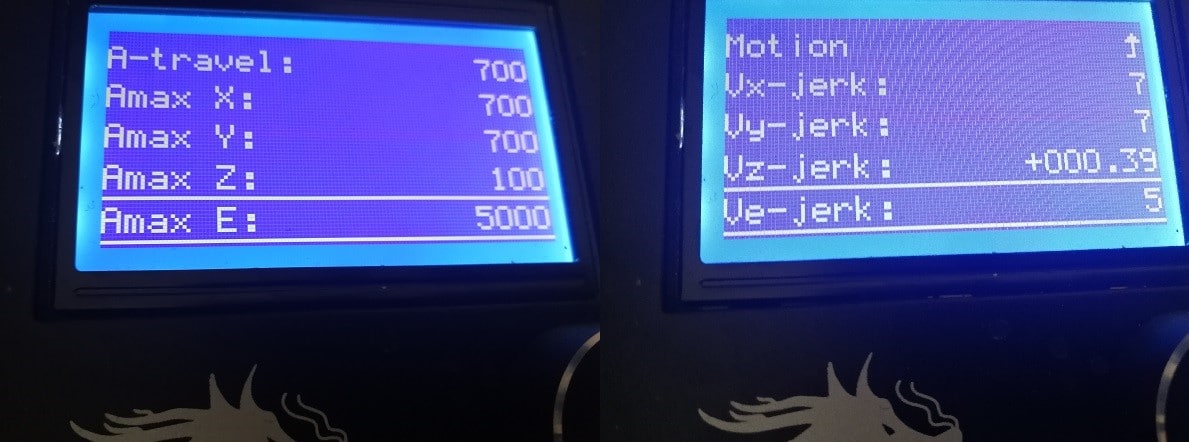 Acceleration & Ender 3 басқару терезесіндегі серпілу параметрлері
Acceleration & Ender 3 басқару терезесіндегі серпілу параметрлеріЕгер мұны кескіште орындағыңыз келсе, Cura микробағдарламаға немесе басқару экранына өтпей-ақ осы мәндерді өзгертуге мүмкіндік береді.
Сізге жай ғана кіру керек. Cura параметрлері және Cura серпіліс пен жеделдету мәндерін көру үшін кеңейтілген параметрлерді немесе реттелетін параметрлерді басыңыз. Бұл PrusaSlicer қолданбасында ұқсас, бірақ параметрлер «Принтер параметрлері» қойындысында болады.
Әдетте мұны бір-бірден орындағыңыз келеді. Бастауды серпілу параметрінен бастаған дұрыс.
Егер серпілуді төмендету істерді тым баяулатса, оның орнын толтыру үшін басып шығару жылдамдығын біршама арттыруға болады. Егер серпілуді жай ғана төмендету мәселеңізді шешпесе, жеделдетуді төмендетіңіз және оның қандай айырмашылығы бар екенін көріңіз.
Кейбір адамдар серпілуді тастап кетеді.параметрлері 0 & жақсы басып шығару үшін 500 жеделдету керек. Бұл шын мәнінде принтеріңізге және оның қаншалықты жақсы бапталғанына және күтіміне байланысты.
Жақсы серпіліс алу үшін екілік іздеу әдісі & Acceleration
Екілік іздеу алгоритмін компьютерлер бағдарламаларды іздеу үшін жиі пайдаланады және оны осы жерде осы сияқты көптеген қолданбаларда пайдалануға болады. Бұл диапазондар мен орташа мәндерді пайдалану арқылы сенімді калибрлеу әдісін береді.
Екілік әдісті пайдалану жолы:
- Тым төмен (L) және бір мәнді орнатыңыз. тым жоғары (H)
- Осы диапазонның ортаңғы мәнін (M) орындаңыз: (L+H) / 2
- M мәні бойынша басып шығарып көріңіз және нәтижелерді көріңіз
- Егер M тым жоғары болса, жаңа H мәні ретінде M пайдаланыңыз және тым төмен болса, керісінше пайдаланыңыз
- Қалаған нәтижеге жеткенше мұны қайталаңыз
Бұл біраз уақыт алуы мүмкін, бірақ принтеріңізге ең жақсы жұмыс істейтін параметрлерді тапқаннан кейін, ол әлемді өзгерте алады. Басып шығаруларыңызбен мақтана аласыз және басып шығару сапасына кедергі келтіретін оғаш, толқынды сызықтар мен артефактілер болмайды.
Оларды кесу бағдарламалық құралында әдепкі профиль ретінде сақтаған дұрыс. Осылайша, келесі басып шығаруды кесуге келесі жолы келгенде, ол автоматты түрде параметрлерге енгізіледі.
Мен сізге оны өзгертпес бұрын параметрлерді жазып алуды ұсынамын, осылайша оны әрқашан қайта өзгертуге болады. ол жұмыс істемейтін жағдайда. Егер сіз оны ұмытып кетсеңіз, бұл үлкен мәселе емес, өйткеніоны бастапқы параметрлерге қайтару үшін әдепкі параметр болуы керек.
Jerk & Жеделдету параметрлері принтерден принтерге өзгереді, себебі олардың дизайны, салмағы және т.б. әртүрлі. Мысалы, 3D Принтер Wiki Wanhao Duplicator i3 үшін Jerk-ті 8-ге және жеделдетуді 800-ге орнату керек дейді.
Параметрлеріңізді реттегеннен кейін, елестің деңгейлерін және оның бар-жоғын талдау үшін осы Ghosting сынағын пайдаланыңыз. жақсы немесе нашар.
Өткір жиектер (әріптерде, ойықтарда және бұрыштарда) елес іздегіңіз келеді.
Егер Y осіңізде тербеліс болса, ол келесіде көрінеді. текшенің X жағы. Егер X осінде діріл болса, ол текшенің Y жағында көрінеді.
Параметрлерді дұрыс алу үшін баяу сынап, реттеңіз.
Жақсарту үшін доғалық дәнекерлеу құралын пайдалану 3D басып шығару қисықтары
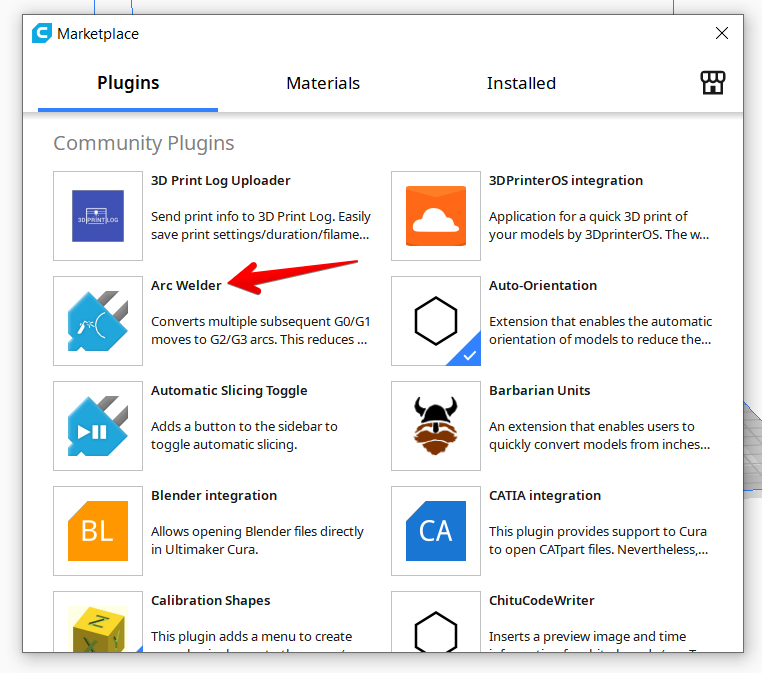
Арнайы 3D басып шығару қисықтары мен доғаларына қатысты басып шығару сапасын жақсарту үшін пайдалануға болатын Arc Welder деп аталатын Cura Marketplace плагині бар. Кейбір 3D басып шығаруларда қисық сызықтар болады, олар кесілген кезде G-код командаларының сериясына айналады.
3D принтерінің қозғалыстары негізінен G0 & сызықтар сериясы болып табылатын G1 қозғалыстар, бірақ Arc Welder G2 енгізеді & AMP; Нақты қисықтар мен доғалар болып табылатын G3 қозғалыстары.
Ол басып шығару сапасына пайда әкеліп қана қоймайды, сонымен қатар 3D форматындағы Ghosting/Sringing сияқты басып шығару кемшіліктерін азайтуға көмектеседі.үлгілер.
Плагинді орнатып, Cura-ны қайта іске қосқан кезде бұл көрсетіледі. Арнайы режимдерде немесе «Доғалық дәнекерлеуші» іздеу арқылы параметрді тауып, құсбелгіні қойыңыз.
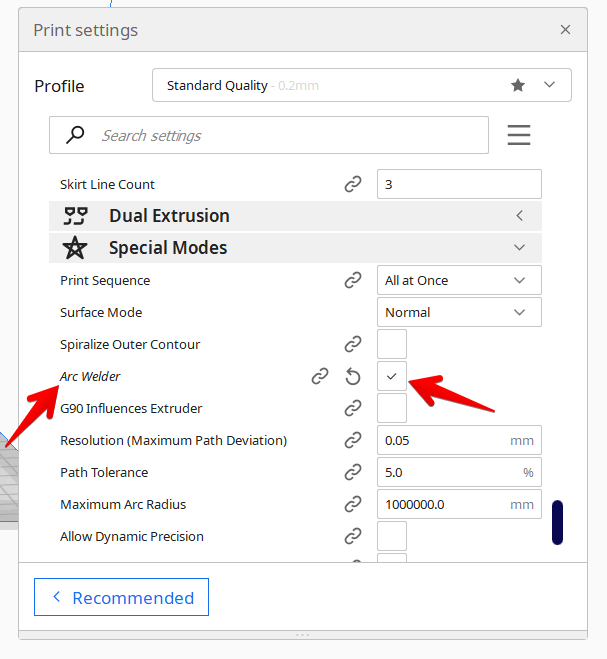
Ол қажет болған жағдайда реттеуге болатын бірнеше басқа параметрлерді шығарады. негізінен сапаны немесе микробағдарлама параметрлерін жақсартуға арналған, бірақ әдепкі параметрлер жақсы жұмыс істеуі керек.
Толығырақ ақпарат алу үшін төмендегі бейнені қараңыз.
Тамаша сапалы 3D басып шығаруларды ұнатсаңыз, AMX3d сізге ұнайды. Amazon ұсынған Pro 3D принтерінің құралдар жинағы. Бұл 3D басып шығару құралдарының негізгі жиынтығы, ол сізге жою, тазалау және AMP қажет нәрсенің барлығын береді; 3D басып шығаруды аяқтаңыз.
Ол сізге мына мүмкіндіктерді береді:
- 3D басып шығаруларды оңай тазалау – 13 пышақ жүзі және 3 тұтқасы, ұзын пинцет, ине мұрыны бар 25 бөліктен тұратын жинақ. тістеуік және желім таяқшасы.
- 3D басып шығаруды жай ғана алып тастаңыз – 3 мамандандырылған жою құралының бірін пайдалану арқылы 3D басып шығаруға зақым келтіруді тоқтатыңыз.
- 3D басып шығаруларды тамаша аяқтаңыз – 3 бөліктен тұратын 6. -құралдың дәл қырғышы/таңдау/пышақ пышақ комбинациясы тамаша әрлеу алу үшін кішкене ойықтарға түсіп кетуі мүмкін.
- 3D басып шығару маманы болыңыз!
