
सामग्री सारणी
तुम्ही तुमच्या खराब गुणवत्तेच्या प्रिंट्ससाठी अगणित उपाय वापरून पाहिले आहेत परंतु काहीही काम करत असल्याचे दिसत नाही. धक्का आणि प्रवेग नावाच्या या जादुई सेटिंग्जमध्ये तुम्ही आता अडखळला आहात आणि तुम्हाला वाटते की ते कदाचित मदत करेल. ही नक्कीच एक शक्यता आहे आणि यामुळे अनेकांना उच्च दर्जाचे प्रिंट मिळवण्यात मदत झाली आहे.
मला परफेक्ट झटका कसा मिळेल & प्रवेग सेटिंग्ज? चाचणी आणि त्रुटीच्या आधारे असे आढळून आले आहे की x आणि y-अक्षासाठी 7 ची एक धक्का सेटिंग आणि 700 चे प्रवेग बहुतेक 3D प्रिंटरसाठी मुद्रण समस्यांचे निराकरण करण्यासाठी खूप चांगले कार्य करते. सुरुवात करण्यासाठी ही एक चांगली बेसलाइन आहे परंतु सेटिंग्ज परिपूर्ण होण्यासाठी तुमच्या 3D प्रिंटरवर काही बदल करावे लागतील.
तुमच्या झटक्या आणि प्रवेग सेटिंग्जसाठी हे लहान उत्तर आहे ज्याने तुम्हाला तयार केले पाहिजे. या सेटिंग्जबद्दल काही महत्त्वाची माहिती जाणून घेण्यासाठी वाचत राहणे चांगली कल्पना आहे जसे की ते प्रत्यक्षात काय बदलतात, ते कोणत्या समस्या सोडवतात आणि बरेच काही.
तुम्ही Ender 3 साठी सर्वोत्तम धक्का आणि प्रवेग सेटिंग्ज शोधत आहात की नाही. V2 किंवा तत्सम 3D प्रिंटर, हा एक चांगला प्रारंभ बिंदू असावा.
गुणवत्ता न गमावता तुमच्या 3D प्रिंट्सचा वेग वाढवण्याच्या 8 मार्गांबद्दल मी एक लेख लिहिला आहे जो तुम्हाला तुमच्या 3D प्रिंटिंग प्रवासासाठी उपयुक्त वाटू शकेल.
तुम्हाला तुमच्या 3D प्रिंटरसाठी काही उत्तम साधने आणि अॅक्सेसरीज पाहण्यात स्वारस्य असल्यास, तुम्ही येथे (Amazon) क्लिक करून ते सहज शोधू शकता.
काय आहेप्रवेग सेटिंग?
प्रवेग सेटिंग हे मोजते की तुमच्या प्रिंट हेडचा वेग किती वेगवान आहे, तुमच्या स्लायसर सेटिंग्जमध्ये तुमच्या नियुक्त केलेल्या 3D प्रिंटरच्या गतीने मर्यादित आहे.
सेटिंग जितकी जास्त असेल तितकी प्रिंट हेड जलद होईल. तिची कमाल गती मिळवा, सेटिंग जितकी कमी होईल तितकी प्रिंट हेड त्याच्या कमाल गतीपर्यंत पोहोचेल.
बर्याच वेळा थ्रीडी प्रिंटिंग करताना तुमचा उच्च वेग गाठला जाणार नाही, विशेषत: लहान वस्तू कारण तिथे प्रवेगाचा पुरेपूर वापर करण्यासाठी जास्त अंतर कापले जात नाही.
हे कारच्या प्रवेग सारखेच आहे, जिथे कार जास्तीत जास्त 100 किमी प्रतितास वेगाने जाऊ शकते, परंतु तुमच्या प्रवासात बरीच वळणे आहेत, तुम्हाला जास्तीत जास्त गती मिळणे कठीण जाईल.
क्युरा स्लायसरमध्ये, ते म्हणतात की 'एक्सेलेरेशन कंट्रोल' सक्षम केल्याने मुद्रण गुणवत्तेच्या किंमतीवर मुद्रण वेळ कमी होऊ शकतो. दुसऱ्या बाजूने आम्ही आशापूर्वक काय करू शकतो ते म्हणजे मुद्रण गुणवत्ता वाढवण्याच्या फायद्यासाठी आमची प्रवेग वाढवणे.
तुमच्या स्लायसरचा प्रवेगशी फारसा संबंध नाही, जी-कोड उत्सर्जित करण्यापर्यंत प्रिंट हेड कुठे जावे आणि कोणत्या वेगाने. हे फर्मवेअर आहे जे गतीची मर्यादा सेट करते आणि दिलेल्या गतीला किती वेग वाढवायचा हे ठरवते.
तुमच्या प्रिंटरवरील प्रत्येक अक्षात वेग, प्रवेग आणि धक्का सेटिंग्ज भिन्न असू शकतात. X आणि Y अक्ष सेटिंग्ज सामान्यतः समान असतात; अन्यथा तुमच्या प्रिंट्सवर अवलंबून भिन्न वैशिष्ट्ये असू शकतातभाग अभिमुखता.
तुम्ही किती उच्च त्वरण सेट करू शकता यावर मर्यादा आहेत, विशेषत: 45 अंशांपेक्षा मोठ्या कोनात मुद्रित करताना.
विविध 3D प्रिंटिंग समस्यांसह संघर्ष करत असलेल्या लोकांसाठी, तुम्हाला हवे असेल आदर्श 3D प्रिंटिंग परिणाम मिळविण्यासाठी अधिक मार्गदर्शन. मी एक कोर्स तयार केला आहे जो फिलामेंट प्रिंटिंग 101 नावाने उपलब्ध आहे: फिलामेंट प्रिंटिंगसाठी नवशिक्यांचे मार्गदर्शक जे तुम्हाला काही सर्वोत्तम 3D प्रिंटिंग पद्धतींमधून लवकरात लवकर घेऊन जातात, जेणेकरून तुम्ही त्या नवशिक्या चुका टाळू शकता.
जर्क म्हणजे काय सेटिंग?
ही एक जटिल संज्ञा आहे आणि तुम्ही कोणते फर्मवेअर वापरत आहात यावर आधारित भिन्न वर्णने आहेत. हे मूलत: एक अंदाजे मूल्य आहे जे प्रवेग आवश्यक असलेल्या किमान वेगात बदल निर्दिष्ट करते.
जर्क सेटिंग तुमचे प्रिंट हेड त्याच्या स्थिर स्थितीवरून कोणत्या गतीने हलते ते मोजते. सेटिंग जितकी जास्त असेल तितक्या वेगाने ते स्थिर स्थानावरून सरकेल, सेटिंग जितक्या कमी असेल तितक्या वेगाने ते स्थिर स्थानावरून दूर जाईल.
याला तुमच्या प्रिंट हेडचा किमान वेग म्हणून देखील ओळखले जाऊ शकते. वेग वेगळ्या दिशेने सुरू करण्यापूर्वी मंद होईल. कार सरळ चालवल्यासारखा, नंतर वळणापूर्वी वेग कमी केल्यासारखा विचार करा.
जर्क जास्त असल्यास, दिशात्मक बदल करण्यापूर्वी तुमचे प्रिंट हेड तितकेसे कमी होणार नाही.
केव्हा गतीमध्ये फरक असल्यास प्रिंट हेडला जी-कोडमध्ये गती आणि दिशा बदलण्यास सांगितले जातेगणना निर्दिष्ट झटका मूल्यापेक्षा कमी आहे, ती 'त्वरित' व्हायला हवी.
उच्च धक्का मूल्ये तुम्हाला देते:
- मुद्रणाची वेळ कमी
- तुमच्यामध्ये कमी ब्लॉब प्रिंट्स
- दिशेतील जलद बदलांमुळे वाढलेली कंपने
- कोपरे आणि वर्तुळाभोवती सहज ऑपरेशन
लोअर जर्क व्हॅल्यू तुम्हाला देते:
- तुमच्या प्रिंटरवर कमी यांत्रिक ताण
- नितळ हालचाली
- दिशा बदलताना तुमच्या फिलामेंटसाठी उत्तम आसंजन
- तुमच्या प्रिंटरचा कमी आवाज
- तुमच्याप्रमाणे कमी पावले उच्च मूल्यांसह मिळू शकते
अकेरिकला असे आढळले की 10 च्या जर्क मूल्यामुळे 60mm/s गतीने 40 च्या जर्क मूल्याप्रमाणेच मुद्रण वेळ मिळतो. जेव्हा त्याने मुद्रण गती 60mm/ च्या पुढे वाढवली तेव्हाच s ते सुमारे 90mm/s ने प्रिंटिंग वेळेत वास्तविक फरक दिला आहे.
जर्क सेटिंग्जसाठी उच्च मूल्यांचा मुळात अर्थ असा आहे की प्रत्येक दिशेने वेग बदलणे खूप वेगवान आहे, ज्यामुळे सहसा अतिरिक्त कंपन होतात.<1
प्रिंटरचेच वजन असते, तसेच हलणाऱ्या भागांचे वजन असते त्यामुळे वजन आणि जलद हालचाल यांचे संयोजन मुद्रण गुणवत्तेसाठी फारसे चांगले जात नाही.
नकारात्मक मुद्रण गुणवत्तेचे परिणाम तुम्ही या कंपनांचा परिणाम म्हणून दिसेल त्यांना भूत किंवा प्रतिध्वनी म्हणतात. मी घोस्टिंग कसे सोडवायचे यावर एक द्रुत लेख लिहिला आहे & बँडिंग/रिबिंगचे निराकरण कसे करावे जे समान बिंदूंमधून जाते.
कोणत्या समस्यांमुळे धक्का बसतो & प्रवेगसेटिंग्ज सोडवतात?
तुमच्या प्रवेग आणि धक्का सेटिंग्ज समायोजित केल्याने अनेक समस्या आहेत ज्यांचे निराकरण होते, अगदी तुम्हाला समस्या म्हणून माहित नसलेल्या गोष्टी देखील.
त्यामुळे खालील गोष्टींचे निराकरण होऊ शकते:
- रफ प्रिंट सरफेस
- प्रिंट्समधून रिंगिंग काढून टाकणे (वक्र)
- तुमचा प्रिंटर खूप शांत करू शकतो
- प्रिंटमधील झेड-वॉबल काढून टाका
- लेयर लाइन फिक्स करणे वगळणे
- तुमच्या प्रिंटरला खूप हिंसकपणे चालवण्यापासून किंवा खूप हलवण्यापासून थांबवा
- सर्वसाधारणपणे प्रिंट गुणवत्तेच्या अनेक समस्या
तेथे असे बरेच लोक आहेत ज्यांनी जाऊन त्यांची प्रवेग आणि धक्का सेटिंग्ज समायोजित केली आणि त्यांना आतापर्यंतची काही उत्कृष्ट मुद्रण गुणवत्ता मिळाली. काहीवेळा तुमची प्रिंट गुणवत्ता तुम्हाला प्रथमच मिळत नाही तोपर्यंत किती चांगली असू शकते हे देखील तुम्हाला कळत नाही.
मी निश्चितपणे हे निराकरण करून पहा आणि ते तुमच्यासाठी उपयुक्त आहे का ते पाहण्याची शिफारस करेन. सर्वात वाईट गोष्ट जी घडू शकते ती म्हणजे ते कार्य करत नाही आणि तुम्ही फक्त तुमची सेटिंग्ज परत बदलू शकता, परंतु काही चाचणी आणि त्रुटीसह तुम्ही समस्या कमी करू शकता आणि मुद्रण गुणवत्ता वाढवू शकता.
3D द्वारे खालील व्हिडिओ प्रिंट जनरल इफेक्ट्स मध्ये जातो झटका & प्रवेग सेटिंग्ज प्रिंट गुणवत्तेवर असतात.
मी परिपूर्ण प्रवेग कसा मिळवू शकतो & धक्का सेटिंग्ज?
अशा काही कॉन्फिगरेशन आहेत ज्या 3D प्रिंटिंगच्या जगात वापरल्या जातात आणि तपासल्या जातात. हे उत्तम आहे कारण याचा अर्थ असा आहे की सर्वोत्तम सेटिंग्ज मिळविण्यासाठी तुम्हाला खूप कमी चाचणी करावी लागेलस्वतः.
तुम्ही या सेटिंग्जचा बेसलाइन म्हणून वापर करू शकता, एकतर प्रवेग किंवा धक्का अलग करू शकता, नंतर तुमची इच्छित गुणवत्ता मिळेपर्यंत ते थोडे कमी करू शकता किंवा वाढवू शकता.
आता सेटिंग्ज.
तुमच्या जर्क सेटिंगसाठी तुम्ही 7mm/s वापरून पहा आणि ते कसे होते ते पहा.
Jerk X & Y 7 वर असावे. X, Y, Z साठी प्रवेग 700 वर सेट केले जावे.
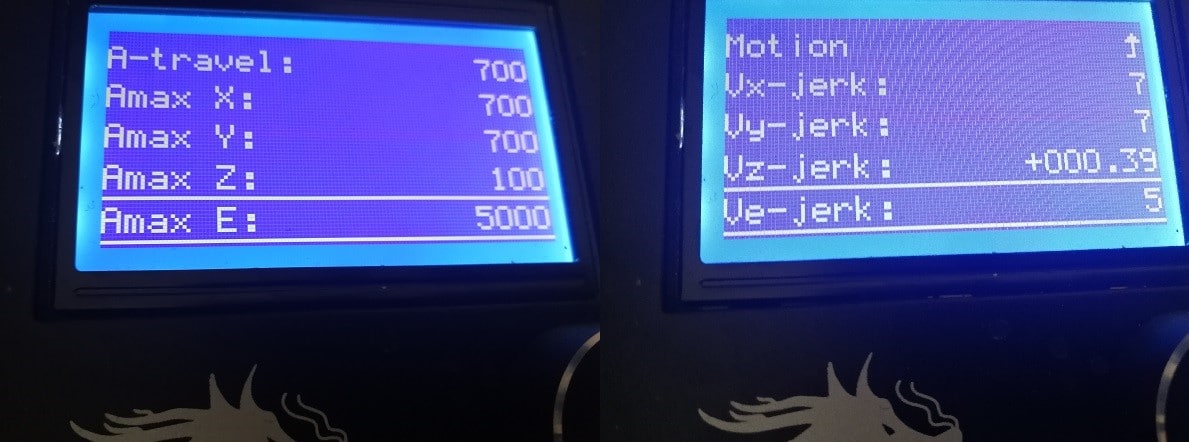
तुम्ही थेट तुमच्या प्रिंटरवरील तुमच्या मेनूमध्ये जाऊ शकता, नियंत्रण सेटिंग निवडा, त्यानंतर 'मोशन' तुम्हाला तुमचे प्रवेग दिसले पाहिजे आणि धक्का सेटिंग्ज.
- Vx – 7
- Vy – 7
- Vz – एकटे सोडले जाऊ शकते
- Amax X – 700
- Amax Y – 700
- Amax Z – एकटे सोडले जाऊ शकते
 प्रवेग आणि Ender 3 कंट्रोल बॉक्सवरील धक्का सेटिंग्ज
प्रवेग आणि Ender 3 कंट्रोल बॉक्सवरील धक्का सेटिंग्ज तुम्ही ते तुमच्या स्लायसरमध्ये करू इच्छित असल्यास, क्युरा तुम्हाला तुमच्या फर्मवेअर किंवा कंट्रोल स्क्रीनवर न जाता ही मूल्ये बदलण्याची परवानगी देते.
तुम्हाला फक्त त्यात जावे लागेल क्युरा सेटिंग्ज आणि तुमची क्युरा झटका आणि प्रवेग मूल्ये पाहण्यासाठी प्रगत सेटिंग्ज किंवा कस्टम सेटिंग्जवर क्लिक करा. हे PrusaSlicer मध्ये सारखेच आहे, परंतु सेटिंग्ज “प्रिंटर सेटिंग्ज” टॅबमध्ये आहेत.
सामान्यतः तुम्हाला हे एक-एक करून करायचे असते. झटका सेटिंगसह प्रारंभ करणे चांगले आहे.
तुमचा धक्का कमी केल्याने गोष्टी खूप मंद होत असल्यास, तुम्ही भरपाई करण्यासाठी तुमचा प्रिंट वेग काही प्रमाणात वाढवू शकता. जर फक्त झटका कमी केल्याने तुमची समस्या दूर होत नसेल, तर प्रवेग कमी करा आणि काय फरक पडतो ते पहा.
काही लोक झटका सोडतात0 वर सेटिंग्ज & चांगले प्रिंट मिळवण्यासाठी 500 चा प्रवेग ठेवा. हे खरोखर तुमच्या प्रिंटरवर अवलंबून असते आणि ते किती चांगले ट्यून केलेले आहे आणि त्याची देखभाल केली आहे.
चांगला धक्का मिळवण्यासाठी बायनरी शोध पद्धत & प्रवेग
बायनरी शोध अल्गोरिदम सामान्यतः संगणकाद्वारे प्रोग्राम शोधण्यासाठी वापरला जातो आणि तो येथे यासारख्या अनेक अनुप्रयोगांमध्ये वापरला जाऊ शकतो. ते काय करते ते श्रेणी आणि सरासरी वापरून एक विश्वासार्ह कॅलिब्रेशन पद्धत देते.
बायनरी पद्धत कशी वापरायची:
- खूप कमी (L) आणि एक असे मूल्य स्थापित करा खूप जास्त (H)
- या श्रेणीचे मधले मूल्य (M) कार्यान्वित करा: (L+H) / 2
- तुमच्या M मूल्यावर मुद्रित करण्याचा प्रयत्न करा आणि परिणाम पहा
- M खूप जास्त असल्यास, तुमचे नवीन H मूल्य म्हणून M वापरा आणि खूप कमी असल्यास त्याउलट
- तुमचा इच्छित परिणाम मिळेपर्यंत याची पुनरावृत्ती करा
याला थोडा वेळ लागू शकतो एकदा तुम्हाला तुमच्या प्रिंटरसाठी सर्वोत्कृष्ट काम करणारी सेटिंग्ज सापडली की, ते जग बदलू शकते. तुम्हाला तुमच्या प्रिंट्सचा अभिमान वाटेल आणि तुमच्या प्रिंटच्या गुणवत्तेत विचित्र, लहरी रेषा आणि कलाकृती नसतील.
त्यांना तुमच्या स्लाइसिंग सॉफ्टवेअरमध्ये डीफॉल्ट प्रोफाइल म्हणून सेव्ह करणे ही चांगली कल्पना आहे. त्यामुळे, पुढच्या वेळी तुम्ही तुमच्या पुढील प्रिंटचे तुकडे करण्यासाठी याल तेव्हा ते सेटिंग्जमध्ये आपोआप इनपुट केले जाईल.
मी तुम्हाला सल्ला देतो की तुम्ही ते बदलण्यापूर्वी सेटिंग्ज काय होत्या ते लिहा जेणेकरून तुम्ही ते नेहमी परत बदलू शकता. जर ते कार्य करत नाही. जर तुम्ही ते विसरलात तर ही मोठी गोष्ट नाही कारणमूळ सेटिंग्जवर परत जाण्यासाठी डीफॉल्ट सेटिंग असावी.
झटका & प्रवेग सेटिंग्ज प्रिंटरपासून प्रिंटरमध्ये बदलतात कारण त्यांच्याकडे भिन्न डिझाईन्स, वजन आणि इतर आहेत. उदाहरणार्थ, 3डी प्रिंटर विकी Wanhao डुप्लिकेटर i3 साठी जर्क 8 वर आणि प्रवेग 800 वर सेट करण्यास सांगतो.
तुम्ही तुमची सेटिंग्ज ट्यून केल्यावर, घोस्टिंगची पातळी आणि ते आहे की नाही याचे विश्लेषण करण्यासाठी या घोस्टिंग चाचणीचा वापर करा. चांगले किंवा वाईट.
तुम्हाला तीक्ष्ण कडा (अक्षरे, डिंपल आणि कोपऱ्यांवर) शोधायचे आहेत.
तुमच्या Y-अक्षावर कंपन असल्यास, ते वर दिसेल घनाची X बाजू. तुमच्या X-अक्षावर कंपन असल्यास, ते क्यूबच्या Y बाजूला दिसेल.
सेटिंग्ज योग्यरित्या मिळवण्यासाठी हळूहळू चाचणी करा आणि समायोजित करा.
सुधारणा करण्यासाठी आर्क वेल्डर वापरणे 3D प्रिंटिंग कर्व्स
आर्क वेल्डर नावाचे क्युरा मार्केटप्लेस प्लगइन आहे ज्याचा वापर तुम्ही विशेषत: 3D प्रिंटिंग वक्र आणि आर्क्सच्या बाबतीत मुद्रण गुणवत्ता सुधारण्यासाठी करू शकता. काही 3D प्रिंट्समध्ये वक्र असतात, ज्याचे तुकडे केल्यावर, G-Code कमांड्सच्या मालिकेत भाषांतरित होते.
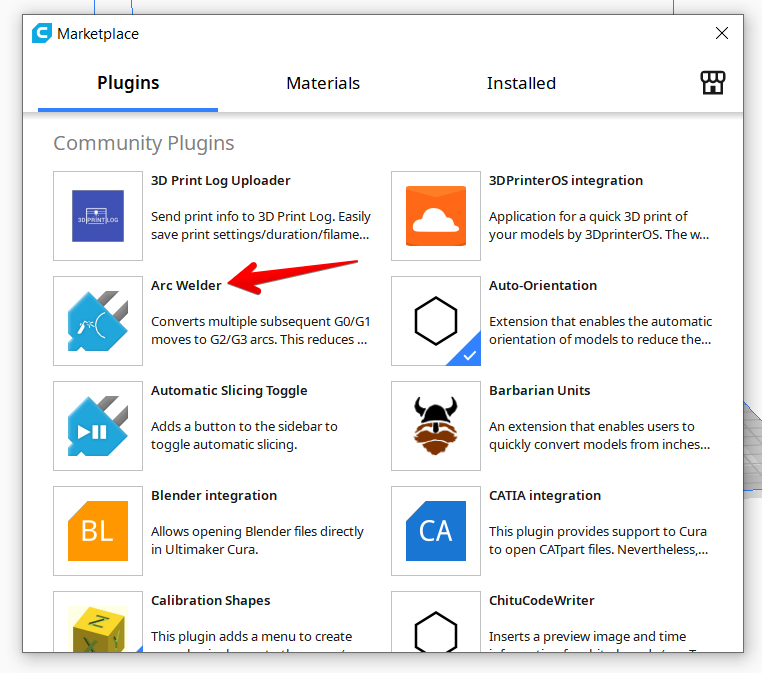
3D प्रिंटरच्या हालचाली प्रामुख्याने G0 आणि amp; G1 हालचाली जी रेषांची मालिका आहेत, परंतु आर्क वेल्डर G2 & G3 हालचाली ज्या वास्तविक वक्र आणि चाप आहेत.
त्यामुळे केवळ मुद्रण गुणवत्तेचा फायदा होत नाही, तर तुमच्या 3D मध्ये घोस्टिंग/रिंगिंग सारख्या प्रिंट अपूर्णता कमी करण्यात मदत होतेमॉडेल्स.
हे देखील पहा: बेस्ट एंडर 3 कूलिंग फॅन अपग्रेड्स - हे कसे करावेतुम्ही प्लगइन इन्स्टॉल करता आणि Cura रीस्टार्ट करता तेव्हा ते येथे दिसते. फक्त स्पेशल मोडमध्ये किंवा “आर्क वेल्डर” शोधून सेटिंग शोधा आणि बॉक्स चेक करा.
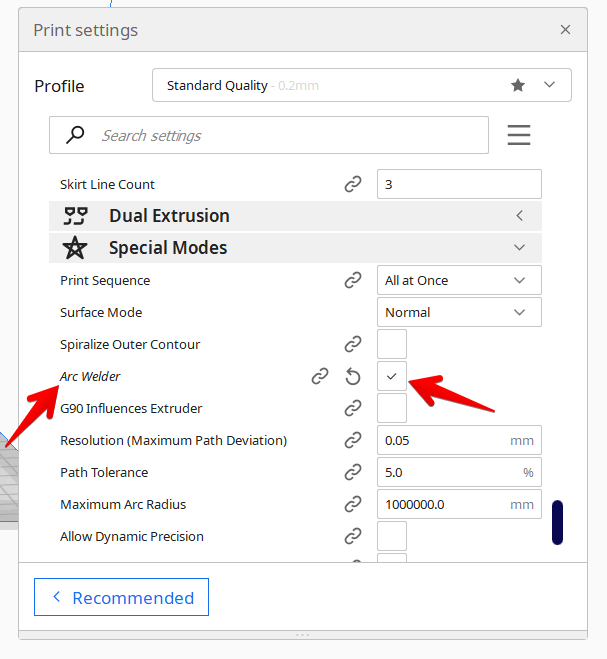
हे काही इतर सेटिंग्ज आणते ज्या तुम्ही आवश्यक असल्यास समायोजित करू शकता. मुख्यतः गुणवत्ता किंवा फर्मवेअर सेटिंग्ज सुधारण्यावर, परंतु डीफॉल्टने अगदी चांगले काम केले पाहिजे.
अधिक तपशीलांसाठी खालील व्हिडिओ पहा.
तुम्हाला उत्तम दर्जाचे 3D प्रिंट आवडत असल्यास, तुम्हाला AMX3d आवडेल. Amazon वरून प्रो ग्रेड 3D प्रिंटर टूल किट. हा 3D प्रिंटिंग टूल्सचा एक मुख्य संच आहे जो तुम्हाला काढून टाकण्यासाठी, स्वच्छ करण्यासाठी आणि स्वच्छ करण्यासाठी आवश्यक असलेली प्रत्येक गोष्ट देतो. तुमचे 3D प्रिंट पूर्ण करा.
हे तुम्हाला हे करण्याची क्षमता देते:
- तुमचे 3D प्रिंट्स सहजतेने साफ करा - 13 चाकू ब्लेड आणि 3 हँडल, लांब चिमटे, सुई नाकासह 25-तुकड्यांची किट पक्कड, आणि गोंद स्टिक.
- फक्त 3D प्रिंट काढून टाका – काढण्याच्या 3 विशेष साधनांपैकी एक वापरून तुमच्या 3D प्रिंट्सचे नुकसान करणे थांबवा.
- तुमच्या 3D प्रिंट्स उत्तम प्रकारे पूर्ण करा - 3-पीस, 6 -टूल प्रिसिजन स्क्रॅपर/पिक/चाकू ब्लेड कॉम्बो उत्कृष्ट फिनिशिंगसाठी छोट्या छोट्या छिद्रांमध्ये प्रवेश करू शकतो.
- 3D प्रिंटिंग प्रो व्हा!
