
Spis treści
Próbowałeś niezliczonych rozwiązań dla swoich złych jakościowo wydruków, ale nic nie wydaje się działać. Teraz natknąłeś się na te magiczne ustawienia zwane szarpnięciem i przyspieszeniem i myślisz, że to może po prostu pomóc. Jest to zdecydowanie możliwość i pomogło wielu ludziom uzyskać wysoką jakość wydruków.
Jak uzyskać idealne ustawienia szarpnięcia & przyspieszenia? Na podstawie prób i błędów stwierdzono, że ustawienie szarpnięcia na poziomie 7 dla osi x i y oraz przyspieszenia 700 działa bardzo dobrze dla większości drukarek 3D, aby rozwiązać problemy z drukowaniem. Jest to dobra podstawa, od której można zacząć, ale może to wymagać pewnych poprawek na drukarce 3D, aby uzyskać idealne ustawienia.
To jest krótka odpowiedź na temat ustawień szarpania i przyspieszania, które powinny Cię przygotować. Warto czytać dalej, aby dowiedzieć się kilku kluczowych informacji o tych ustawieniach, takich jak to, co faktycznie zmieniają, jakie problemy rozwiązują i więcej.
Czy szukasz najlepszych ustawień szarpania i przyspieszania dla Endera 3 V2 lub podobnej drukarki 3D, to powinien być dobry punkt wyjścia.
Napisałem artykuł o 8 Ways to Speed Up Your 3D Prints Without Losing Quality, który może Ci się przydać w Twojej podróży związanej z drukiem 3D.
Jeśli jesteś zainteresowany poznaniem jednych z najlepszych narzędzi i akcesoriów do drukarek 3D, możesz je łatwo znaleźć klikając tutaj (Amazon).
Co to jest ustawienie przyspieszenia?
Ustawienie Acceleration mierzy jak szybko Twoja głowica drukująca przyspiesza, ograniczone przez wyznaczoną prędkość drukarki 3D w ustawieniach slicera.
Im wyższe ustawienie, tym szybciej głowica drukująca osiągnie swoją maksymalną prędkość, im niższe ustawienie, tym wolniej głowica drukująca osiągnie swoją maksymalną prędkość.
Wiele razy zdarza się, że podczas drukowania 3D, zwłaszcza mniejszych obiektów, nie osiąga się maksymalnych prędkości, ponieważ nie pokonuje się zbyt dużego dystansu, aby w pełni wykorzystać przyspieszenie.
Zobacz też: Jak Dokładnie Skanować & Drukować 3D Siebie (Głowa & Ciało)Jest to bardzo podobne do przyspieszenia samochodu, gdzie jeśli samochód może jechać maksymalnie 100 km/h, ale w twojej podróży jest wiele zakrętów, trudno będzie ci osiągnąć maksymalną prędkość.
W slicerze Cura stwierdzają, że włączenie "kontroli przyspieszenia" może skrócić czas drukowania kosztem jakości druku. To, co możemy mieć nadzieję, że zrobimy po drugiej stronie, to poprawa naszego przyspieszenia z korzyścią dla zwiększenia jakości druku.
Twój slicer w rzeczywistości nie ma wiele wspólnego z przyspieszeniem, w zakresie emitowania kodu G, aby powiedzieć, gdzie głowica drukująca powinna iść i z jaką prędkością. To firmware określa limity prędkości i decyduje, jak szybko przyspieszyć do danej prędkości.
Każda oś w drukarce może mieć różne prędkości, przyspieszenia i ustawienia szarpania. Ustawienia osi X i Y są generalnie takie same; w przeciwnym razie wydruki mogą mieć różne cechy w zależności od orientacji części.
Istnieją ograniczenia co do tego, jak wysoko można ustawić przyspieszenie, zwłaszcza w przypadku drukowania pod kątem większym niż 45 stopni.
Dla osób zmagających się z różnymi problemami związanymi z drukiem 3D, być może chciałbyś uzyskać więcej wskazówek dotyczących uzyskiwania idealnych rezultatów druku 3D. Stworzyłem kurs, który jest dostępny do zdobycia o nazwie Filament Printing 101: Beginner's Guide to Filament Printing, który przeprowadza Cię przez niektóre z najlepszych praktyk druku 3D na początku, dzięki czemu możesz uniknąć tych błędów początkujących.
Co to jest ustawienie Jerk?
Jest to dość złożony termin i ma różne opisy w zależności od tego, jakiego firmware używasz. Jest to w zasadzie wartość przybliżona, która określa minimalną zmianę prędkości, która wymaga przyspieszenia.
Ustawienie Jerk mierzy prędkość, z jaką głowica drukująca odchodzi od pozycji nieruchomej. Im wyższe ustawienie, tym szybciej odchodzi od pozycji stabilnej, im niższe ustawienie, tym wolniej odchodzi od pozycji stabilnej.
Można ją również określić jako minimalną prędkość, z jaką zwolni głowica drukująca przed rozpoczęciem prędkości w innym kierunku. Pomyśl o tym jak o samochodzie jadącym prosto, a następnie zwalniającym przed zakrętem.
Jeśli Jerk jest wysoki, głowica drukująca nie będzie zwalniać tak bardzo przed zmianą kierunku.
Kiedy głowica drukująca otrzymuje polecenie zmiany prędkości i kierunku w kodzie G, to jeśli różnica w obliczeniach prędkości jest mniejsza niż określona wartość Jerk, powinno to nastąpić "natychmiast".
Zobacz też: Jak zwiększyć maksymalną temperaturę w drukarce 3D - Ender 3Wyższe wartości Jerk dają:
- Skrócone czasy drukowania
- Mniej plam na wydrukach
- Zwiększone wibracje przy gwałtownych zmianach kierunku jazdy
- Płynniejsza praca na rogach i kołach
Niższe wartości Jerk daje:
- Mniejsze naprężenia mechaniczne w drukarce
- Płynniejsze ruchy
- Lepsza przyczepność dla Twojego filamentu przy zmianach kierunku.
- Mniejszy hałas z drukarki
- Mniej straconych kroków, jak można uzyskać przy wyższych wartościach
Akeric odkrył, że przy wartości Jerk równej 10 czas drukowania przy prędkości 60 mm/s był taki sam jak przy wartości Jerk równej 40. Dopiero po zwiększeniu prędkości drukowania z 60 mm/s do około 90 mm/s wartość Jerk dała rzeczywiste różnice w czasie drukowania.
Wysokie wartości dla ustawień Jerk oznaczają w zasadzie, że zmiana prędkości w każdym kierunku jest zbyt szybka, co zwykle powoduje dodatkowe wibracje.
Jest waga od samej drukarki, jak również od ruchomych części, więc połączenie wagi i szybkiego ruchu nie idzie zbyt dobrze dla jakości druku.
Negatywne efekty jakości druku, które można zaobserwować w wyniku tych wibracji, nazywane są ghostingiem lub echem. Napisałem krótki artykuł na temat How to Solve Ghosting & How to Fix Banding/Ribbing, w którym poruszam podobne kwestie.
Jakie problemy rozwiązują ustawienia Jerk & Acceleration?
Dostosowanie ustawień przyspieszenia i szarpania ma cały szereg problemów, które rozwiązuje, nawet rzeczy, które nie były znane jako problem.
Może rozwiązać następujące kwestie:
- Szorstka powierzchnia druku
- Usuwanie dzwonienia z wydruków (krzywych)
- Może sprawić, że Twoja drukarka będzie o wiele cichsza
- Wyeliminowanie drgań Z w wydrukach
- Naprawa pominięć linii warstwy
- Powstrzymaj drukarkę przed zbyt gwałtowną pracą lub nadmiernym drżeniem
- Wiele problemów z jakością druku w ogóle
Jest mnóstwo ludzi, którzy poszli i dostosowali swoje ustawienia przyspieszenia i szarpania i dostali jedne z najlepszych jakości druku, jakie kiedykolwiek mieli. Czasami nawet nie zdajesz sobie sprawy, jak dobra może być jakość druku, dopóki nie dostaniesz go po raz pierwszy.
Zdecydowanie polecam wypróbowanie tej poprawki i sprawdzenie, czy działa dla Ciebie. Najgorszą rzeczą, jaka może się zdarzyć, jest to, że nie działa i po prostu zmieniasz swoje ustawienia z powrotem, ale z niektórymi próbami i błędami powinieneś być w stanie zmniejszyć problemy i zwiększyć jakość druku.
Poniższy film autorstwa The 3D Print General idzie w efekty Jerk & ustawienia przyspieszenia mają na jakość druku.
Jak uzyskać idealne przyspieszenie & Jerk ustawienia?
Istnieją pewne konfiguracje, które są wypróbowane w świecie druku 3D. Jest to świetne rozwiązanie, ponieważ oznacza, że musisz wykonać bardzo mało testów, aby uzyskać najlepsze ustawienia dla siebie.
Możesz użyć tych ustawień jako linii podstawowej, wyizolować przyspieszenie lub szarpnięcie, a następnie zwiększyć lub zmniejszyć je nieznacznie, aż uzyskasz pożądaną jakość.
Teraz do ustawień.
Dla ustawienia Jerk powinieneś spróbować 7mm/s i zobaczyć jak to będzie.
Jerk X & Y powinien być na 7. Przyspieszenie dla X, Y, Z powinno być ustawione na 700.
Możesz wejść bezpośrednio do swojego menu na drukarce, wybrać ustawienia sterowania, następnie "ruch" powinieneś zobaczyć swoje ustawienia przyspieszenia i szarpnięcia.
- Vx - 7
- Vy - 7
- Vz - może być pozostawiony sam sobie
- Amax X - 700
- Amax Y - 700
- Amax Z - może być pozostawiony sam sobie
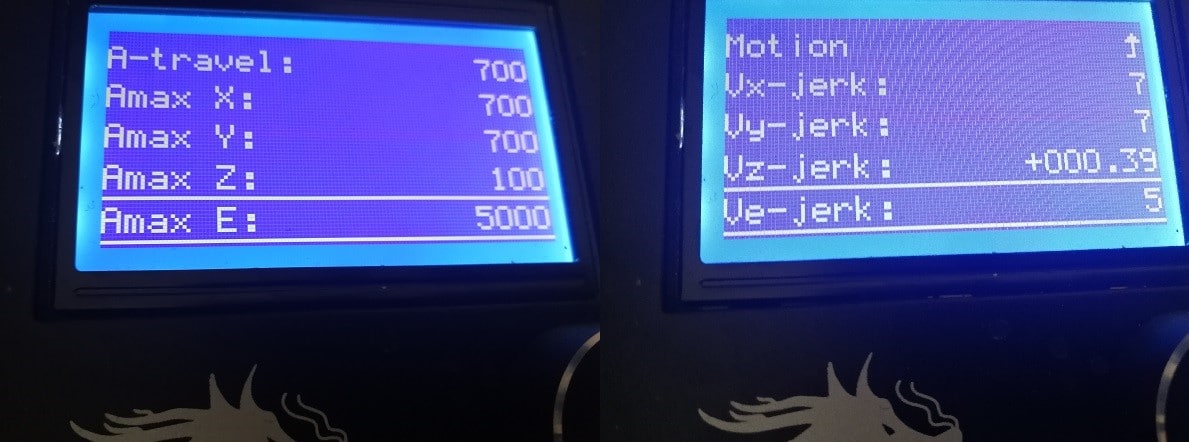 Ustawienia przyspieszenia & Jerk na skrzynce kontrolnej Ender 3
Ustawienia przyspieszenia & Jerk na skrzynce kontrolnej Ender 3 Jeśli wolisz zrobić to w swoim slicerze, Cura pozwala na zmianę tych wartości bez wchodzenia w firmware lub ekran kontrolny.
Będziesz musiał po prostu wejść w ustawienia Cura i kliknąć ustawienia zaawansowane lub ustawienia niestandardowe, aby zobaczyć swoje wartości szarpnięcia i przyspieszenia Cura. Podobnie jest w PrusaSlicer, ale ustawienia są w zakładce "Ustawienia drukarki".
Zazwyczaj chcesz to zrobić po kolei, dobrze jest zacząć od ustawienia szarpnięcia.
Jeśli obniżenie szarpnięcia sprawi, że rzeczy będą zbyt wolne, możesz zwiększyć nieco prędkość drukowania, aby to zrekompensować. Jeśli obniżenie szarpnięcia nie rozwiąże problemu, obniż przyspieszenie i zobacz, jaka to różnica.
Niektórzy ludzie pozostawiają ustawienia Jerk na 0 & mają przyspieszenie 500, aby uzyskać dobre wydruki. To naprawdę zależy od drukarki i jak dobrze dostrojone i utrzymane jest.
Metoda wyszukiwania binarnego dla uzyskania dobrego szarpnięcia i przyspieszenia.
Algorytm wyszukiwania binarnego jest powszechnie używany przez komputery do wyszukiwania programów i może być używany w wielu aplikacjach, takich jak ta tutaj. To, co robi, daje niezawodną metodę kalibracji przy użyciu zakresów i średnich.
Jak korzystać z metody binarnej:
- Ustalenie wartości zbyt niskiej (L) i zbyt wysokiej (H)
- Oblicz wartość środkową (M) tego zakresu: (L+H) / 2
- Spróbuj wydrukować przy swojej wartości M i zobacz rezultaty
- Jeśli M jest zbyt wysokie, użyj M jako nowej wartości H i odwrotnie, jeśli jest zbyt niskie
- Powtarzaj to, aż uzyskasz pożądany efekt.
Może to zająć trochę czasu, ale po znalezieniu ustawień, które działają najlepiej dla Twojej drukarki, może to zrobić świat różnicy. Będziesz mógł być dumny ze swoich wydruków i nie mieć dziwnych, falistych linii i artefaktów nękających jakość druku.
Dobrym pomysłem jest zapisanie ich jako domyślnego profilu w programie do krojenia, dzięki czemu przy następnym podejściu do krojenia kolejnej odbitki, zostanie on automatycznie wprowadzony do ustawień.
Radzę zapisać sobie jakie były ustawienia przed zmianą, aby zawsze można było zmienić je z powrotem w razie gdyby nie działały. Jeśli zapomniałeś to nie jest wielki problem, ponieważ powinno być domyślne ustawienie, aby powrócić do oryginalnych ustawień.
Jerk & Acceleration settings do vary from printer to printer because they have different designs, weights and so on. For example, 3D Printer Wiki says to set Jerk to 8 and the Acceleration to 800 for the Wanhao Duplicator i3.
Po dostrojeniu ustawień, użyj tego testu Ghosting Test, aby przeanalizować poziomy ghostingu i czy jest lepiej czy gorzej.
Chcesz szukać ghostingu ostrych krawędzi (na literach, wgłębieniach i narożnikach).
Jeśli masz wibracje na swojej osi Y, będzie to widoczne po stronie X kostki, a jeśli masz wibracje na swojej osi X, będzie to widoczne po stronie Y kostki.
Powoli testuj i reguluj, aby uzyskać odpowiednie ustawienia.
Wykorzystanie spawarki łukowej do poprawy krzywizn w druku 3D
Istnieje plugin Cura Marketplace o nazwie Arc Welder, który może być użyty do poprawy jakości druku, jeśli chodzi o drukowanie 3D krzywych i łuków. Niektóre wydruki 3D będą miały krzywe, które po pocięciu przekładają się na serię komend G-Code.
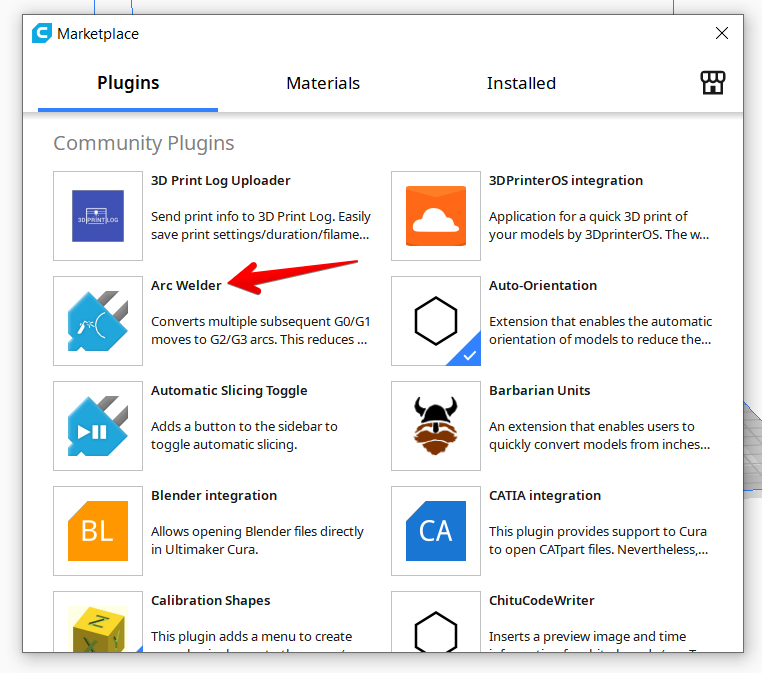
Ruchy drukarki 3D składają się głównie z G0 & G1 ruchów, które są serią linii, ale Arc Welder wprowadza G2 & G3 ruchy, które są rzeczywiste krzywe i łuki.
Nie tylko korzystnie wpływa na jakość druku, ale pomaga zredukować niedoskonałości wydruku, takie jak Ghosting/Ringing w modelach 3D.
Tutaj wygląda to po zainstalowaniu wtyczki i ponownym uruchomieniu Cura. Wystarczy znaleźć ustawienie w Special Modes lub wyszukując "Arc Welder" i zaznaczyć pole.
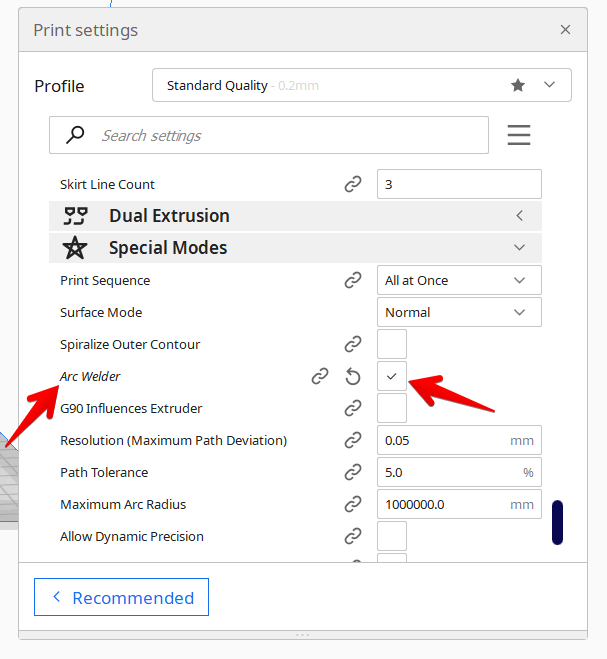
Pojawia się kilka innych ustawień, które można dostosować w razie potrzeby, głównie na podstawie poprawy jakości lub ustawień firmware, ale domyślne powinny działać dobrze.
Sprawdźcie poniższe wideo, aby poznać więcej szczegółów.
Jeśli kochasz świetnej jakości wydruki 3D, pokochasz AMX3d Pro Grade 3D Printer Tool Kit z Amazon. Jest to zestaw zszywek narzędzi do druku 3D, który daje wszystko, czego potrzebujesz, aby usunąć, oczyścić & zakończyć swoje wydruki 3D.
Daje on możliwość:
- Łatwe czyszczenie wydruków 3D - 25-częściowy zestaw z 13 ostrzami noży i 3 uchwytami, długą pęsetą, szczypcami z igłą i sztyftem kleju.
- Po prostu usuń wydruki 3D - przestań niszczyć swoje wydruki 3D, używając jednego z 3 specjalistycznych narzędzi do usuwania.
- Doskonale wykończ swoje wydruki 3D - 3-częściowe, 6-narzędziowe, precyzyjne combo skrobaka/szpilki/noża może dostać się do małych szczelin, aby uzyskać doskonałe wykończenie.
- Zostań profesjonalistą w dziedzinie druku 3D!
