
İçindekiler
Kötü kaliteli baskılarınız için sayısız çözüm denediniz ancak hiçbir şey işe yaramıyor gibi görünüyor. Şimdi sarsıntı ve hızlandırma adı verilen bu sihirli ayarlara rastladınız ve bunun yardımcı olabileceğini düşünüyorsunuz. Bu kesinlikle bir olasılık ve birçok insanın yüksek kaliteli baskılar almasına yardımcı oldu.
Mükemmel sarsıntı ve hızlanma ayarlarını nasıl elde edebilirim? Deneme yanılma yöntemine dayanarak, x ve y ekseni için 7'lik bir sarsıntı ayarının ve 700'lük bir hızlanmanın çoğu 3D yazıcıda baskı sorunlarını çözmek için çok iyi çalıştığı bulunmuştur. Bu, başlamak için iyi bir temeldir, ancak ayarları mükemmel hale getirmek için 3D yazıcınızda biraz ince ayar yapmak gerekebilir.
Bu, sarsıntı ve hızlanma ayarlarınız için sizi hazırlaması gereken kısa cevaptır. Bu ayarlar hakkında gerçekte neyi değiştirdikleri, hangi sorunları çözdükleri ve daha fazlası gibi bazı önemli bilgileri öğrenmek için okumaya devam etmek iyi bir fikirdir.
Ender 3 V2 veya benzeri bir 3D yazıcı için en iyi sarsıntı ve hızlanma ayarlarını arıyorsanız, bu iyi bir başlangıç noktası olmalıdır.
3D Baskılarınızı Kalite Kaybetmeden Hızlandırmanın 8 Yolu hakkında 3D baskı yolculuğunuz için faydalı bulabileceğiniz bir makale yazdım.
3D yazıcılarınız için en iyi araç ve aksesuarlardan bazılarını görmek istiyorsanız, buraya (Amazon) tıklayarak kolayca bulabilirsiniz.
Hızlanma Ayarı nedir?
Hızlandırma ayarı, dilimleyici ayarlarınızda belirlenen 3D yazıcı hızınızla sınırlı olmak üzere, yazıcı kafanızın ne kadar hızlandığını ölçer.
Ayar ne kadar yüksek olursa, yazıcı kafası maksimum hızına o kadar çabuk ulaşır, ayar ne kadar düşük olursa, yazıcı kafası maksimum hızına o kadar yavaş ulaşır.
3D baskı yaparken çoğu zaman en yüksek hızlara ulaşamazsınız, özellikle de daha küçük nesneler, çünkü hızlanmadan tam olarak yararlanmak için fazla mesafe kat edilmez.
Bu bir arabanın hızlanmasına çok benzer; eğer bir araba maksimum 100 km/s hız yapabiliyorsa, ancak yolculuğunuzda çok sayıda viraj varsa, maksimum hıza ulaşmakta zorlanırsınız.
Cura dilimleyicide, 'Hızlandırma Kontrolü'nü etkinleştirmenin baskı kalitesi pahasına baskı süresini azaltabileceğini belirtiyorlar. Diğer tarafta yapabileceğimiz şey, baskı kalitesini artırma avantajıyla Hızlandırmamızı iyileştirmektir.
Dilimleyicinizin aslında hızlanma ile pek bir ilgisi yoktur, baskı kafasının nereye ve hangi hızda gitmesi gerektiğini söylemek için G kodu yayar. Hıza sınır koyan ve belirli bir hıza ne kadar hızlanacağına karar veren aygıt yazılımıdır.
Yazıcınızdaki her eksen farklı hız, ivme ve sarsıntı ayarlarına sahip olabilir. X ve Y ekseni ayarları genellikle aynıdır; aksi takdirde baskılarınız parça yönüne bağlı olarak farklı özelliklere sahip olabilir.
Özellikle 45 dereceden daha büyük açılarda baskı yaparken ivmeyi ne kadar yükseğe ayarlayabileceğiniz konusunda sınırlar vardır.
Çeşitli 3D baskı sorunlarıyla mücadele eden insanlar için, ideal 3D baskı sonuçları elde etmek için daha fazla rehberlik isteyebilirsiniz. Filament Baskı 101: Yeni Başlayanlar İçin Filament Baskı Kılavuzu adlı bir kurs hazırladım, bu da sizi en iyi 3D baskı uygulamalarından bazılarına götürür, böylece başlangıçtaki hatalardan kaçınabilirsiniz.
Sarsıntı Ayarı nedir?
Oldukça karmaşık bir terimdir ve kullandığınız aygıt yazılımına bağlı olarak farklı açıklamaları vardır. Temel olarak hızlanma gerektiren minimum hız değişikliğini belirten bir yaklaşım değeridir.
Ayrıca bakınız: Mükemmel Yapı Plakası Yapışma Ayarları Nasıl Elde Edilir & Yatak Yapışması Nasıl İyileştirilirSarsıntı ayarı, yazıcı kafanızın hareketsiz konumundan hareket etme hızını ölçer. Ayar ne kadar yüksek olursa, sabit bir konumdan o kadar hızlı hareket eder, ayar ne kadar düşük olursa, sabit bir konumdan o kadar yavaş hareket eder.
Farklı bir yönde hızlanmaya başlamadan önce yazıcı kafanızın yavaşlayacağı minimum hız olarak da bilinir. Bunu düz giden ve dönüşten önce yavaşlayan bir araba gibi düşünün.
Sarsıntı yüksekse, baskı kafanız yön değişikliği yapmadan önce o kadar yavaşlamaz.
Yazdırma kafasına G kodunda hız ve yön değiştirmesi söylendiğinde, hız hesaplamalarındaki fark belirtilen Sarsıntı değerinden azsa, bu 'anında' gerçekleşmelidir.
Daha yüksek Jerk değerleri size verir:
- Azaltılmış baskı süreleri
- Baskılarınızda daha az leke
- Hızlı yön değişimleri nedeniyle artan titreşimler
- Köşelerde ve dairelerde daha yumuşak çalışma
Düşük Jerk değerleri size verir:
- Yazıcınıza daha az mekanik baskı uygular
- Daha yumuşak hareketler
- Yön değişimlerinde filamentiniz için daha iyi yapışma
- Yazıcınızdan daha az gürültü
- Daha yüksek değerlerle elde edebileceğiniz gibi daha az kayıp adım
Akeric, 10'luk bir Jerk değerinin 60 mm/s hızda 40'lık bir Jerk değeriyle aynı baskı süresini verdiğini bulmuştur. Sadece baskı hızını 60 mm/s'yi geçip 90 mm/s civarına çıkardığında Jerk değeri baskı sürelerinde gerçek farklılıklar yaratmıştır.
Sarsıntı ayarları için yüksek değerler temel olarak her yöndeki hız değişiminin çok hızlı olduğu anlamına gelir ve bu da genellikle ekstra titreşimlere neden olur.
Yazıcının kendisinden ve hareketli parçalardan kaynaklanan bir ağırlık vardır, bu nedenle ağırlık ve hızlı hareket kombinasyonu baskı kalitesi için çok iyi değildir.
Bu titreşimlerin bir sonucu olarak göreceğiniz olumsuz baskı kalitesi etkilerine gölgelenme veya yankılanma adı verilir. Benzer noktaları ele alan Gölgelenme ve Yankılanma Nasıl Çözülür & Banding/Ribbing Nasıl Düzeltilir hakkında hızlı bir makale yazdım.
Jerk & Hızlanma Ayarları Hangi Sorunları Çözer?
Hızlanma ve sarsıntı ayarlarınızı yapmak, sizin sorun olarak bilmediğiniz şeyleri bile çözen bir dizi soruna sahiptir.
Aşağıdakileri çözebilir:
- Pürüzlü baskı yüzeyi
- Baskılardaki çınlamayı giderme (eğriler)
- Yazıcınızı çok daha sessiz hale getirebilir
- Baskılarda Z yalpalamasını ortadan kaldırın
- Katman çizgisi atlamalarını düzeltme
- Yazıcınızın çok şiddetli çalışmasını veya çok fazla sallanmasını önleyin
- Genel olarak birçok baskı kalitesi sorunu
Gidip hızlanma ve sarsıntı ayarlarını yapan ve şimdiye kadarki en iyi baskı kalitesini elde eden pek çok insan var. Bazen ilk kez elde edene kadar baskı kalitenizin ne kadar iyi olabileceğinin farkına bile varmazsınız.
Bu düzeltmeyi denemenizi ve sizin için işe yarayıp yaramadığını görmenizi kesinlikle tavsiye ederim. Olabilecek en kötü şey işe yaramaması ve ayarlarınızı geri değiştirmenizdir, ancak biraz deneme yanılma ile sorunları azaltabilir ve baskı kalitesini artırabilirsiniz.
The 3D Print General tarafından hazırlanan aşağıdaki video, Jerk & Acceleration ayarlarının baskı kalitesi üzerindeki etkilerini ele alıyor.
Mükemmel Hızlanma ve Sarsıntı Ayarlarını Nasıl Elde Ederim?
3D baskı dünyasında denenmiş ve test edilmiş belirli konfigürasyonlar vardır. Bu harika çünkü kendiniz için en iyi ayarları elde etmek için çok az test yapmanız gerektiği anlamına geliyor.
Bu ayarları temel olarak kullanabilir, hızlanma veya sarsıntıyı izole edebilir, ardından istediğiniz kaliteyi elde edene kadar azar azar artırabilir veya azaltabilirsiniz.
Şimdi ayarlar için.
Ayrıca bakınız: 3D Baskıda Ütüleme Nasıl Kullanılır - Cura için En İyi AyarlarSarsıntı ayarınız için 7 mm/s'yi denemeli ve nasıl gittiğine bakmalısınız.
Jerk X & Y 7'de olmalıdır. X, Y, Z için ivme 700'e ayarlanmalıdır.
Doğrudan yazıcınızdaki menünüze gidebilir, kontrol ayarını seçebilir, ardından 'hareket'i seçerek hızlanma ve sarsıntı ayarlarınızı görebilirsiniz.
- Vx - 7
- Vy - 7
- Vz - yalnız bırakılabilir
- Amax X - 700
- Amax Y - 700
- Amax Z - yalnız bırakılabilir
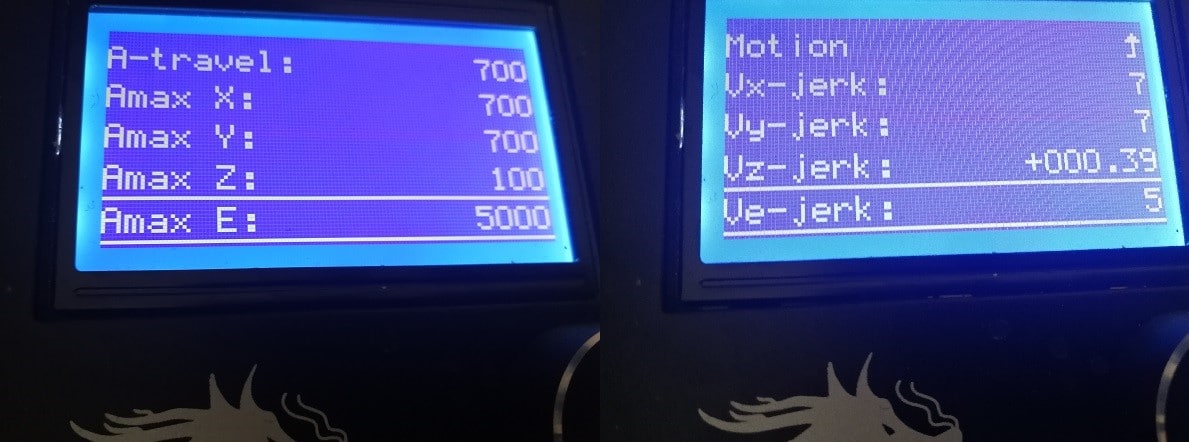 Ender 3 Kontrol Kutusunda Hızlanma ve Sarsıntı Ayarları
Ender 3 Kontrol Kutusunda Hızlanma ve Sarsıntı Ayarları Bunu dilimleyicinizde yapmayı tercih ederseniz, Cura bu değerleri aygıt yazılımınıza veya kontrol ekranınıza girmeden değiştirmenize olanak tanır.
Cura sarsıntı ve hızlanma değerlerinizi görüntülemek için Cura ayarlarına girmeniz ve gelişmiş ayarlara veya özel ayarlara tıklamanız yeterlidir. PrusaSlicer'da da benzerdir, ancak ayarlar "Yazıcı Ayarları" sekmesindedir.
Genellikle bunu teker teker yapmak istersiniz. Sarsıntı ayarıyla başlamak iyidir.
Sarsıntıyı düşürmek işleri çok yavaşlatıyorsa, telafi etmek için baskı hızınızı biraz artırabilirsiniz. Sadece sarsıntıyı düşürmek sorununuzu çözmezse, hızlanmayı düşürün ve ne fark yarattığını görün.
Bazı insanlar iyi baskılar almak için Sarsıntı ayarlarını 0 &'de bırakıyor; 500'lük bir ivmeye sahip oluyor. Bu gerçekten yazıcınıza ve ne kadar iyi ayarlanmış ve bakımlı olduğuna bağlıdır.
İyi Sarsıntı ve İvme Elde Etmek için İkili Arama Yöntemi
İkili arama algoritması, bilgisayarlar tarafından programları aramak için yaygın olarak kullanılır ve buradaki gibi birçok uygulamada kullanılabilir. Yaptığı şey, aralıkları ve ortalamaları kullanarak güvenilir bir kalibrasyon yöntemi sağlamaktır.
İkili yöntem nasıl kullanılır?
- Çok düşük (L) ve çok yüksek (H) bir değer belirleyin
- Bu aralığın orta değerini (M) hesaplayın: (L+H) / 2
- M değerinizde yazdırmayı deneyin ve sonuçları görün
- M çok yüksekse, M'yi yeni H değeriniz olarak kullanın ve çok düşükse tam tersini yapın
- İstediğiniz sonucu elde edene kadar bunu tekrarlayın
Biraz zaman alabilir, ancak yazıcınız için en uygun ayarları bulduğunuzda, dünyalar kadar fark yaratabilirsiniz. Baskılarınızla gurur duyabilecek ve baskı kalitenizi bozan garip, dalgalı çizgiler ve yapaylıklar yaşamayacaksınız.
Bunları dilimleme yazılımınızda varsayılan profil olarak kaydetmek iyi bir fikirdir. Böylece, bir sonraki baskınızı dilimlemek için geldiğinizde, ayarlara otomatik olarak girilecektir.
Değiştirmeden önce ayarların ne olduğunu yazmanızı tavsiye ederim, böylece çalışmaması durumunda her zaman geri değiştirebilirsiniz. Unuttuysanız bu büyük bir sorun değildir çünkü orijinal ayarlara geri dönmek için varsayılan bir ayar olmalıdır.
Sarsıntı ve Hızlanma ayarları yazıcıdan yazıcıya değişir çünkü farklı tasarımlara, ağırlıklara vb. sahiptirler. Örneğin, 3D Yazıcı Wiki, Wanhao Duplicator i3 için Sarsıntıyı 8'e ve Hızlanmayı 800'e ayarlamanızı söylüyor.
Ayarlarınızı yaptıktan sonra, gölgelenme seviyelerini ve daha iyi mi yoksa daha kötü mü olduğunu analiz etmek için bu Gölgelenme Testini kullanın.
Keskin kenarlarda (harflerde, çukurlarda ve köşelerde) gölgelenme olup olmadığına bakmak istersiniz.
Eğer Y ekseninizde titreşim varsa, bu küpün X tarafında görülecektir. Eğer X ekseninizde titreşim varsa, bu küpün Y tarafında görülecektir.
Ayarları doğru yapmak için yavaşça test edin ve ayarlayın.
3D Baskı Eğrilerini İyileştirmek için Ark Kaynakçısı Kullanma
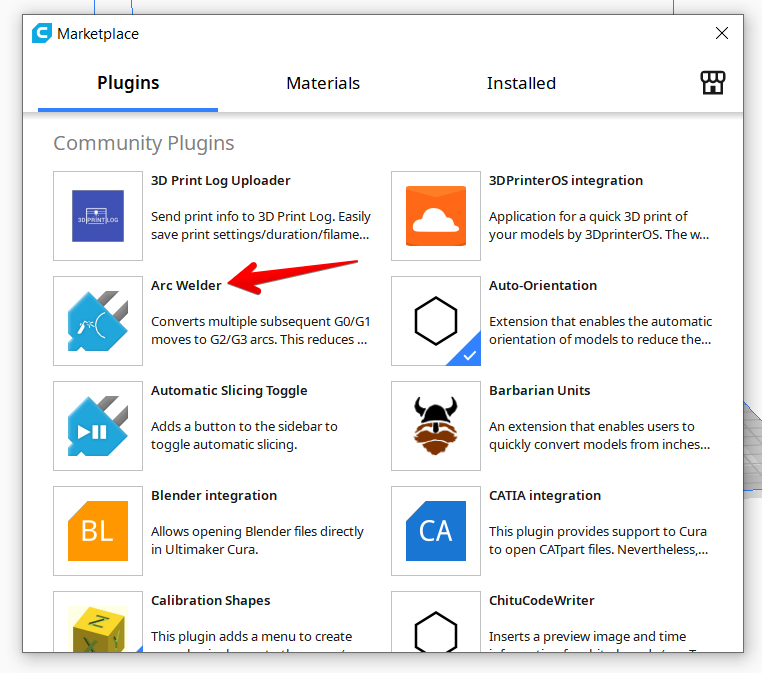
Özellikle 3D baskı eğrileri ve yaylar söz konusu olduğunda baskı kalitesini artırmak için kullanabileceğiniz Arc Welder adlı bir Cura Marketplace Eklentisi var. Bazı 3D baskılar, dilimlendiğinde bir dizi G-Code komutuna dönüşen eğrilere sahip olacaktır.
3D yazıcı hareketleri esas olarak bir dizi çizgi olan G0 & amp; G1 hareketlerinden oluşur, ancak Arc Welder gerçek eğriler ve yaylar olan G2 & amp; G3 hareketlerini sunar.
Sadece baskı kalitesine fayda sağlamakla kalmaz, aynı zamanda 3D modellerinizdeki Hayaletleme / Çınlama gibi baskı kusurlarını azaltmaya yardımcı olur.
Eklentiyi yüklediğinizde ve Cura'yı yeniden başlattığınızda burada görünür. Ayarı Özel Modlar'da veya "Ark Kaynakçısı "nı arayarak bulun ve kutuyu işaretleyin.
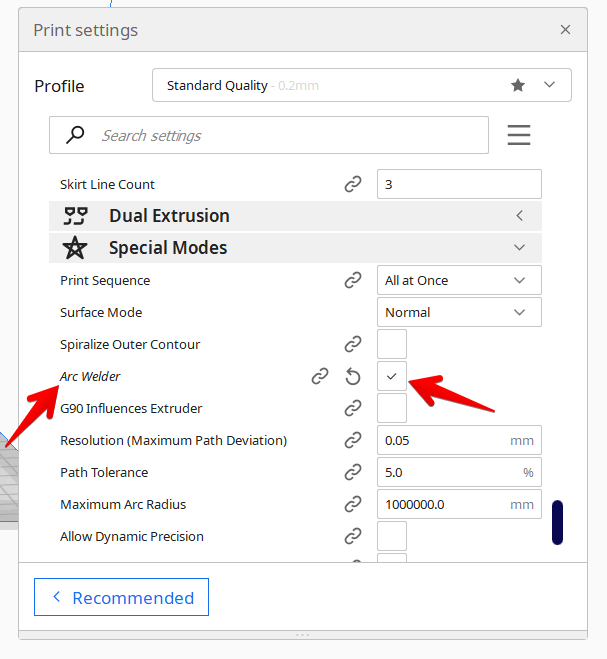
Gerektiğinde, esas olarak kaliteyi veya aygıt yazılımı ayarlarını iyileştirmeye dayalı olarak ayarlayabileceğiniz birkaç başka ayar getirir, ancak varsayılanlar gayet iyi çalışmalıdır.
Daha fazla ayrıntı için aşağıdaki videoya göz atın.
Mükemmel kalitede 3D baskıları seviyorsanız, Amazon'dan AMX3d Pro Grade 3D Yazıcı Araç Kitini seveceksiniz. 3D baskılarınızı çıkarmak, temizlemek & amp; bitirmek için ihtiyacınız olan her şeyi size veren temel bir 3D baskı araçları setidir.
Size şunları yapabilme yeteneği verir:
- 3D baskılarınızı kolayca temizleyin - 13 bıçak bıçağı ve 3 sap, uzun cımbız, kargaburun ve tutkal çubuğu içeren 25 parçalı kit.
- 3D baskıları kolayca kaldırın - 3 özel kaldırma aracından birini kullanarak 3D baskılarınıza zarar vermeyi bırakın.
- 3D baskılarınızı mükemmel şekilde tamamlayın - 3 parçalı, 6 araçlı hassas kazıyıcı / kazıma / bıçak bıçağı kombinasyonu, harika bir yüzey elde etmek için küçük yarıklara girebilir.
- 3D baskı uzmanı olun!
