
Daftar Isi
Anda sudah mencoba berbagai solusi untuk mengatasi kualitas cetakan yang buruk, tetapi sepertinya tidak ada yang berhasil. Sekarang, Anda telah menemukan pengaturan ajaib yang disebut jerk dan akselerasi, dan Anda berpikir, bahwa hal ini mungkin bisa membantu. Hal ini memang mungkin saja terjadi, dan ini sudah membantu banyak orang mendapatkan cetakan berkualitas tinggi.
Bagaimana cara mendapatkan pengaturan sentakan dan akselerasi yang sempurna? Berdasarkan uji coba, ditemukan bahwa pengaturan sentakan 7 untuk sumbu x dan y serta akselerasi 700 bekerja sangat baik untuk sebagian besar printer 3D dalam menyelesaikan masalah pencetakan. Ini adalah dasar yang baik untuk memulai, tetapi mungkin diperlukan beberapa penyesuaian pada printer 3D Anda untuk mendapatkan pengaturan yang sempurna.
Ini adalah jawaban singkat untuk pengaturan brengsek dan akselerasi Anda yang seharusnya membuat Anda siap. Sebaiknya Anda terus membaca untuk mempelajari beberapa informasi penting tentang pengaturan ini, seperti apa yang sebenarnya mereka ubah, masalah apa yang mereka selesaikan, dan banyak lagi.
Jika Anda mencari pengaturan sentakan dan akselerasi terbaik untuk Ender 3 V2 atau printer 3D serupa, ini akan menjadi titik awal yang baik.
Saya menulis artikel tentang 8 Cara untuk Mempercepat Cetakan 3D Anda Tanpa Kehilangan Kualitas yang dapat berguna bagi perjalanan pencetakan 3D Anda.
Jika Anda tertarik untuk melihat beberapa alat dan aksesori terbaik untuk printer 3D Anda, Anda dapat menemukannya dengan mudah dengan mengklik di sini (Amazon).
Apa yang dimaksud dengan Pengaturan Akselerasi?
Pengaturan Acceleration (Akselerasi) mengukur seberapa cepat kepala cetak Anda melaju, dibatasi oleh kecepatan printer 3D yang Anda tentukan dalam pengaturan slicer.
Lihat juga: Apakah Makanan Cetak 3D Rasanya Enak?Semakin tinggi pengaturannya, semakin cepat print head mencapai kecepatan maksimumnya, semakin rendah pengaturannya, semakin lambat print head mencapai kecepatan maksimumnya.
Sering kali kecepatan tertinggi Anda tidak akan tercapai ketika mencetak 3D, terutama objek yang lebih kecil, karena tidak banyak jarak yang ditempuh untuk memanfaatkan akselerasi sepenuhnya.
Ini sangat mirip dengan akselerasi mobil, di mana jika mobil dapat melaju maksimal 100 kpj, tetapi ada banyak belokan dalam perjalanan Anda, Anda akan kesulitan untuk mencapai kecepatan maksimum.
Pada alat pengiris Cura, mereka menyatakan bahwa dengan mengaktifkan 'Kontrol Akselerasi' dapat mengurangi waktu pencetakan dengan mengorbankan kualitas cetak. Apa yang diharapkan dapat kami lakukan di sisi lain, yaitu, meningkatkan Akselerasi dengan manfaat meningkatkan kualitas cetak.
Slicer Anda sebenarnya tidak banyak berhubungan dengan akselerasi, sejauh memancarkan kode G untuk mengatakan ke mana print head harus pergi dan pada kecepatan berapa. Firmware-lah yang menentukan batas kecepatan dan memutuskan, seberapa cepat akselerasi ke kecepatan tertentu.
Tiap sumbu pada printer Anda dapat memiliki pengaturan kecepatan, akselerasi dan sentakan yang berbeda-beda. Pengaturan sumbu X dan Y pada umumnya sama; jika tidak, hasil cetakan Anda dapat memiliki fitur yang berbeda-beda, bergantung pada orientasi bagiannya.
Terdapat batasan seberapa tinggi Anda dapat menetapkan akselerasi, khususnya apabila mencetak pada sudut yang lebih besar dari 45 derajat.
Untuk orang-orang yang berjuang dengan berbagai masalah pencetakan 3D, Anda mungkin menginginkan lebih banyak panduan untuk mendapatkan hasil pencetakan 3D yang ideal. Saya membuat kursus yang tersedia untuk mendapatkan yang disebut Filament Printing 101: Panduan Pemula untuk Pencetakan Filamen yang akan membawa Anda melalui beberapa praktik pencetakan 3D terbaik sejak dini, sehingga Anda dapat menghindari kesalahan pemula.
Apa yang dimaksud dengan Pengaturan Jerk?
Ini adalah istilah yang cukup rumit dan memiliki deskripsi yang berbeda berdasarkan firmware apa yang Anda gunakan. Pada dasarnya, ini adalah nilai perkiraan yang menentukan perubahan kecepatan minimum yang memerlukan akselerasi.
Pengaturan Jerk mengukur kecepatan pergerakan print head dari posisi diam. Semakin tinggi pengaturannya, semakin cepat ia bergerak dari posisi stabil, semakin rendah pengaturannya, semakin lambat ia bergerak dari posisi stabil.
Ini juga dapat dikenal sebagai kecepatan minimum yang akan diperlambat oleh print head sebelum memulai kecepatan ke arah yang berbeda. Anggap saja seperti mobil yang sedang melaju lurus, kemudian melambat sebelum berbelok.
Jika Jerk tinggi, print head Anda tidak akan terlalu lambat sebelum melakukan perubahan arah.
Apabila print head diperintahkan untuk mengubah kecepatan dan arah dalam G-code, jika perbedaan dalam perhitungan kecepatan kurang dari nilai Jerk yang ditentukan, maka hal itu akan terjadi secara 'seketika'.
Nilai Jerk yang lebih tinggi memberi Anda:
- Mengurangi waktu pencetakan
- Lebih sedikit gumpalan pada cetakan Anda
- Getaran yang meningkat akibat perubahan arah yang cepat
- Pengoperasian yang lebih mulus di sekitar sudut dan lingkaran
Nilai brengsek yang lebih rendah memberi Anda:
- Mengurangi tekanan mekanis pada printer Anda
- Gerakan yang lebih halus
- Daya rekat yang lebih baik untuk filamen Anda pada perubahan arah
- Lebih sedikit kebisingan dari printer Anda
- Lebih sedikit langkah yang hilang karena Anda mungkin mendapatkan nilai yang lebih tinggi
Akeric menemukan bahwa dengan memiliki nilai Jerk 10, memberikan waktu pencetakan yang sama pada kecepatan 60mm/s, seperti halnya nilai Jerk 40. Hanya apabila ia meningkatkan kecepatan pencetakan melewati 60mm/s hingga sekitar 90mm/s, maka nilai Jerk memberikan perbedaan yang nyata pada waktu pencetakan.
Nilai tinggi untuk pengaturan Jerk pada dasarnya berarti perubahan kecepatan pada tiap arah terlalu cepat, yang biasanya menghasilkan getaran ekstra.
Ada bobot dari printer itu sendiri, serta komponen yang bergerak, sehingga kombinasi bobot dan gerakan cepat tidak terlalu bagus untuk kualitas cetakan.
Efek kualitas cetakan negatif yang akan Anda lihat akibat getaran ini disebut ghosting atau gema. Saya sudah menulis artikel singkat mengenai Cara Mengatasi Ghosting & Cara Memperbaiki Banding/Ribbing, yang membahas hal serupa.
Masalah Apa yang Diselesaikan oleh Pengaturan Jerk & Akselerasi?
Menyesuaikan pengaturan akselerasi dan hentakan Anda memiliki banyak sekali masalah yang dipecahkannya, bahkan hal-hal yang tidak Anda ketahui sebagai masalah.
Hal ini dapat mengatasi hal-hal berikut ini:
- Permukaan cetakan yang kasar
- Menghilangkan dering dari cetakan (kurva)
- Dapat membuat printer Anda jauh lebih senyap.
- Menghilangkan goyangan Z pada cetakan
- Memperbaiki lompatan garis lapisan
- Hentikan printer agar tidak bekerja terlalu keras atau terlalu banyak berguncang
- Banyak masalah kualitas cetak secara umum
Ada banyak orang yang menyesuaikan pengaturan akselerasi dan hentakan dan mendapatkan kualitas cetak terbaik yang pernah mereka miliki. Kadang-kadang, Anda bahkan tidak menyadari, betapa bagusnya kualitas cetak Anda, sampai Anda benar-benar mencobanya untuk pertama kali.
Saya pasti akan merekomendasikan untuk mencoba perbaikan ini dan melihat apakah ini berhasil untuk Anda. Hal terburuk yang bisa terjadi yaitu, ini tidak berhasil dan Anda harus mengubah pengaturan Anda kembali, tetapi dengan beberapa kali mencoba-coba, Anda seharusnya dapat mengurangi masalah dan meningkatkan kualitas cetak.
Video di bawah ini oleh The 3D Print General menjelaskan tentang efek pengaturan Jerk & Acceleration pada kualitas cetak.
Bagaimana Cara Mendapatkan Pengaturan Akselerasi & Jerk yang Sempurna?
Ada beberapa konfigurasi tertentu yang sudah dicoba dan teruji dalam dunia pencetakan 3D. Ini bagus sekali, karena ini berarti Anda hanya perlu melakukan sedikit pengujian untuk mendapatkan pengaturan terbaik bagi diri Anda sendiri.
Anda dapat menggunakan pengaturan ini sebagai garis dasar, mengisolasi akselerasi atau hentakan, kemudian menambah atau mengurangi sedikit demi sedikit sampai Anda mendapatkan kualitas yang diinginkan.
Sekarang untuk pengaturan.
Untuk pengaturan Jerk, Anda harus mencoba 7mm/s dan lihat bagaimana hasilnya.
Jerk X & Y harus berada pada 7. Akselerasi untuk X, Y, Z harus ditetapkan ke 700.
Anda bisa langsung masuk ke menu pada printer Anda, pilih pengaturan kontrol, kemudian 'motion', dan Anda akan melihat pengaturan akselerasi dan hentakan.
- Vx - 7
- Vy - 7
- Vz - dapat dibiarkan sendiri
- Amax X - 700
- Amax Y - 700
- Amax Z - dapat ditinggalkan sendiri
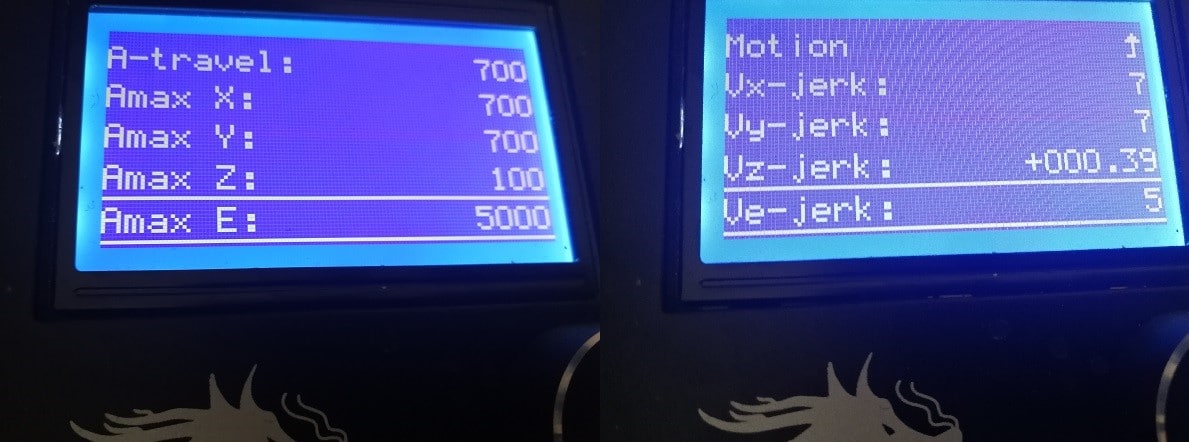 Pengaturan Akselerasi & Hentakan pada Kotak Kontrol Ender 3
Pengaturan Akselerasi & Hentakan pada Kotak Kontrol Ender 3 Jika Anda lebih suka melakukannya di alat pengiris Anda, Cura memungkinkan Anda untuk mengubah nilai-nilai ini tanpa masuk ke firmware atau layar kontrol.
Anda hanya perlu masuk ke pengaturan Cura dan klik pengaturan lanjutan, atau pengaturan khusus untuk melihat nilai sentakan dan akselerasi Cura Anda. Hal ini serupa di PrusaSlicer, tetapi pengaturannya ada di tab "Pengaturan Printer".
Biasanya, Anda ingin melakukan ini satu per satu. Sebaiknya memulai dengan pengaturan brengsek.
Jika menurunkan hentakan membuat segalanya menjadi terlalu lambat, Anda bisa meningkatkan kecepatan cetak untuk mengimbanginya. Jika hanya dengan menurunkan hentakan saja tidak memperbaiki masalah Anda, turunkan akselerasi dan lihat, apa bedanya.
Sebagian orang membiarkan pengaturan Jerk pada 0 dan memiliki akselerasi 500 untuk mendapatkan hasil cetakan yang bagus. Hal ini sungguh bergantung pada printer Anda dan seberapa baik penyetelan serta pemeliharaannya.
Metode Pencarian Biner untuk Mendapatkan Jerk & Akselerasi yang Baik
Algoritma pencarian biner biasanya digunakan oleh komputer untuk mencari program dan dapat digunakan di banyak aplikasi seperti yang ada di sini. Apa yang dilakukannya adalah memberikan metode kalibrasi yang dapat diandalkan dengan menggunakan rentang dan rata-rata.
Cara menggunakan metode biner:
Lihat juga: Cara Menghapus Bahan Pendukung Dari Cetakan 3D - Alat Terbaik- Menetapkan nilai yang terlalu rendah (L) dan nilai yang terlalu tinggi (H)
- Hitung nilai tengah (M) dari kisaran ini: (L+H) / 2
- Cobalah mencetak pada nilai M Anda dan lihat hasilnya
- Jika M terlalu tinggi, gunakan M sebagai nilai H yang baru dan sebaliknya jika terlalu rendah
- Ulangi hal ini sampai Anda mendapatkan hasil yang Anda inginkan
Ini bisa memakan waktu lama, tetapi setelah Anda menemukan pengaturan yang paling sesuai untuk printer Anda, hal ini bisa membuat perbedaan yang sangat besar. Anda akan bisa bangga dengan hasil cetakan Anda dan tidak akan ada garis-garis dan artefak yang aneh dan bergelombang, yang mengganggu kualitas cetakan Anda.
Sebaiknya simpan semua itu sebagai profil default dalam perangkat lunak slicing Anda. Jadi, pada saat Anda akan mengiris cetakan berikutnya, profil ini akan secara otomatis dimasukkan ke dalam pengaturan.
Saya menyarankan Anda untuk mencatat pengaturan apa yang Anda lakukan sebelum mengubahnya, sehingga Anda selalu dapat mengubahnya kembali jika tidak berhasil. Jika Anda lupa, hal itu bukan masalah besar karena seharusnya ada pengaturan default untuk membuatnya kembali ke pengaturan awal.
Pengaturan Jerk & Acceleration bervariasi dari satu printer ke printer lainnya karena mereka memiliki desain, bobot, dan sebagainya yang berbeda. Sebagai contoh, 3D Printer Wiki mengatakan untuk mengatur Jerk ke 8 dan Acceleration ke 800 untuk Wanhao Duplicator i3.
Setelah Anda menyetel pengaturan Anda, gunakan Tes Ghosting ini untuk menganalisis tingkat ghosting dan apakah lebih baik atau lebih buruk.
Anda ingin mencari ghosting pada bagian tepi yang tajam (pada huruf, lesung pipi dan sudut).
Jika Anda memiliki getaran pada sumbu Y, maka akan terlihat pada sisi X. Jika Anda memiliki getaran pada sumbu X, maka akan terlihat pada sisi Y.
Secara perlahan-lahan, uji dan sesuaikan untuk mendapatkan pengaturan yang tepat.
Menggunakan Tukang Las Busur untuk Meningkatkan Kurva Pencetakan 3D
Ada Plugin Cura Marketplace yang disebut Arc Welder yang bisa Anda gunakan untuk meningkatkan kualitas pencetakan ketika menyangkut kurva dan busur pencetakan 3D secara khusus. Beberapa cetakan 3D akan memiliki kurva, yang apabila diiris, diterjemahkan ke dalam serangkaian perintah G-Code.
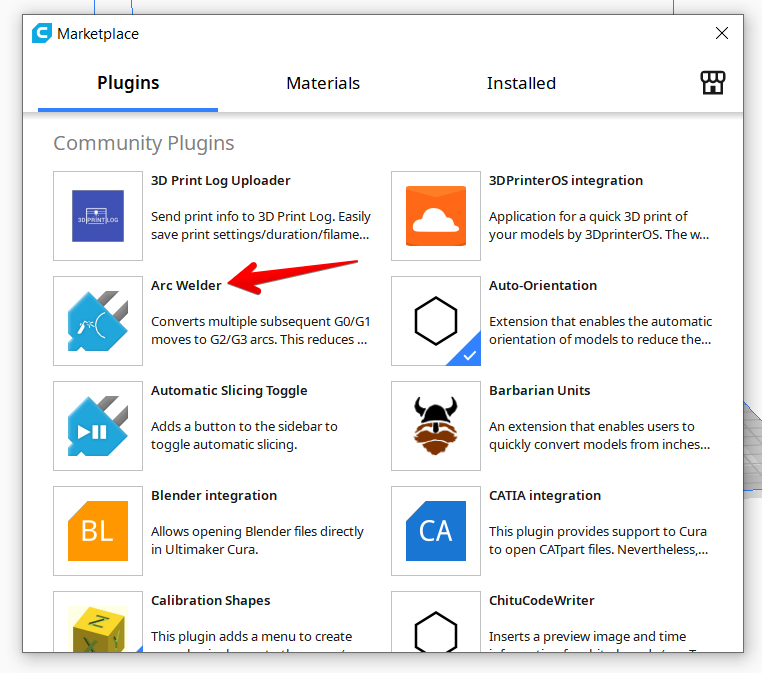
Gerakan printer 3D terutama terdiri dari gerakan G0 & G1 yang merupakan serangkaian garis, tetapi Arc Welder memperkenalkan gerakan G2 & G3 yang merupakan kurva dan busur yang sebenarnya.
Tidak hanya menguntungkan kualitas cetak, tetapi juga membantu mengurangi ketidaksempurnaan cetak, seperti Ghosting/Ringing pada model 3D Anda.
Ini tampilannya ketika Anda menginstal plugin dan memulai ulang Cura. Cukup temukan pengaturan dalam Mode Khusus atau dengan mencari "Arc Welder" dan centang kotaknya.
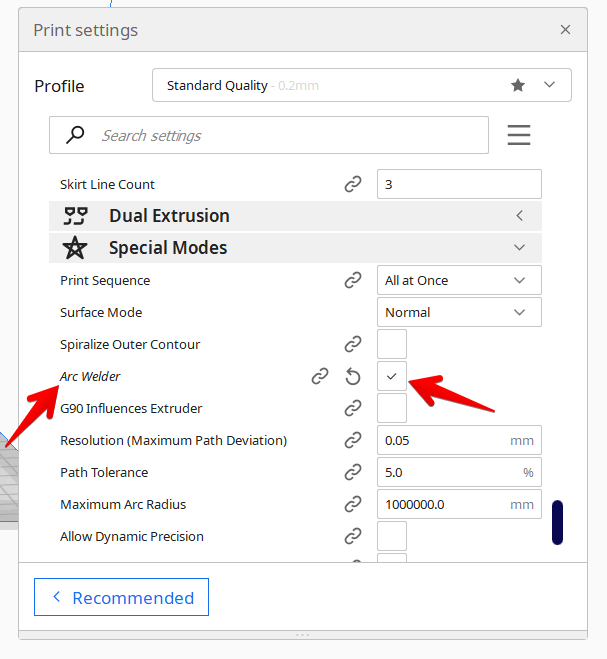
Ini memunculkan beberapa pengaturan lain yang dapat Anda sesuaikan jika diperlukan, terutama berdasarkan peningkatan kualitas atau pengaturan firmware, tetapi pengaturan default seharusnya berfungsi dengan baik.
Lihat video di bawah ini untuk lebih jelasnya.
Jika Anda menyukai cetakan 3D berkualitas tinggi, Anda akan menyukai AMX3d Pro Grade 3D Printer Tool Kit dari Amazon. Ini adalah seperangkat alat cetak 3D pokok yang memberi Anda semua yang Anda butuhkan untuk menghapus, membersihkan, dan menyelesaikan cetakan 3D Anda.
Ini memberi Anda kemampuan untuk melakukannya:
- Membersihkan cetakan 3D Anda dengan mudah - kit 25 bagian dengan 13 bilah pisau dan 3 gagang, pinset panjang, tang jarum, dan lem.
- Cukup hapus cetakan 3D - hentikan kerusakan cetakan 3D Anda dengan menggunakan salah satu dari 3 alat penghapus khusus.
- Selesaikan cetakan 3D Anda dengan sempurna - kombo pengikis/pencungkil/pisau presisi 3 alat yang terdiri atas 6 alat dapat masuk ke dalam celah-celah kecil untuk mendapatkan hasil akhir yang sempurna.
- Jadilah seorang ahli pencetakan 3D!
