
Tartalomjegyzék
Számtalan megoldást kipróbáltál már a rossz minőségű nyomatokra, de úgy tűnik, semmi sem működik. Most belebotlottál ezekbe a varázslatos beállításokba, amelyeket rángatásnak és gyorsításnak hívnak, és úgy gondolod, hogy ez talán segíthet. Ez határozottan lehetséges, és sok embernek segített már abban, hogy jó minőségű nyomatokat kapjon.
Hogyan kapom meg a tökéletes rántási és gyorsítási beállításokat? Kísérletek és hibák alapján azt találtuk, hogy az x- és y-tengely 7-es rántási beállítása és 700-as gyorsítás a legtöbb 3D nyomtatónál nagyon jól működik a nyomtatási problémák megoldására. Ez egy jó alapszint, de a 3D nyomtatónál szükség lehet némi finomhangolásra a tökéletes beállítások eléréséhez.
Ez a rövid válasz a rángatózás és gyorsítás beállításaira, amely felkészíthet. Érdemes tovább olvasni, hogy megtudj néhány fontos információt ezekről a beállításokról, például hogy mit változtatnak meg valójában, milyen problémákat oldanak meg és még sok minden mást.
Akár az Ender 3 V2 vagy hasonló 3D nyomtatóhoz keresed a legjobb rángatás és gyorsítás beállításait, ez egy jó kiindulópont lehet.
Írtam egy cikket a 8 módja annak, hogy felgyorsítsd a 3D nyomtatásodat a minőség elvesztése nélkül, amit hasznosnak találhatsz a 3D nyomtatási utazásod során.
Ha érdekli a 3D nyomtatókhoz való legjobb eszközök és tartozékok, könnyen megtalálja őket ide kattintva (Amazon).
Mi a gyorsítási beállítás?
A Gyorsítás beállítás azt méri, hogy a nyomtatófej milyen gyorsan gyorsul fel, amit a szeletelő beállításaiban megadott 3D nyomtatósebesség korlátoz.
Minél magasabb a beállítás, annál gyorsabban éri el a nyomtatófej a maximális sebességet, minél alacsonyabb a beállítás, annál lassabban éri el a nyomtatófej a maximális sebességet.
Sokszor a 3D nyomtatás során nem éri el a csúcssebességet, különösen a kisebb tárgyak esetében, mivel a gyorsulás teljes kihasználásához nem kell nagy távolságot megtenni.
Ez nagyon hasonlít egy autó gyorsulásához, ahol ha egy autó maximum 100 km/h-val tud haladni, de sok kanyar van az út során, akkor nehezen fogja elérni a maximális sebességet.
A Cura szeletelőben azt állítják, hogy a "Gyorsításvezérlés" engedélyezése csökkentheti a nyomtatási időt a nyomtatási minőség rovására. Amit a másik oldalon remélhetőleg megtehetünk, az a gyorsítás javítása a nyomtatási minőség javulása mellett.
A szeletelőjének valójában nincs sok köze a gyorsításhoz, amennyiben G-kódot bocsát ki, hogy megmondja, hova és milyen sebességgel menjen a nyomtatófej. A firmware az, amelyik meghatározza a sebesség határait, és eldönti, hogy milyen gyorsan gyorsuljon egy adott sebességre.
A nyomtató minden egyes tengelye különböző sebességgel, gyorsulással és rángatással rendelkezhet. Az X és Y tengely beállításai általában azonosak; egyébként a nyomatok az alkatrész tájolásától függően eltérő jellemzőkkel rendelkezhetnek.
A gyorsulás beállításának vannak korlátai, különösen 45 foknál nagyobb szögben történő nyomtatás esetén.
A különböző 3D nyomtatási problémákkal küszködők talán több útmutatást szerettek volna az ideális 3D nyomtatási eredmények eléréséhez. Létrehoztam egy elérhető tanfolyamot Filament Printing 101: Beginner's Guide to Filament Printing címmel, amely már korán végigveszi a legjobb 3D nyomtatási gyakorlatokat, hogy elkerülje a kezdő hibákat.
Lásd még: Z-eltolódás beállítása Ender 3 esetén - Home & BLTouchMi az a Jerk beállítás?
Ez egy elég összetett kifejezés, és különböző leírások vannak a használt firmware alapján. Alapvetően egy közelítő érték, amely megadja a minimális sebességváltozást, amely gyorsítást igényel.
A Jerk beállítás azt a sebességet méri, amellyel a nyomtatófej mozog a nyugalmi helyzetből. Minél magasabb a beállítás, annál gyorsabban mozdul el a stabil helyzetből, minél alacsonyabb a beállítás, annál lassabban mozdul el a stabil helyzetből.
Úgy is nevezhetjük, hogy ez az a minimális sebesség, amellyel a nyomtatófej lelassul, mielőtt más irányba indulna el. Gondoljon erre úgy, mint amikor egy autó egyenesen halad, majd kanyar előtt lelassul.
Ha a Jerk magas, a nyomtatófej nem lassul le annyira, mielőtt az irányváltást végrehajtaná.
Amikor a G-kódban a nyomtatófejnek sebesség- és irányváltoztatást kell végrehajtania, ha a sebességszámítások közötti különbség kisebb, mint a megadott Jerk érték, akkor ennek "azonnal" kell megtörténnie.
Magasabb Jerk értékek ad:
- Csökkentett nyomtatási idők
- Kevesebb folt a nyomatokon
- Fokozott rezgések a gyors irányváltások miatt
- Simább működés kanyarokban és körökben
Alacsonyabb Jerk értékek ad:
- Kevesebb mechanikai igénybevétel a nyomtatónak
- Simább mozgások
- Jobb tapadás a szálaknak az irányváltásoknál
- Kevesebb zaj a nyomtatótól
- Kevesebb elveszett lépés, mint amennyit magasabb értékeknél kaphatsz.
Akeric úgy találta, hogy a 10-es Jerk érték 60 mm/s sebességnél ugyanannyi nyomtatási időt eredményezett, mint a 40-es Jerk érték. Csak amikor a nyomtatási sebességet 60 mm/s-nál nagyobbra, 90 mm/s körüli értékre növelte, a Jerk érték valódi különbséget eredményezett a nyomtatási időkben.
A Jerk beállítások magas értékei alapvetően azt jelentik, hogy a sebességváltás minden irányban túl gyors, ami általában extra rezgéseket eredményez.
A nyomtató maga és a mozgó alkatrészek is súlyt jelentenek, így a súly és a gyors mozgás kombinációja nem tesz túl jót a nyomtatási minőségnek.
A negatív nyomtatási minőségi hatásokat, amelyeket ezeknek a rezgéseknek az eredményeként láthat, szellemképnek vagy visszhangnak nevezzük. Írtam egy gyors cikket a Hogyan oldjuk meg a szellemképet & Hogyan javítsuk a sávozást/szalagozást, amely hasonló pontokon megy keresztül.
Milyen problémákat oldanak meg a Jerk & Gyorsítási beállítások?
A gyorsulási és rántási beállítások kiigazítása egy egész sor problémát megold, még olyan dolgokat is, amelyekről nem tudtad, hogy problémát jelentenek.
Meg tudja oldani a következőket:
- Durva nyomtatási felület
- Csengés eltávolítása a nyomatokról (görbék)
- Sokkal csendesebbé teheti a nyomtatót
- Z-ingadozás kiküszöbölése a nyomatoknál
- A rétegsor kihagyásainak javítása
- Megakadályozza, hogy a nyomtató túl hevesen működjön vagy túlságosan rázkódjon
- Sok nyomtatási minőségi probléma általában
Rengeteg olyan ember van, aki elment, és beállította a gyorsítás és a rángatás beállításait, és a valaha volt legjobb nyomtatási minőséget kapta. Néha észre sem veszed, hogy milyen jó lehet a nyomtatási minőség, amíg ténylegesen meg nem kapod az első alkalommal.
Mindenképpen javaslom, hogy próbálja ki ezt a javítást, és nézze meg, hogy működik-e. A legrosszabb dolog, ami történhet, hogy nem működik, és csak vissza kell változtatnia a beállításokat, de némi próbálkozással és hibával képesnek kell lennie a problémák csökkentésére és a nyomtatási minőség növelésére.
A 3D Print General alábbi videója a Jerk & Acceleration beállítások hatásait vizsgálja a nyomtatás minőségére.
Hogyan érhetem el a tökéletes gyorsulási és rángatózási beállításokat?
Vannak bizonyos konfigurációk, amelyek a 3D nyomtatás világában már beváltak és kipróbáltak. Ez azért nagyszerű, mert ez azt jelenti, hogy nagyon kevés tesztelést kell végeznie ahhoz, hogy a legjobb beállításokat találja meg magának.
Ezeket a beállításokat használhatja alapként, elkülönítheti a gyorsulást vagy a rántást, majd apránként növelheti vagy csökkentheti, amíg el nem éri a kívánt minőséget.
Most a beállítások következnek.
A Jerk beállításhoz ki kellene próbálnod a 7mm/s-ot, és megnézni, hogyan megy.
Az X & rángása; az Y-nak 7-re kell állnia. Az X, Y, Z gyorsulását 700-ra kell beállítani.
Közvetlenül a nyomtató menüjébe léphet, válassza ki a vezérlési beállítást, majd a "mozgás" menüpontot, ahol látni fogja a gyorsítási és rántási beállításokat.
- Vx - 7
- Vy - 7
- Vz - békén hagyható
- Amax X - 700
- Amax Y - 700
- Amax Z - egyedül is hagyható
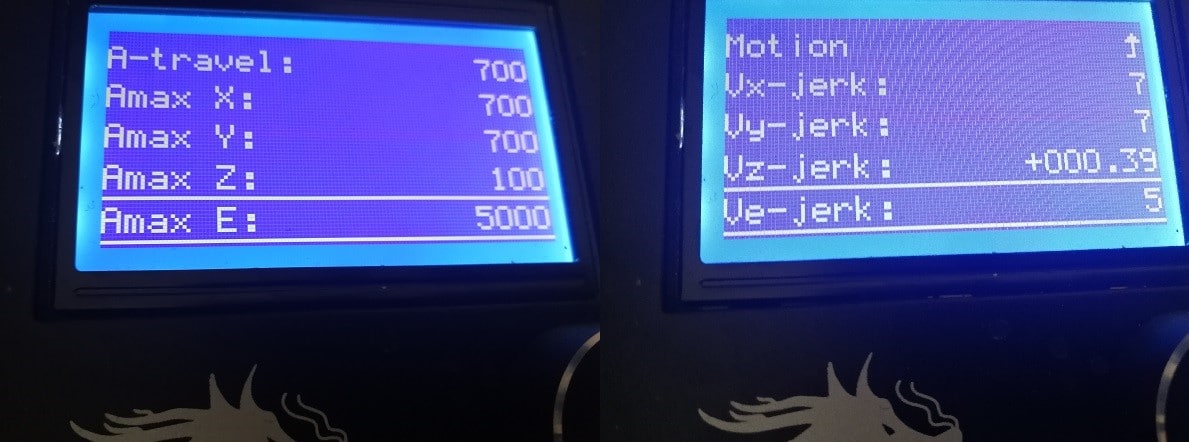 Gyorsulás & Jerk beállítások az Ender 3 vezérlődobozon
Gyorsulás & Jerk beállítások az Ender 3 vezérlődobozon Ha ezt inkább a szeletelőprogramban szeretné megtenni, a Cura lehetővé teszi, hogy ezeket az értékeket megváltoztassa anélkül, hogy a firmware vagy a vezérlőképernyőbe kellene belépnie.
Csak be kell lépned a Cura beállításaiba, és a speciális beállításokra vagy az egyéni beállításokra kell kattintanod, hogy megnézd a Cura rángató és gyorsítási értékeit. A PrusaSlicerben is hasonló a helyzet, de ott a beállítások a "Nyomtató beállításai" fülön vannak.
Általában ezt egyesével kell elvégezni. Jó, ha a bunkó beállításával kezdjük.
Ha a rántás csökkentése túl lassúvá teszi a dolgokat, akkor növelheti a nyomtatási sebességet, hogy kompenzálja azt. Ha a rántás csökkentése nem oldja meg a problémát, akkor csökkentse a gyorsítást, és nézze meg, hogy ez milyen különbséget jelent.
Vannak, akik a rángatás beállításait 0 & 500-as gyorsulással jó nyomatokat kapnak. Ez tényleg a nyomtatótól függ, és attól, hogy mennyire jól beállított és karbantartott.
Bináris keresési módszer a jó rántás & gyorsítás megszerzésére
A bináris keresési algoritmust a számítógépek általában programok keresésére használják, és számos alkalmazásban használható, mint például itt is. Ez egy megbízható kalibrációs módszert ad tartományok és átlagok felhasználásával.
A bináris módszer használata:
- Állítson fel egy túl alacsony (L) és egy túl magas (H) értéket.
- Számítsuk ki a tartomány középső értékét (M): (L+H) / 2
- Próbálja ki a nyomtatást az M értékkel, és nézze meg az eredményeket.
- Ha az M túl magas, használd az M értéket új H értékként, és fordítva, ha túl alacsony.
- Ismételje ezt addig, amíg el nem éri a kívánt eredményt.
Ez eltarthat egy ideig, de ha egyszer megtalálja a nyomtatójához legjobban illeszkedő beállításokat, akkor ez óriási különbséget jelenthet. Büszke lehet majd a nyomataira, és nem lesznek furcsa, hullámos vonalak és műtermékek a nyomtatási minőséget rontóan.
Jó ötlet, ha elmenti őket alapértelmezett profilként a szeletelőszoftverében. Így amikor legközelebb szeletelni akarja a következő nyomatot, automatikusan be lesz adva a beállításokba.
Azt tanácsolom, hogy írja le, hogy mik voltak a beállítások, mielőtt megváltoztatja, így bármikor vissza tudja változtatni, ha nem működik. Ha elfelejtette, az nem nagy baj, mert kell lennie egy alapértelmezett beállításnak, hogy visszatérjen az eredeti beállításokhoz.
A Jerk & Acceleration beállítások nyomtatóról nyomtatóra változnak, mivel különböző kialakításúak, súlyúak és így tovább. Például a 3D Printer Wiki azt mondja, hogy a Wanhao Duplicator i3 esetében a Jerk-et 8-ra, a Acceleration-t pedig 800-ra kell állítani.
Miután elvégezte a beállításokat, használja ezt a Ghosting tesztet, hogy elemezze a szellemképek szintjét és azt, hogy jobb vagy rosszabb-e a helyzet.
Lásd még: 30 Legjobb 3D nyomtatás irodai használatraKeresse az éles élek (a betűk, a gödröcskék és a sarkok) szellemképét.
Ha az Y-tengelyen rezgésed van, az a kocka X-oldalán fog látszani. Ha az X-tengelyen rezgésed van, az a kocka Y-oldalán fog látszani.
Lassan tesztelje és állítsa be a megfelelő beállításokat.
Az ívhegesztő használata a 3D nyomtatási görbék javítására
Van egy Cura Marketplace Plugin, az Arc Welder, amelyet a nyomtatás minőségének javítására használhatsz, amikor a 3D nyomtatás görbékre és ívekre vonatkozik. Egyes 3D nyomtatások görbékkel rendelkeznek, amelyek szeleteléskor G-kód parancsok sorozatává alakulnak.
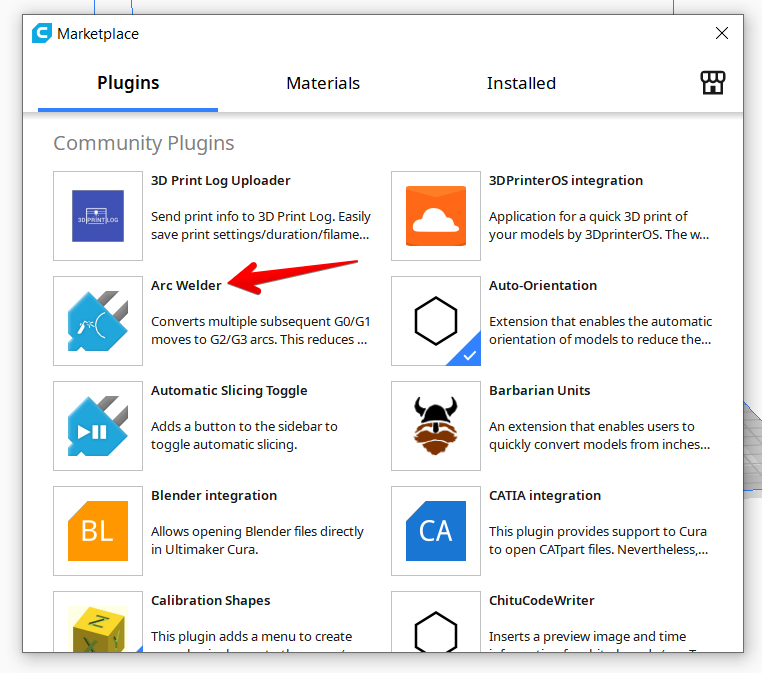
A 3D nyomtató mozgásai főként G0 & G1 mozgásokból állnak, amelyek vonalak sorozatai, de az Arc Welder bevezeti a G2 & G3 mozgásokat, amelyek tényleges görbék és ívek.
Nemcsak a nyomtatási minőséget javítja, hanem segít csökkenteni a nyomtatási hibákat, mint például a Ghosting/Ringing a 3D modellekben.
Itt néz ki, amikor telepíti a plugint és újraindítja a Curát. Egyszerűen keresse meg a beállítást a Special Modes (Speciális módok) menüpontban vagy az "Arc Welder" keresésével, és jelölje be a négyzetet.
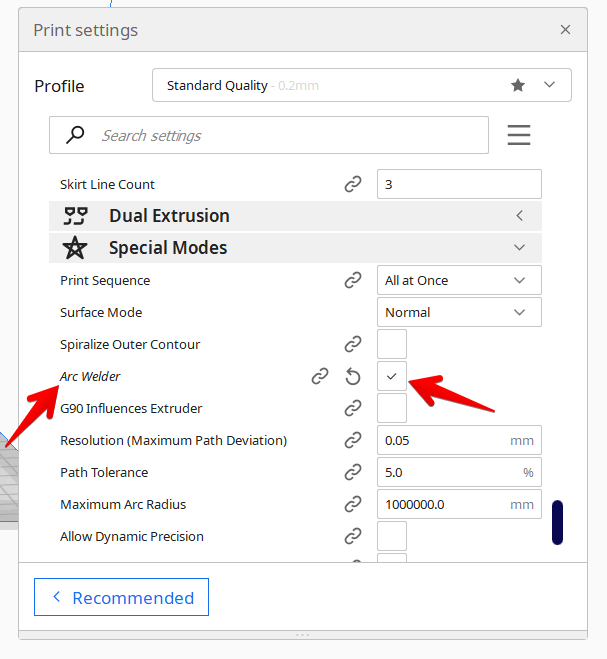
Ez felhoz néhány egyéb beállítást, amelyeket szükség esetén módosíthat, főként a minőség vagy a firmware beállításainak javítása alapján, de az alapbeállítások is jól működnek.
További részletekért nézze meg az alábbi videót.
Ha szereted a kiváló minőségű 3D nyomatokat, akkor szeretni fogod az AMX3d Pro Grade 3D nyomtató szerszámkészletet az Amazonról. Ez egy alapkészlet 3D nyomtatási szerszámkészlet, amely mindent megad, amire szükséged van a 3D nyomatok eltávolításához, tisztításához és tisztításához; befejezni a 3D nyomatokat.
Lehetőséget ad arra, hogy:
- Könnyedén megtisztíthatja 3D nyomatát - 25 darabos készlet 13 késpengével és 3 nyéllel, hosszú csipesszel, tűfogóval és ragasztópálcával.
- Egyszerűen távolítsa el a 3D nyomatokat - a 3 speciális eltávolító eszköz egyikének használatával megállíthatja a 3D nyomatok károsodását.
- Tökéletesen fejezd be 3D nyomatodat - a 3 darabos, 6 szerszámos precíziós kaparó/csákány/késpenge kombinációval a kis résekbe is bejuthatsz a nagyszerű befejezés érdekében.
- Legyél 3D nyomtatás profi!
