
မာတိကာ
သင်၏ အရည်အသွေးမကောင်းတဲ့ ပရင့်ထုတ်ခြင်းအတွက် မရေမတွက်နိုင်သော ဖြေရှင်းနည်းများကို သင်ကြိုးစားခဲ့သော်လည်း မည်သည့်အရာမှ အလုပ်မဖြစ်ပုံရသည်။ သင်သည် ယခု လှုပ်လှုပ်ရွရွနှင့် အရှိန်မြှင့်ခြင်းဟုခေါ်သော မှော်ဆန်သောဆက်တင်များကို အံကြိတ်မိပြီး ၎င်းသည် အထောက်အကူဖြစ်နိုင်သည်ဟု ထင်ပါသည်။ ဤသည်မှာ သေချာပေါက် ဖြစ်နိုင်ချေရှိပြီး ၎င်းသည် လူများစွာကို အရည်အသွေးမြင့် ပုံနှိပ်များရရှိရန် ကူညီပေးခဲ့ပါသည်။
ပြီးပြည့်စုံသော အမိုက်စား & အရှိန်မြှင့်ခြင်း ဆက်တင်များ စမ်းသပ်မှုနှင့် အမှားအယွင်းအပေါ်အခြေခံ၍ x နှင့် y-ဝင်ရိုးအတွက် 7 ညှို့နှိုင်းမှုများနှင့် 700 ၏အရှိန်သည် ပုံနှိပ်ခြင်းဆိုင်ရာပြဿနာများကိုဖြေရှင်းရန် 3D ပရင်တာအများစုအတွက် ကောင်းမွန်စွာအလုပ်လုပ်သည်ကို တွေ့ရှိခဲ့သည်။ ၎င်းသည် စတင်ရန်အတွက် ကောင်းမွန်သော အခြေခံအချက်ဖြစ်သည်၊ သို့သော် ဆက်တင်များ ပြီးပြည့်စုံရန် သင့် 3D ပရင်တာတွင် ပြုပြင်ပြောင်းလဲမှုအချို့ အချိန်ယူရနိုင်သည်။
၎င်းသည် သင့်အား ပြင်ဆင်သင့်သည့် အရှိန်အဟုန်နှင့် အရှိန်မြှင့်ဆက်တင်များအတွက် တိုတောင်းသော အဖြေဖြစ်သည်။ ၎င်းတို့အမှန်တကယ်ပြောင်းလဲသွားသည့်အရာ၊ ၎င်းတို့ဖြေရှင်းသည့်ပြဿနာများနှင့် အခြားအရာများကဲ့သို့သော ဤဆက်တင်များအကြောင်း အဓိကအချက်အလက်အချို့ကို ဆက်လက်ဖတ်ရှုလေ့လာရန် စိတ်ကူးကောင်းတစ်ခုဖြစ်သည်။
Ender 3 အတွက် အကောင်းဆုံး အလှုပ်အခတ်နှင့် အရှိန်မြှင့်ဆက်တင်များကို သင်ရှာနေသလား။ V2 သို့မဟုတ် အလားတူ 3D ပရင်တာ၊ ၎င်းသည် ကောင်းမွန်သော အစမှတ်ဖြစ်သင့်သည်။
သင်၏ 3D ပရင့်များကို အရည်အသွေးမဆုံးရှုံးစေဘဲ အရှိန်မြှင့်ရန် နည်းလမ်း 8 ခုအကြောင်း ဆောင်းပါးတစ်ပုဒ်ကို ကျွန်ုပ်ရေးသားခဲ့သည်။
သင်၏ 3D ပရင်တာများအတွက် အကောင်းဆုံးကိရိယာများနှင့် ဆက်စပ်ပစ္စည်းများကို ကြည့်ရှုလိုပါက ဤနေရာ (Amazon) ကိုနှိပ်ခြင်းဖြင့် ၎င်းတို့ကို အလွယ်တကူရှာဖွေနိုင်ပါသည်။
ဘာလဲ။Acceleration Setting?
Acceleration setting သည် သင့်ပရင့်ခေါင်းကို မည်မျှမြန်အောင် တိုင်းတာသည်၊၊ သင်၏ ခွဲခြမ်းစက်ဆက်တင်များတွင် သတ်မှတ်ထားသော 3D ပရင်တာအမြန်နှုန်းဖြင့် ကန့်သတ်ထားသည်။
ဆက်တင်ပိုမြင့်လေ၊ ပရင့်ခေါင်းသည် ပိုမြန်လေဖြစ်သည်။ ၎င်း၏အမြင့်ဆုံးအမြန်နှုန်းသို့ရောက်ရန်၊ ဆက်တင်ကိုနိမ့်လေ၊ ပရင့်ခေါင်းသည် နှေးလေဖြစ်ပြီး ၎င်း၏အမြင့်ဆုံးမြန်နှုန်းသို့ရောက်ရှိမည်ဖြစ်သည်။
3D ပရင့်ထုတ်သည့်အခါ၊ အထူးသဖြင့် သေးငယ်သော အရာဝတ္ထုများကြောင့် သင်၏ထိပ်တန်းမြန်နှုန်းများ မရောက်နိုင်တော့သည့်အကြိမ်များစွာ အရှိန်ကို အပြည့်အ၀သုံးရန် ခရီးအကွာအဝေးက များများစားစား မရှိပါ။
ကားတစ်စီးက အများဆုံး 100 kph သွားနိုင်လျှင် ကားတစ်စီး၏ အရှိန်နှင့် အလွန်ဆင်တူသော်လည်း သင့်ခရီးတွင် အလှည့်အပြောင်းများသော၊ အမြင့်ဆုံးအမြန်နှုန်းသို့ရောက်ရန် ခက်ခဲနေမည်ဖြစ်သည်။
Cura ခွဲခြမ်းစိပ်ဖြာတွင် 'အရှိန်ထိန်းထိန်းချုပ်မှု' ကိုဖွင့်ထားခြင်းဖြင့် ပုံနှိပ်အရည်အသွေးကုန်ကျစရိတ်ဖြင့် ပုံနှိပ်ချိန်ကို လျှော့ချနိုင်သည်ဟု ၎င်းတို့က ဖော်ပြသည်။ အခြားတစ်ဖက်တွင် ကျွန်ုပ်တို့ မျှော်လင့်နိုင်သည့်အရာမှာ ပုံနှိပ်အရည်အသွေးကို တိုးမြှင့်ခြင်း၏ အကျိုးကျေးဇူးဖြင့် ကျွန်ုပ်တို့၏ အရှိန်မြှင့်မှုကို မြှင့်တင်ပေးပါသည်။
သင်၏ ခွဲခြမ်းစိပ်စက်သည် အရှိန်နှင့် ဘာမှမဆိုင်ပါ၊ G-code ကို ထုတ်လွှတ်သည့်အထိ ပြောရလျှင် ပရင့်ခေါင်းက ဘယ်ကိုသွားသင့်သလဲ၊ ဘယ်အမြန်နှုန်းနဲ့လဲ။ ၎င်းသည် အမြန်နှုန်းကို ကန့်သတ်သတ်မှတ်ထားပြီး ပေးထားသည့်အမြန်နှုန်းသို့ မည်မျှအရှိန်မြှင့်ရမည်ကို ဆုံးဖြတ်ပေးသည့် ဖာမ်းဝဲလ်ဖြစ်သည်။
ကြည့်ပါ။: Ender 3 (Pro/V2) အတွက် အကောင်းဆုံး အမျှင်များ – PLA၊ PETG၊ ABS၊ TPUသင့်ပရင်တာရှိ ဝင်ရိုးတစ်ခုစီတွင် မတူညီသောအမြန်နှုန်း၊ အရှိန်နှင့် အလှုပ်အခတ်ဆက်တင်များ ရှိနိုင်ပါသည်။ X နှင့် Y ဝင်ရိုးဆက်တင်များသည် ယေဘုယျအားဖြင့် တူညီပါသည်။ သို့မဟုတ်ပါက သင်၏ပုံနှိပ်မှုများအပေါ် မူတည်၍ ကွဲပြားသောအင်္ဂါရပ်များ ရှိနိုင်ပါသည်။တစ်စိတ်တစ်ပိုင်းဦးတည်ချက်။
အထူးသဖြင့် 45 ဒီဂရီထက်ကြီးသောထောင့်များဖြင့်ပုံနှိပ်သည့်အခါတွင် အရှိန်နှုန်းကို သင်သတ်မှတ်နိုင်သည်အပေါ် ကန့်သတ်ချက်များရှိသည်။
အမျိုးမျိုးသော 3D ပရင့်ထုတ်ခြင်းဆိုင်ရာ ပြဿနာများနှင့် ရုန်းကန်နေရသူများအတွက်၊ သင်လိုချင်နိုင်သည် စံပြ 3D ပရင့်ထုတ်ခြင်းရလဒ်များရရှိရန် နောက်ထပ်လမ်းညွှန်ချက်။ Filament Printing 101 ဟုခေါ်တွင်နိုင်သော သင်တန်းတစ်ခုကို ဖန်တီးထားပါသည်- Filament Printing မှ သင့်အား အစောပိုင်းတွင် အကောင်းဆုံး 3D ပုံနှိပ်စက်အချို့ကို သယ်ဆောင်ပေးမည့် စတင်သူ၏လမ်းညွှန်ချက်၊ ထို့ကြောင့် ထိုအမှားများကို သင်ရှောင်ရှားနိုင်မည်ဖြစ်သည်။
Jerk ဟူသည် အဘယ်နည်း။ ဆက်တင်လား?
၎င်းသည် အတော်လေး ရှုပ်ထွေးသော အသုံးအနှုန်းဖြစ်ပြီး သင်အသုံးပြုနေသည့် မည်သည့် firmware ကို အခြေခံ၍ ကွဲပြားသော ဖော်ပြချက်များ ပါရှိပါသည်။ ၎င်းသည် အရှိန်မြှင့်ရန်လိုအပ်သည့် အနိမ့်ဆုံးအမြန်နှုန်းပြောင်းလဲမှုကို သတ်မှတ်ပေးသည့် အခြေခံအားဖြင့် အနီးစပ်ဆုံးတန်ဖိုးတစ်ခုဖြစ်သည်။
Jerk ဆက်တင်သည် သင့်ပရင့်ခေါင်းကို ၎င်း၏ငြိမ်နေသည့်အနေအထားမှ ရွေ့လျားသည့်အမြန်နှုန်းကို တိုင်းတာသည်။ ဆက်တင်ပိုမြင့်လေ၊ တည်ငြိမ်သောအနေအထားမှ ပိုမြန်လေလေ၊ ဆက်တင်ကို နိမ့်လေလေ၊ တည်ငြိမ်သောအနေအထားမှ နှေးလေလေ နှေးလေလေဖြစ်သည်။
၎င်းကို သင်၏ပရင့်ခေါင်းကို အနိမ့်ဆုံးမြန်နှုန်းဟုလည်း ခေါ်ဆိုနိုင်ပါသည်။ မတူညီသောဦးတည်ချက်ဖြင့် အရှိန်မစတင်မီ နှေးကွေးသွားပါမည်။ တည့်တည့်မောင်းနှင်သောကားကဲ့သို့တွေးပါ၊ ထို့နောက်အကွေ့မရောက်မီအရှိန်လျှော့ပါ။
Jerk မြင့်နေပါက၊ သင့်ပရင့်ခေါင်းသည် ဦးတည်ချက်မပြောင်းလဲမီတွင် နှေးကွေးမည်မဟုတ်ပါ။
အခါ၊ မြန်နှုန်းကွာခြားပါက ပရင့်ခေါင်းအား G-code တွင် အမြန်နှုန်းနှင့် ဦးတည်ချက်ပြောင်းရန် ပြောထားသည်။တွက်ချက်မှုများသည် သတ်မှတ်ထားသော Jerk တန်ဖိုးထက်နည်းသည်၊ ၎င်းသည် 'ချက်ချင်း' ဖြစ်သင့်သည်။
ပိုမိုမြင့်မားသော Jerk တန်ဖိုးများက သင့်အား ပေးသည်-
- ပုံနှိပ်အကြိမ်ရေကို လျှော့ချထားသည်
- သင့်တွင် blobs ပိုနည်းသည်။ ပရင့်ထုတ်ခြင်း
- ဦးတည်ချက်အတွက် လျင်မြန်သောပြောင်းလဲမှုများမှ တုန်ခါမှုများ တိုးလာ
- ထောင့်များနှင့် စက်ဝိုင်းများအတွင်း ပိုမိုချောမွေ့စွာ လုပ်ဆောင်နိုင်သည်
Lower Jerk တန်ဖိုးများက သင့်အား ပေးသည်-
- သင့်ပရင်တာအတွက် စက်ပိုင်းဆိုင်ရာ ဖိစီးမှု လျော့နည်း
- ချောမွေ့သော ရွေ့လျားမှုများ
- ဦးတည်ချက်ပြောင်းလဲမှုတွင် သင့်ချည်မျှင်အတွက် ပိုမိုကောင်းမွန်သော တွယ်တာမှု
- သင့်ပရင်တာမှ ဆူညံသံနည်း
- သင်ကဲ့သို့ ပျောက်ဆုံးသွားသော ခြေလှမ်းများ လျော့နည်းပါ ပိုမိုမြင့်မားသောတန်ဖိုးများဖြင့် ရနိုင်သည်
Jerk တန်ဖိုး 10 ရှိခြင်းသည် Jerk တန်ဖိုး 40 ကဲ့သို့ 60mm/s အမြန်နှုန်းဖြင့် တူညီသော ပုံနှိပ်အချိန်ကို ပေးကြောင်း Akeric တွေ့ရှိခဲ့သည်။ သူသည် 60mm/ ထက်ကျော်လွန်သော ပုံနှိပ်နှုန်းကို တိုးမြှင့်သောအခါမှသာ s မှ 90mm/s ဝန်းကျင်အထိ jerk value သည် ပုံနှိပ်ချိန်များတွင် အမှန်တကယ်ကွာခြားချက်ကို ပေးစွမ်းနိုင်ပါသလား။
ကြည့်ပါ။: 3D Printed Lithophanes အတွက် အသုံးပြုရန် အကောင်းဆုံး FilamentJerk ဆက်တင်များအတွက် မြင့်မားသောတန်ဖိုးများသည် အခြေခံအားဖြင့် ဦးတည်ချက်တစ်ခုစီရှိ အမြန်နှုန်းပြောင်းလဲမှုသည် မြန်ဆန်လွန်းသည်ဟု ဆိုလိုပြီး တုန်ခါမှုများ ပိုဖြစ်စေတတ်သည်။
ပရင်တာကိုယ်တိုင်အပြင် ရွေ့လျားနေသော အစိတ်အပိုင်းများမှ အလေးချိန်ပါရှိသောကြောင့် အလေးချိန်နှင့် လျင်မြန်သောရွေ့လျားမှုပေါင်းစပ်မှုသည် ပုံနှိပ်အရည်အသွေးအတွက် ကောင်းမွန်စွာမလုပ်ဆောင်နိုင်ပါ။
သင့်တွင်ရှိသော အနုတ်လက္ခဏာပုံနှိပ်အရည်အသွေးသက်ရောက်မှုများ ဤတုန်ခါမှု၏ရလဒ်အဖြစ် မြင်ရမည်ကို ghosting သို့မဟုတ် echoing ဟုခေါ်သည်။ ငါ Ghosting ဖြေရှင်းနည်း & အလားတူအချက်များကိုဖြတ်သန်းသွားသော Banding/Ribbing ကို မည်ကဲ့သို့ ဖြေရှင်းနည်း။
Jerk နှင့် မည်သည့်ပြဿနာများ ရှိပါသနည်း။ အရှိန်ဆက်တင်များ ဖြေရှင်းမလား။
သင်၏အရှိန်နှင့် အလှုပ်အခတ်ဆက်တင်များကို ချိန်ညှိခြင်းသည် ပြဿနာတစ်ခုအဖြစ် သင်မသိသောအရာများကိုပင် ဖြေရှင်းပေးနိုင်သည့် ပြဿနာများစွာရှိသည်။
၎င်းသည် အောက်ပါတို့ကို ဖြေရှင်းပေးနိုင်သည်-
- ကြမ်းတမ်းသော ပရင့်မျက်နှာပြင်
- ပရင့်မှ အသံမြည်ခြင်းကို ဖယ်ရှားခြင်း (အကွေ့အကောက်များ)
- သင့်ပရင်တာကို ပိုမိုတိတ်ဆိတ်သွားစေနိုင်သည်
- ပရင့်များတွင် Z-wobble ကို ဖယ်ရှားပါ
- အလွှာမျဉ်းကို ပြုပြင်ခြင်း
- သင့်ပရင်တာအား အလွန်အမင်း ပြင်းထန်စွာလည်ပတ်ခြင်း သို့မဟုတ် အလွန်တုန်လှုပ်ခြင်းမှ ရပ်တန့်ပါ
- ယေဘုယျအားဖြင့် ပုံနှိပ်အရည်အသွေးဆိုင်ရာ ပြဿနာများစွာ
ထိုနေရာတွင် သူတို့ရဲ့ အရှိန်နဲ့ လှုပ်လှုပ်ရှားရှား ဆက်တင်တွေကို သွားပြီး ချိန်ညှိပြီး သူတို့ရဖူးသမျှ အကောင်းဆုံး ပုံနှိပ်အရည်အသွေးအချို့ကို ရရှိခဲ့သူတွေ အများကြီးပါ။ တစ်ခါတရံမှာ မင်းရဲ့ပုံနှိပ်အရည်အသွေးက ဘယ်လောက်ကောင်းလဲဆိုတာကို မင်းကိုယ်တိုင်တောင် မသိလိုက်ဘူး။
ဒီပြင်ဆင်မှုကို စမ်းသုံးကြည့်ပြီး မင်းအတွက် အဆင်ပြေလားဆိုတာ ကြည့်ဖို့ အကြံပြုချင်ပါတယ်။ အဆိုးဆုံးဖြစ်နိုင်တာကတော့ အလုပ်မလုပ်ဘဲ သင့်ဆက်တင်တွေကို ပြန်ပြောင်းလိုက်ရုံပါပဲ၊ ဒါပေမယ့် အစမ်းသုံးခြင်းနဲ့ အမှားအယွင်းတချို့ကြောင့် ပြဿနာတွေကို လျှော့ချနိုင်ပြီး ပုံနှိပ်အရည်အသွေးကို တိုးမြှင့်နိုင်စေသင့်ပါတယ်။
The 3D ရဲ့ အောက်ဖော်ပြပါဗီဒီယို Print General သည် Jerk & အရှိန်မြှင့်ခြင်း ဆက်တင်များသည် ပုံနှိပ်အရည်အသွေးပေါ်တွင် ရှိသည်။
ပြီးပြည့်စုံသော အရှိန်ကို မည်သို့ရယူရမည်နည်း။ Jerk ဆက်တင်များ?
3D ပုံနှိပ်စက်လောကတွင် စမ်းသပ်ပြီး စမ်းသပ်ထားသည့် အချို့သောဖွဲ့စည်းပုံများ ရှိပါသည်။ အကောင်းဆုံးဆက်တင်များရရှိရန် သင်သည် အလွန်သေးငယ်သောစမ်းသပ်မှုပြုလုပ်ရသောကြောင့် ၎င်းသည် ကောင်းမွန်သောကြောင့်ဖြစ်သည်။သင်ကိုယ်တိုင်။
ဤဆက်တင်များကို အခြေခံမျဉ်းအဖြစ် သင်သုံးနိုင်သည်၊ အရှိန်အဟုန် သို့မဟုတ် အလှုပ်အခတ် တစ်ခုခုကို ခွဲထုတ်ပြီးနောက် သင်အလိုရှိသော အရည်အသွေးကို ရရှိသည်အထိ ဖြည်းဖြည်းချင်း တိုး သို့မဟုတ် လျှော့နိုင်ပါသည်။
ယခုအတွက် ဆက်တင်များ။
သင်၏ Jerk ဆက်တင်အတွက် သင်သည် 7mm/s ကို စမ်းပြီး ၎င်းမည်သို့သွားသည်ကို ကြည့်ရပါမည်။
Jerk X & Y သည် 7 တွင်ရှိသင့်သည်။ X၊ Y၊ Z အတွက် အရှိန်ကို 700 ဟုသတ်မှတ်ထားသင့်သည်။
သင့်ပရင်တာပေါ်ရှိ သင့်မီနူးသို့ တိုက်ရိုက်သွားနိုင်ပြီး ထိန်းချုပ်မှုဆက်တင်ကို ရွေးချယ်ပါ၊ ထို့နောက် 'ရွေ့လျားမှု' သည် သင့်အရှိန်ကိုမြင်ရမည်ဖြစ်ပါသည်။ နှင့် လှုပ်လှုပ်ရှားရှား ဆက်တင်များ။
- Vx – 7
- Vy – 7
- Vz – တစ်ယောက်တည်းချန်ထားနိုင်သည်
- Amax X – 700
- Amax Y – 700
- Amax Z – တစ်ယောက်တည်းချန်ထားနိုင်သည်
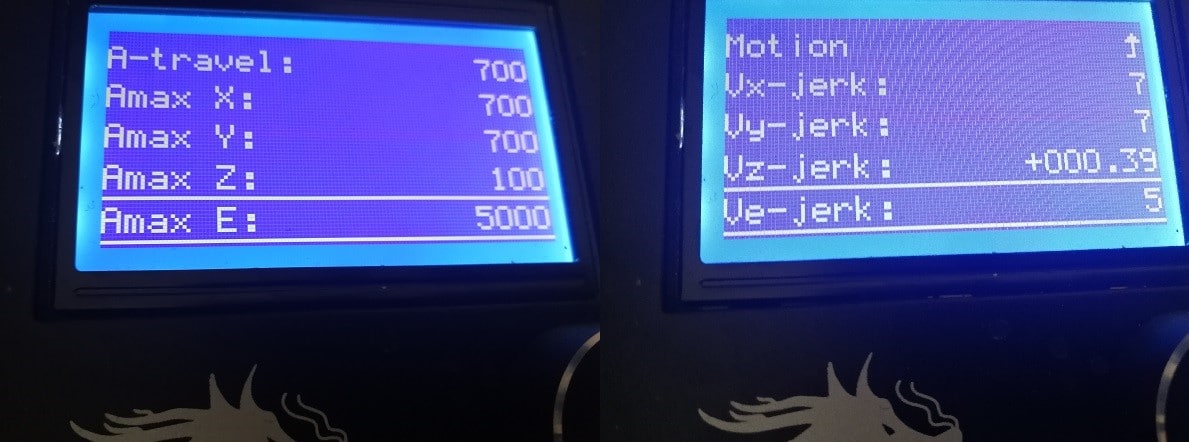 Acceleration & Ender 3 ထိန်းချုပ်မှုဘောက်စ်ရှိ Jerk ဆက်တင်များ
Acceleration & Ender 3 ထိန်းချုပ်မှုဘောက်စ်ရှိ Jerk ဆက်တင်များသင်သည် ၎င်းကို သင်၏ ခွဲခြမ်းစိပ်စက်တွင် နှစ်သက်ပါက၊ Cura သည် သင့် firmware သို့မဟုတ် ထိန်းချုပ်မှုစခရင်သို့ မ၀င်ဘဲ ဤတန်ဖိုးများကို ပြောင်းလဲနိုင်စေပါသည်။
သင်ဝင်ရောက်ရန်သာ လိုအပ်ပါသည်။ Cura ဆက်တင်များနှင့် သင်၏ Cura jerk နှင့် အရှိန်မြှင့်မှုတန်ဖိုးများကို ကြည့်ရှုရန် အဆင့်မြင့်ဆက်တင်များ သို့မဟုတ် စိတ်ကြိုက်ဆက်တင်များကို နှိပ်ပါ။ ၎င်းသည် PrusaSlicer တွင်ဆင်တူသည်၊ သို့သော် ဆက်တင်များသည် “ပရင်တာဆက်တင်များ” တက်ဘ်တွင်ရှိသည်။
ပုံမှန်အားဖြင့် သင်သည် ၎င်းကို တစ်ခုပြီးတစ်ခုပြုလုပ်လိုသည်။ အမိုက်စားဆက်တင်ဖြင့် စတင်ခြင်းသည် ကောင်းပါတယ်။
သင့်ရဲ့ အရှုပ်အရှင်းကို လျှော့ချခြင်းက အရာတွေကို အရမ်းနှေးစေတယ်ဆိုရင်၊ လျော်ကြေးပေးဖို့ သင့်ပရင့်အမြန်နှုန်းကို အနည်းငယ်မြှင့်နိုင်ပါတယ်။ အမိုက်စားကို နှိမ့်ချလိုက်ရုံဖြင့် သင့်ပြဿနာကို မဖြေရှင်းနိုင်ပါက၊ အရှိန်လျှော့ပြီး ၎င်းသည် အဘယ်ကွာခြားမှု ရှိသည်ကို ကြည့်ရှုပါ။
အချို့လူများသည် Jerk မှ ထွက်သွားကြသည်။0 & တွင် ဆက်တင်များ ပုံကောင်းများရရှိရန် အရှိန်နှုန်း 500 ရှိသည်။ ၎င်းသည် သင့်ပရင်တာအား မည်မျှ ကောင်းမွန်စွာ ချိန်ညှိပြီး ထိန်းသိမ်းထားရှိမှုပေါ်တွင် အမှန်တကယ်မူတည်ပါသည်။
ကောင်းမွန်သော Jerk ရယူရန် Binary Search Method & Acceleration
ဒွိရှာဖွေမှု အယ်လဂိုရီသမ်ကို ရှာဖွေမှုပရိုဂရမ်များရှာဖွေရန်အတွက် ကွန်ပျူတာများက အသုံးများပြီး ၎င်းကို ဤနေရာတွင် ဤကဲ့သို့သော အပလီကေးရှင်းများစွာတွင် အသုံးပြုနိုင်ပါသည်။ ၎င်းသည် အပိုင်းအခြားများနှင့် ပျမ်းမျှများကို အသုံးပြုခြင်းဖြင့် ယုံကြည်စိတ်ချရသော ချိန်ညှိနည်းကို ပေးစွမ်းသည်။
ဒွိနည်းလမ်းကို အသုံးပြုနည်း-
- (L) အလွန်နည်းသော တန်ဖိုးတစ်ခုနှင့် ၎င်းကို သတ်မှတ်ပါ မြင့်မားလွန်းသည် (H)
- ဤအပိုင်းအခြား၏ အလယ်တန်းတန်ဖိုး (M) ကို စမ်းသုံးကြည့်ပါ- (L+H) / 2
- သင်၏ M တန်ဖိုးဖြင့် ရိုက်နှိပ်ကြည့်ပါ ရလဒ်များကိုကြည့်ပါ
- M သည် အလွန်မြင့်ပါက M ကို သင်၏ H တန်ဖိုးအသစ်အဖြစ် အသုံးပြုကာ နိမ့်လွန်းပါက အပြန်အလှန်အားဖြင့်
- သင်လိုချင်သောရလဒ်ကို ရရှိသည်အထိ ဤအရာကို ထပ်လုပ်ပါ
၎င်းသည် အချိန်အနည်းငယ်ကြာနိုင်သော်လည်း၊ သင့်ပရင်တာအတွက် အကောင်းဆုံးဖြစ်မည့် ဆက်တင်များကို သင်ရှာတွေ့ပြီးသည်နှင့် ၎င်းသည် ကမ္ဘာကြီးကို ကွဲပြားသွားစေနိုင်သည်။ သင့်ပုံနှိပ်ထုတ်ဝေမှုများအတွက် ဂုဏ်ယူနိုင်မည်ဖြစ်ပြီး သင်၏ပုံနှိပ်အရည်အသွေးကို ထိခိုက်စေသော ထူးဆန်းသော၊ လှိုင်းတွန့်များနှင့် ရှေးဟောင်းပစ္စည်းများ မပါရှိပါ။
၎င်းတို့ကို သင်၏ဖြတ်ပိုင်းဆော့ဖ်ဝဲလ်တွင် မူရင်းပရိုဖိုင်တစ်ခုအဖြစ် သိမ်းဆည်းခြင်းသည် ကောင်းသောအကြံဥာဏ်ဖြစ်သည်။ ထို့ကြောင့် သင်၏နောက်ပုံနှိပ်ခြင်းကို လှီးဖြတ်သည့်အခါတွင် ၎င်းသည် ဆက်တင်များအတွင်းသို့ အလိုအလျောက်ထည့်သွင်းသွားမည်ဖြစ်သည်။
သင်မပြောင်းမီ ဆက်တင်များဘာတွေရှိလဲဆိုတာကို ချရေးထားရန် အကြံပြုလိုပါသည်၊ သို့မှသာ ၎င်းကို အမြဲပြန်ပြောင်းနိုင်မည်ဖြစ်သည်။ ကိစ္စက အဆင်မပြေဘူး။ မေ့သွားရင် ကြီးကြီးကျယ်ကျယ်တော့ မဟုတ်ပါဘူး။မူရင်းဆက်တင်များသို့ ပြန်သွားစေရန် မူရင်းဆက်တင်တစ်ခု ရှိသင့်သည်။
Jerk & ဒီဇိုင်း၊ အလေးချိန်စသည်ဖြင့် အမျိုးမျိုးရှိသောကြောင့် အရှိန်မြှင့်ခြင်းဆက်တင်များသည် ပရင်တာတစ်ခုမှ ပရင်တာတစ်ခုသို့ ကွဲပြားပါသည်။ ဥပမာအားဖြင့်၊ 3D ပရင်တာ Wiki မှ Jerk ကို 8 အဖြစ် သတ်မှတ်ပြီး Wanhao Duplicator i3 အတွက် Acceleration ကို 800 ဟု ဆိုထားသည်။
သင်၏ ဆက်တင်များကို ချိန်ညှိပြီးသည်နှင့် တစ္ဆေ၏ အဆင့်များကို ပိုင်းခြားစိတ်ဖြာရန် ဤ Ghosting Test ကို အသုံးပြုပါ ပိုကောင်းသည် သို့မဟုတ် ပိုဆိုးသည်။
သင်သည် ချွန်ထက်သောအစွန်းများ (စာလုံးများ၊ ပါးချိုင့်များနှင့် ထောင့်များပေါ်ရှိ) ကိုရှာဖွေလိုပါသည်။
သင့် Y-ဝင်ရိုးတွင် တုန်ခါမှုများရှိပါက ၎င်းကို မြင်တွေ့ရမည်ဖြစ်သည်။ cube ၏ X ဘက်။ သင့် X-axis တွင် တုန်ခါမှုများရှိနေပါက၊ ၎င်းကို cube ၏ Y ဘက်ခြမ်းတွင် မြင်တွေ့ရမည်ဖြစ်သည်။
ဆက်တင်များကို မှန်ကန်စွာရရှိရန် ဖြည်းဖြည်းချင်းစမ်းသပ်ပြီး ချိန်ညှိပါ။
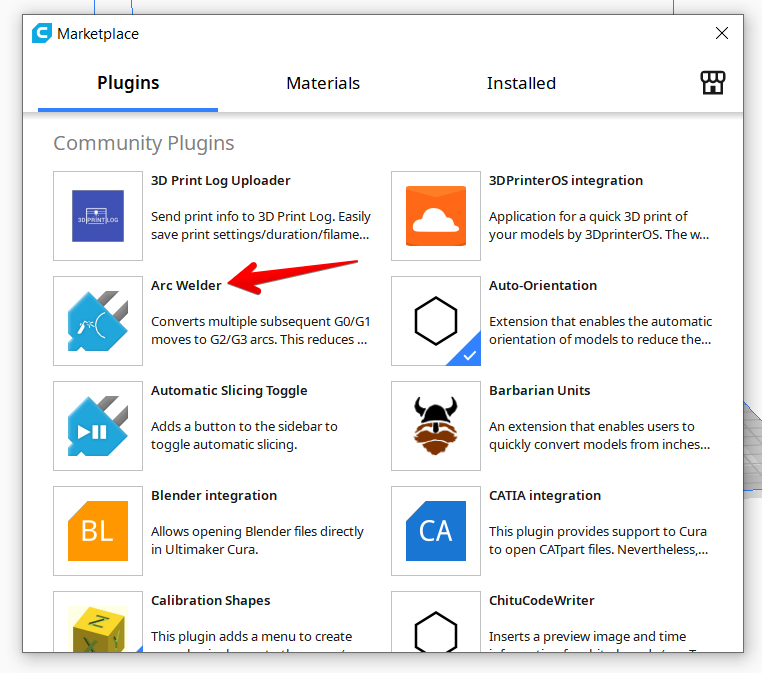
ပိုမိုကောင်းမွန်စေရန် Arc Welder ကိုအသုံးပြုခြင်း 3D Printing Curves
Arc Welder ဟုခေါ်သော Cura Marketplace Plugin ပါ၀င်သည် အချို့သော 3D ပရင့်များသည် ၎င်းတို့အတွက် မျဉ်းကွေးများ ရှိမည်ဖြစ်ပြီး၊ လှီးဖြတ်သည့်အခါ၊ G-Code အမိန့်များကို အတွဲလိုက်အဖြစ် ဘာသာပြန်ပေးပါသည်။
3D ပရင်တာလှုပ်ရှားမှုများကို အဓိကအားဖြင့် G0 & G1 လှုပ်ရှားမှုများသည် မျဥ်းများဖြစ်သည်၊ သို့သော် Arc Welder သည် G2 & အမှန်တကယ် မျဉ်းကွေးများနှင့် အကွေးများဖြစ်သည့် G3 လှုပ်ရှားမှုများ။
၎င်းသည် ပုံနှိပ်အရည်အသွေးကို အကျိုးပြုရုံသာမက သင်၏ 3D ရှိ Ghosting/Ringing ကဲ့သို့သော ပုံနှိပ်ခြင်းဆိုင်ရာ မစုံလင်မှုများကို လျှော့ချရန် ကူညီပေးသည်။မော်ဒယ်များ။
ပလပ်အင်ကို ထည့်သွင်းပြီး Cura ကို ပြန်လည်စတင်သည့်အခါတွင် ၎င်းကို မြင်တွေ့ရသည်။ အထူးမုဒ်များတွင် ဆက်တင်ကို ရိုးရှင်းစွာရှာပါ သို့မဟုတ် “Arc Welder” ကိုရှာဖွေပြီး အကွက်ကို အမှန်ခြစ်ပေးပါ။
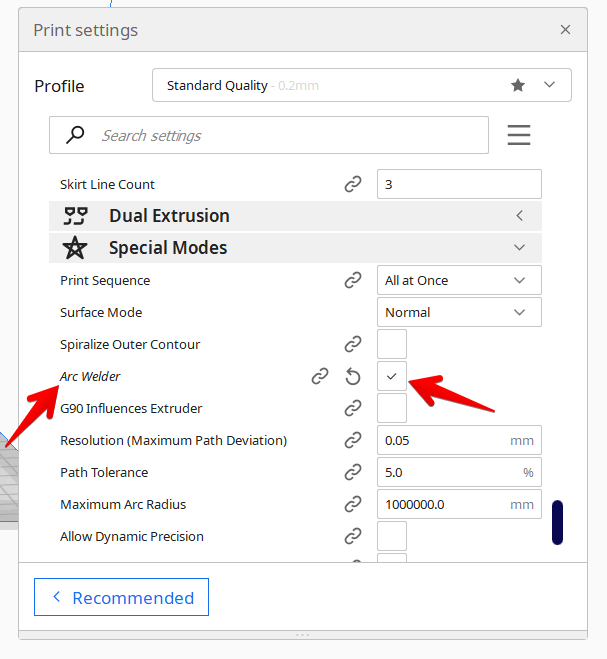
၎င်းသည် လိုအပ်ပါက သင်ချိန်ညှိနိုင်သော အခြားဆက်တင်အချို့ကို အခြေခံ၍ ပေါ်လာသည် အရည်အသွေး မြှင့်တင်ခြင်း သို့မဟုတ် Firmware ဆက်တင်များတွင် အဓိကအားဖြင့်၊ သို့သော် ပုံသေများသည် ကောင်းမွန်စွာ အလုပ်လုပ်သင့်ပါသည်။
အသေးစိတ်အချက်အလက်များအတွက် အောက်ပါဗီဒီယိုကို ကြည့်ပါ။
သင်သည် အရည်အသွေးကောင်းမွန်သော 3D ပရင့်များကို နှစ်သက်ပါက AMX3d ကို သင်နှစ်သက်လိမ့်မည် Amazon မှ Pro Grade 3D ပရင်တာတူးလ်အစုံ။ ၎င်းသည် သင့်အား ဖယ်ရှားရန်၊ သန့်ရှင်းရေး & သင်၏ 3D ပရင့်များကို အပြီးသတ်ပါ။
၎င်းသည် သင့်အား အောက်ပါတို့ကို လုပ်ဆောင်နိုင်စွမ်းကို ပေးသည်-
- သင်၏ 3D ပရင့်များကို အလွယ်တကူ သန့်ရှင်းရေးလုပ်ပါ – ဓား 13 ချောင်းနှင့် လက်ကိုင် 3 ခုပါသော 25 ခုပါ အစုံလိုက်၊ ပလာယာများနှင့် ကော်ချောင်းများ။
- ရိုးရှင်းစွာ 3D ပရင့်များကို ဖယ်ရှားပါ – အထူးပြုဖယ်ရှားရေးကိရိယာ 3 ခုထဲမှ တစ်ခုကို အသုံးပြုခြင်းဖြင့် သင်၏ 3D ပရင့်များကို မထိခိုက်စေဘဲ ရပ်လိုက်ပါ။
- သင့် 3D ပရင့်များကို ပြီးပြည့်စုံစွာ အပြီးသတ်ပါ – 3-အပိုင်း၊ 6 -Tool တိကျသောခြစ်ရာ/ကောက်/ဓားတွဲသည် ကောင်းမွန်သောအချောထည်တစ်ခုရရှိရန် အကြောငယ်များထဲသို့ဝင်နိုင်သည်။
- 3D ပရင့်ထုတ်ခြင်းကျွမ်းကျင်သူဖြစ်လာပါ။
