
Isi kandungan
Anda telah mencuba banyak penyelesaian untuk cetakan berkualiti buruk anda tetapi nampaknya tiada apa yang berkesan. Anda kini telah terjumpa tetapan ajaib ini yang dipanggil jerk dan pecutan dan fikir ia mungkin membantu. Ini sememangnya satu kemungkinan dan ia telah membantu ramai orang mendapatkan cetakan berkualiti tinggi.
Bagaimanakah saya boleh mendapatkan jerk yang sempurna & tetapan pecutan? Berdasarkan percubaan dan ralat didapati bahawa tetapan jerk 7 untuk paksi x dan y dan pecutan 700 berfungsi dengan baik untuk kebanyakan pencetak 3D untuk menyelesaikan isu pencetakan. Ini adalah garis dasar yang baik untuk dimulakan tetapi mungkin memerlukan sedikit penyesuaian pada pencetak 3D anda untuk mendapatkan tetapan yang sempurna.
Ini ialah jawapan ringkas untuk tetapan jerk dan pecutan anda yang sepatutnya membuat anda bersedia. Adalah idea yang baik untuk terus membaca untuk mengetahui beberapa maklumat penting tentang tetapan ini seperti perkara yang sebenarnya diubah, masalah yang mereka selesaikan dan banyak lagi.
Sama ada anda sedang mencari tetapan jerk dan pecutan terbaik untuk Ender 3 V2 atau pencetak 3D yang serupa, ini sepatutnya menjadi titik permulaan yang baik.
Saya menulis artikel tentang 8 Cara Mempercepatkan Cetakan 3D Anda Tanpa Kehilangan Kualiti yang boleh anda dapati berguna untuk perjalanan pencetakan 3D anda.
Jika anda berminat untuk melihat beberapa alatan dan aksesori terbaik untuk pencetak 3D anda, anda boleh menemuinya dengan mudah dengan mengklik di sini (Amazon).
Apakah ituTetapan Pecutan?
Tetapan Pecutan mengukur kelajuan kepala cetakan anda, dihadkan oleh kelajuan pencetak 3D yang anda tetapkan dalam tetapan penghiris anda.
Semakin tinggi tetapan, semakin cepat kepala cetakan akan mencapai kelajuan maksimumnya, semakin rendah tetapan, semakin perlahan kepala cetak akan mencapai kelajuan maksimumnya.
Selalunya kelajuan tertinggi anda tidak dapat dicapai apabila mencetak 3D, terutamanya objek yang lebih kecil kerana terdapat jarak yang dilalui tidaklah terlalu jauh untuk menggunakan sepenuhnya pecutan.
Ia hampir sama dengan pecutan kereta, di mana jika kereta boleh bergerak maksimum 100 kph, tetapi terdapat banyak selekoh dalam perjalanan anda, anda akan mendapati sukar untuk mencapai kelajuan maksimum.
Lihat juga: Apakah Linear Advance & Cara Menggunakannya – Cura, KlipperDalam penghiris Cura, mereka menyatakan bahawa mendayakan 'Kawalan Pecutan' boleh mengurangkan masa pencetakan dengan kos kualiti cetakan. Apa yang kami harap boleh lakukan di sisi lain ialah meningkatkan Pecutan kami dengan faedah meningkatkan kualiti cetakan.
Penghiris anda sebenarnya tidak mempunyai banyak kaitan dengan pecutan, setakat mengeluarkan kod G untuk disebut ke mana kepala cetak harus pergi dan pada kelajuan berapa. Perisian tegar yang menetapkan had kelajuan dan menentukan kelajuan untuk memecut ke kelajuan tertentu.
Setiap paksi pada pencetak anda boleh mempunyai tetapan kelajuan, pecutan dan jerk yang berbeza. Tetapan paksi X dan Y secara amnya adalah sama; jika tidak, cetakan anda boleh mempunyai ciri yang berbeza bergantung padaorientasi bahagian.
Terdapat had pada tahap tinggi anda boleh menetapkan pecutan, terutamanya apabila mencetak pada sudut yang lebih besar daripada 45 darjah.
Bagi orang yang bergelut dengan pelbagai isu pencetakan 3D, anda mungkin mahu lebih banyak panduan ke arah mendapatkan hasil cetakan 3D yang ideal. Saya telah mencipta kursus yang tersedia untuk dipanggil Percetakan Filamen 101: Panduan Permulaan untuk Pencetakan Filamen yang membawa anda melalui beberapa amalan pencetakan 3D terbaik sejak awal, supaya anda boleh mengelakkan kesilapan pemula tersebut.
Apa itu Jerk Tetapan?
Istilah yang agak rumit dan mempunyai huraian berbeza berdasarkan perisian tegar yang anda gunakan. Ia pada asasnya ialah nilai anggaran yang menentukan perubahan kelajuan minimum yang memerlukan pecutan.
Tetapan Jerk mengukur kelajuan kepala cetakan anda bergerak dari kedudukan pegunnya. Lebih tinggi tetapan, lebih cepat ia akan beralih dari kedudukan stabil, lebih rendah tetapan, lebih perlahan ia akan keluar dari kedudukan stabil.
Ia juga boleh dikenali sebagai kelajuan minimum kepala cetakan anda akan perlahan sebelum memulakan kelajuan ke arah yang berbeza. Fikirkan ia seperti kereta yang memandu lurus, kemudian perlahan sebelum membelok.
Jika Jerk tinggi, kepala cetakan anda tidak akan perlahan sebelum membuat perubahan arah.
Apabila kepala cetak diberitahu untuk menukar kelajuan dan arah dalam kod G, jika perbezaan kelajuanpengiraan adalah kurang daripada nilai Jerk yang ditentukan, ia sepatutnya berlaku 'segera'.
Nilai Jerk yang lebih tinggi memberi anda:
- Waktu pencetakan yang dikurangkan
- Lebih sedikit gumpalan dalam anda cetakan
- Meningkatkan getaran daripada perubahan arah yang pantas
- Kendalian yang lebih lancar di sekitar sudut dan bulatan
Nilai Lower Jerk memberi anda:
- Kurang tekanan mekanikal pada pencetak anda
- Pergerakan yang lebih lancar
- Lekatan yang lebih baik untuk filamen anda pada perubahan arah
- Kurang bunyi daripada pencetak anda
- Kurang langkah yang hilang semasa anda mungkin mendapat dengan nilai yang lebih tinggi
Akeric mendapati bahawa mempunyai nilai Jerk 10 memberikan masa cetakan yang sama pada kelajuan 60mm/s seperti nilai Jerk 40. Hanya apabila dia meningkatkan kelajuan cetakan melepasi 60mm/ s hingga sekitar 90mm/s adakah nilai jerk memberikan perbezaan nyata dalam masa pencetakan.
Nilai tinggi untuk tetapan Jerk pada asasnya bermakna perubahan kelajuan dalam setiap arah adalah terlalu pantas, yang biasanya menghasilkan getaran tambahan.
Terdapat berat daripada pencetak itu sendiri, serta dari bahagian yang bergerak jadi gabungan berat dan pergerakan pantas tidak sesuai untuk kualiti cetakan.
Kesan kualiti cetakan negatif yang anda Akan melihat akibat daripada getaran ini dipanggil ghosting atau bergema. Saya telah menulis artikel ringkas tentang Cara Menyelesaikan Ghosting & Cara Membetulkan Banding/Ribbing yang melalui titik yang serupa.
Masalah Mana yang Mengganggu & PecutanTetapan Selesaikan?
Melaraskan tetapan pecutan dan jerk anda mempunyai pelbagai isu yang dapat diselesaikan, malah perkara yang tidak anda ketahui sebagai isu.
Ia boleh menyelesaikan perkara berikut:
- Permukaan cetakan kasar
- Mengalih keluar deringan daripada cetakan (lengkung)
- Boleh menjadikan pencetak anda lebih senyap
- Menghapuskan Z-goyang dalam cetakan
- Membetulkan langkau garisan lapisan
- Hentikan pencetak anda daripada berjalan terlalu ganas atau bergoncang terlalu banyak
- Banyak isu kualiti cetakan secara umum
Terdapat terdapat ramai orang yang pergi dan melaraskan tetapan pecutan dan jerk mereka dan mendapat beberapa kualiti cetakan terbaik yang pernah mereka miliki. Kadangkala anda tidak menyedari betapa baiknya kualiti cetakan anda sehingga anda benar-benar memperolehnya buat kali pertama.
Saya pasti mengesyorkan mencuba penyelesaian ini dan melihat sama ada ia berfungsi untuk anda. Perkara paling teruk yang boleh berlaku ialah ia tidak berfungsi dan anda hanya menukar tetapan anda semula, tetapi dengan beberapa percubaan dan ralat anda sepatutnya dapat mengurangkan isu dan meningkatkan kualiti cetakan.
Video di bawah oleh The 3D Print General masuk ke dalam kesan Jerk & Tetapan pecutan ada pada kualiti cetakan.
Bagaimana Saya Mendapatkan Pecutan Sempurna & Tetapan Jerk?
Terdapat konfigurasi tertentu yang dicuba dan diuji dalam dunia percetakan 3D. Ini bagus kerana ini bermakna anda perlu melakukan sedikit ujian untuk mendapatkan tetapan terbaiksendiri.
Anda boleh menggunakan tetapan ini sebagai garis dasar, asingkan sama ada pecutan atau jerk, kemudian naikkan atau kurangkan sedikit demi sedikit sehingga anda mendapat kualiti yang anda inginkan.
Sekarang untuk tetapan.
Untuk tetapan Jerk anda, anda harus mencuba 7mm/s dan lihat bagaimana ia berlaku.
Jerk X & Y sepatutnya berada pada 7. Pecutan untuk X, Y, Z hendaklah ditetapkan kepada 700.
Anda boleh pergi terus ke menu anda pada pencetak anda, pilih tetapan kawalan, kemudian 'gerakan' anda akan melihat pecutan anda dan tetapan jerk.
- Vx – 7
- Vy – 7
- Vz – boleh dibiarkan sahaja
- Amax X – 700
- Amax Y – 700
- Amax Z – boleh dibiarkan sahaja
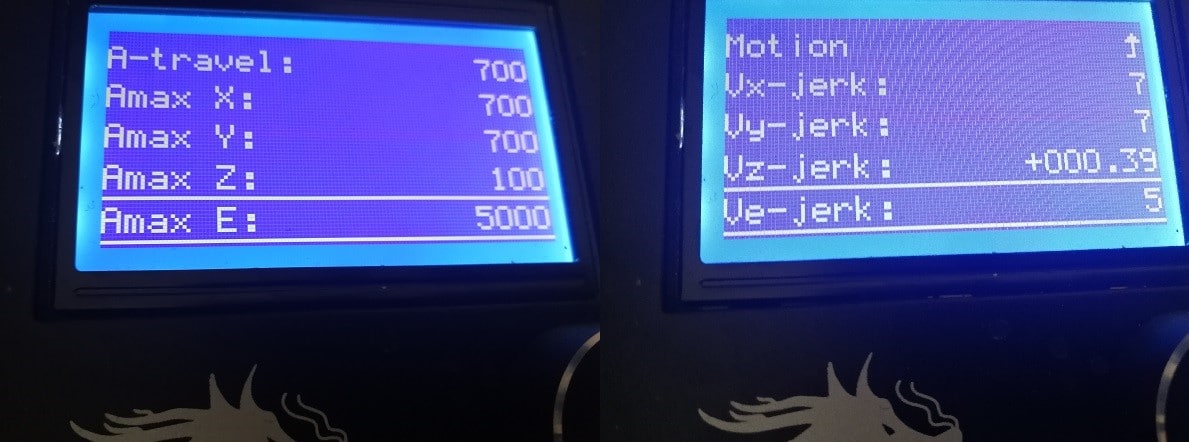 Pecutan & Tetapan Jerk pada Kotak Kawalan Ender 3
Pecutan & Tetapan Jerk pada Kotak Kawalan Ender 3Jika anda lebih suka melakukannya dalam penghiris anda, Cura membenarkan anda menukar nilai ini tanpa pergi ke perisian tegar atau skrin kawalan anda.
Anda hanya perlu pergi ke Tetapan Cura dan klik tetapan lanjutan, atau tetapan tersuai untuk melihat nilai jerk dan pecutan Cura anda. Ia serupa dalam PrusaSlicer, tetapi tetapan berada dalam tab "Tetapan Pencetak".
Biasanya anda mahu melakukan ini satu demi satu. Adalah baik untuk memulakan dengan tetapan jerk.
Jika merendahkan jerk anda menjadikan perkara terlalu perlahan, anda boleh meningkatkan kelajuan cetakan anda sedikit untuk mengimbangi. Jika hanya merendahkan jerk tidak menyelesaikan masalah anda, maka turunkan pecutan dan lihat perbezaannya.
Sesetengah orang meninggalkan Jerktetapan pada 0 & mempunyai pecutan 500 untuk mendapatkan cetakan yang baik. Ia benar-benar bergantung pada pencetak anda dan sejauh mana ia ditala dan diselenggara dengan baik.
Kaedah Carian Perduaan untuk Mendapat Kesan Baik & Pecutan
Algoritma carian binari biasanya digunakan oleh komputer untuk mencari program dan ia boleh digunakan dalam banyak aplikasi seperti ini di sini. Apakah yang dilakukan ia memberikan kaedah penentukuran yang boleh dipercayai dengan menggunakan julat dan purata.
Cara menggunakan kaedah binari:
- Tetapkan nilai yang terlalu rendah (L) dan nilai yang terlalu rendah terlalu tinggi (H)
- Lakukan nilai tengah (M) julat ini: (L+H) / 2
- Cuba cetak pada nilai M anda dan lihat hasilnya
- Jika M terlalu tinggi, gunakan M sebagai nilai H baharu anda dan sebaliknya jika terlalu rendah
- Ulangi ini sehingga anda mendapat hasil yang anda inginkan
Ia boleh mengambil sedikit masa tetapi sebaik sahaja anda menemui tetapan yang paling sesuai untuk pencetak anda, ia boleh membuat dunia perubahan. Anda akan dapat berbangga dengan cetakan anda dan tidak mempunyai garisan dan artifak pelik, beralun dan artifak yang mengganggu kualiti cetakan anda.
Adalah idea yang baik untuk menyimpannya sebagai profil lalai dalam perisian penghirisan anda. Jadi, apabila anda datang untuk menghiris cetakan anda yang seterusnya, ia akan dimasukkan secara automatik ke dalam tetapan.
Saya menasihatkan anda untuk menulis tetapan sebelum anda menukarnya supaya anda sentiasa boleh menukarnya semula kes ia tidak berfungsi. Jika anda terlupa ia bukan masalah besar keranaharus ada tetapan lalai untuk membuatnya kembali ke tetapan asal.
Jerk & Tetapan pecutan berbeza dari pencetak ke pencetak kerana ia mempunyai reka bentuk, berat dan sebagainya yang berbeza. Sebagai contoh, Wiki Pencetak 3D berkata untuk menetapkan Jerk kepada 8 dan Acceleration kepada 800 untuk Wanhao Duplicator i3.
Setelah anda menala tetapan anda, gunakan Ujian Ghosting ini untuk menganalisis tahap ghosting dan sama ada ia lebih baik atau lebih teruk.
Anda ingin mencari bayangan tepi tajam (pada huruf, lesung pipit dan bucu).
Jika anda mempunyai getaran pada paksi Y anda, ia akan dilihat pada sisi X kubus itu. Jika anda mempunyai getaran pada paksi X anda, ia akan dilihat pada bahagian Y kubus.
Uji dan laraskan perlahan-lahan untuk mendapatkan tetapan yang betul.
Menggunakan Pengimpal Arka untuk Memperbaik Lengkung Pencetakan 3D
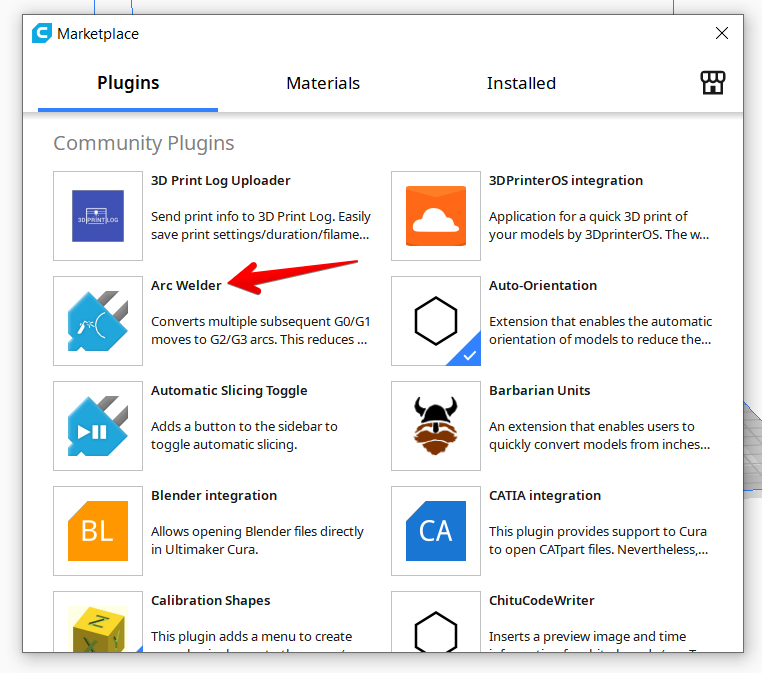
Terdapat Pemalam Cura Marketplace yang dipanggil Arc Welder yang boleh anda gunakan untuk meningkatkan kualiti cetakan apabila ia berkaitan dengan lengkung dan lengkok pencetakan 3D secara khusus. Sesetengah cetakan 3D akan mempunyai lengkung padanya, yang apabila dihiris, diterjemahkan ke dalam satu siri perintah G-Code.
Pergerakan pencetak 3D terutamanya terdiri daripada G0 & Pergerakan G1 yang merupakan satu siri garisan, tetapi Arc Welder memperkenalkan G2 & Pergerakan G3 yang merupakan lengkung dan lengkok sebenar.
Bukan sahaja ia memberi manfaat kepada kualiti cetakan, tetapi membantu mengurangkan ketidaksempurnaan cetakan seperti Ghosting/Ringing dalam 3D andamodel.
Ini kelihatan apabila anda memasang pemalam dan memulakan semula Cura. Hanya cari tetapan dalam Mod Khas atau dengan mencari "Pengimpal Arka" dan tandai kotak.
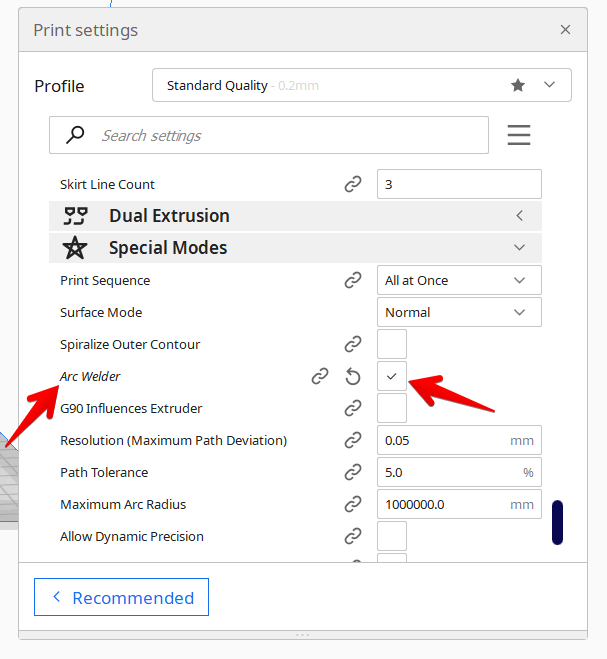
Ia memaparkan beberapa tetapan lain yang boleh anda laraskan jika perlu, berdasarkan terutamanya pada meningkatkan kualiti atau tetapan perisian tegar, tetapi lalai seharusnya berfungsi dengan baik.
Tonton video di bawah untuk mendapatkan butiran lanjut.
Jika anda menyukai cetakan 3D berkualiti hebat, anda pasti menyukai AMX3d Kit Alat Pencetak 3D Gred Pro dari Amazon. Ia adalah set ruji alatan pencetakan 3D yang memberikan anda semua yang anda perlukan untuk mengalih keluar, membersihkan & menyelesaikan cetakan 3D anda.
Ia memberi anda keupayaan untuk:
- Membersihkan cetakan 3D anda dengan mudah – kit 25 keping dengan 13 bilah pisau dan 3 pemegang, pinset panjang, hidung jarum playar, dan melekat gam.
- Cuma keluarkan cetakan 3D – hentikan merosakkan cetakan 3D anda dengan menggunakan salah satu daripada 3 alat penyingkiran khusus.
- Selesaikan cetakan 3D anda dengan sempurna – 3 keping, 6 -Kombo bilah pengikis/pitik/pisau ketepatan alat boleh masuk ke celah-celah kecil untuk mendapatkan kemasan yang hebat.
- Jadilah profesional percetakan 3D!
