
Sisällysluettelo
Olet kokeillut lukemattomia ratkaisuja huonolaatuisiin tulosteisiisi, mutta mikään ei tunnu toimivan. Olet nyt törmännyt näihin maagisiin asetuksiin, joita kutsutaan nykäykseksi ja kiihdytykseksi, ja luulet, että ne saattavat auttaa. Tämä on ehdottomasti mahdollista, ja se on auttanut monia ihmisiä saamaan laadukkaita tulosteita.
Miten saan täydelliset nykäys- ja kiihtyvyysasetukset? Kokeilujen ja erehdysten perusteella on todettu, että x- ja y-akselin nykäysasetus 7 ja kiihtyvyys 700 toimii hyvin useimmissa 3D-tulostimissa tulostusongelmien ratkaisemiseksi. Tämä on hyvä lähtökohta, mutta asetusten saaminen täydellisiksi voi vaatia hieman säätämistä 3D-tulostimessasi.
Tässä on lyhyt vastaus nykäys- ja kiihdytysasetuksiin, jonka pitäisi auttaa sinua valmistautumaan. On hyvä jatkaa lukemista, jotta saat lisätietoja näistä asetuksista, kuten mitä ne oikeastaan muuttavat, mitä ongelmia ne ratkaisevat ja paljon muuta.
Jos etsit parhaita nykäys- ja kiihdytysasetuksia Ender 3 V2:lle tai vastaavalle 3D-tulostimelle, tämän pitäisi olla hyvä lähtökohta.
Kirjoitin artikkelin 8 tapaa nopeuttaa 3D-tulostusta laadun kärsimättä, josta voi olla hyötyä 3D-tulostuksen matkallasi.
Jos olet kiinnostunut näkemään joitakin parhaita työkaluja ja tarvikkeita 3D-tulostimiin, löydät ne helposti klikkaamalla tästä (Amazon).
Mikä on kiihdytysasetus?
Kiihdytys-asetuksella mitataan, kuinka nopeasti tulostuspää kiihtyy, ja sitä rajoittaa viipalointiasetuksissa määritetty 3D-tulostimen nopeus.
Mitä korkeampi asetus on, sitä nopeammin tulostuspää saavuttaa maksiminopeutensa, ja mitä pienempi asetus on, sitä hitaammin tulostuspää saavuttaa maksiminopeutensa.
Usein 3D-tulostuksessa ei saavuteta huippunopeutta, erityisesti pienempien esineiden kohdalla, koska kiihtyvyyden hyödyntämiseksi ei ole paljon matkaa.
Se on hyvin samankaltainen kuin auton kiihtyvyys: jos autolla voi ajaa enintään 100 km/h, mutta matkalla on paljon mutkia, on vaikea päästä maksiminopeuteen.
Curan viipalointiohjelmassa todetaan, että "Acceleration Control" -toiminnon ottaminen käyttöön voi lyhentää tulostusaikaa tulostuslaadun kustannuksella. Toivottavasti voimme toisaalta parantaa kiihdytystä tulostuslaadun parantamisen kustannuksella.
Viipalointilaitteellasi ei oikeastaan ole paljon tekemistä kiihdytyksen kanssa, sillä se lähettää G-koodia, joka kertoo, mihin tulostuspään pitäisi mennä ja millä nopeudella. Laiteohjelmisto asettaa nopeusrajat ja päättää, kuinka nopeasti kiihdytetään tiettyyn nopeuteen.
Tulostimen jokaisella akselilla voi olla erilaiset nopeus-, kiihdytys- ja nykäysasetukset. X- ja Y-akselin asetukset ovat yleensä samat; muuten tulosteissa voi olla erilaisia ominaisuuksia, jotka riippuvat kappaleen suuntauksesta.
Kiihtyvyyden asettamiselle on rajansa, etenkin kun tulostetaan yli 45 asteen kulmissa.
Erilaisten 3D-tulostukseen liittyvien ongelmien kanssa kamppaileville ihmisille on ehkä haluttu enemmän opastusta ihanteellisten 3D-tulostustulosten saamiseksi. Loin kurssin nimeltä Filamenttitulostus 101: Aloittelijan opas filamenttitulostukseen, jossa käydään läpi joitakin parhaita 3D-tulostuskäytäntöjä jo varhaisessa vaiheessa, jotta voit välttää aloittelijan virheet.
Mikä on Jerk-asetus?
Se on melko monimutkainen termi, ja sillä on erilaisia kuvauksia sen mukaan, mitä laiteohjelmistoa käytät. Se on periaatteessa likiarvo, joka määrittää kiihdytystä vaativan pienimmän nopeudenmuutoksen.
Jerk-asetus mittaa nopeutta, jolla tulostuspää liikkuu paikaltaan. Mitä suurempi asetus, sitä nopeammin se liikkuu pois vakaasta asennosta, mitä pienempi asetus, sitä hitaammin se liikkuu pois vakaasta asennosta.
Sitä voidaan kutsua myös pienimmäksi nopeudeksi, jolla tulostuspää hidastaa ennen kuin se aloittaa nopeuden toiseen suuntaan. Ajattele sitä kuin autoa, joka ajaa suoraan ja hidastaa sitten vauhtia ennen kääntymistä.
Jos Jerk on suuri, tulostuspää ei hidastu niin paljon ennen suunnanmuutosta.
Kun tulostuspään käsketään muuttaa nopeutta ja suuntaa G-koodissa, jos nopeuslaskelmien ero on pienempi kuin määritetty Jerk-arvo, sen pitäisi tapahtua "välittömästi".
Korkeammat Jerk-arvot antavat sinulle:
- Pienemmät tulostusajat
- Vähemmän tahroja tulosteissa
- Nopeiden suunnanmuutosten aiheuttama lisääntynyt tärinä
- Sujuvampi toiminta kulmissa ja ympyröissä
Alemmat Jerk-arvot antavat sinulle:
- Vähemmän mekaanista rasitusta tulostimelle
- Sujuvammat liikkeet
- Parempi tarttuvuus filamentille suunnanmuutoksissa
- Vähemmän melua tulostimesta
- Vähemmän hukattuja vaiheita kuin suuremmilla arvoilla voi olla.
Akeric havaitsi, että nykäysarvo 10 antoi 60 mm/s nopeudella saman tulostusajan kuin nykäysarvo 40. Vasta kun hän lisäsi tulostusnopeutta 60 mm/s:n jälkeen noin 90 mm/s:iin, nykäysarvo antoi todellisia eroja tulostusajoissa.
Jerk-asetusten korkeat arvot tarkoittavat periaatteessa sitä, että nopeuden muutos kumpaankin suuntaan on liian nopea, mikä yleensä aiheuttaa ylimääräistä tärinää.
Tulostin painaa sekä itse tulostimen että sen liikkuvien osien painoa, joten painon ja nopean liikkeen yhdistelmä ei vaikuta tulostuslaatuun kovinkaan hyvin.
Näiden värähtelyjen aiheuttamia negatiivisia tulostuslaatuvaikutuksia kutsutaan haamukuvioiksi tai kaikuiksi. Olen kirjoittanut nopean artikkelin How to Solve Ghosting & How to Fix Banding/Ribbing, jossa käsitellään samankaltaisia kohtia.
Mitkä ongelmat eivät Jerk & Kiihdytysasetukset ratkaisevat?
Kiihtyvyys- ja nykäysasetusten säätäminen ratkaisee monia asioita, jopa sellaisia, joita et tiennyt ongelmaksi.
Se voi ratkaista seuraavat ongelmat:
- Karkea tulostuspinta
- Soinnin poistaminen tulosteista (käyrät)
- Voi tehdä tulostimesta paljon hiljaisemman
- Poistaa tulosteiden Z-heilahtelun
- Kerrosviivan ohitusten korjaaminen
- Estää tulostimen liian voimakkaan toiminnan tai liian voimakkaan tärinän.
- Monet tulostuslaatuongelmat yleensä
On paljon ihmisiä, jotka menivät ja säätivät kiihdytys- ja nykäisyasetuksiaan ja saivat parhaan tulostuslaadun, joka heillä on koskaan ollut. Joskus et edes tajua, kuinka hyvä tulostuslaatu voi olla, ennen kuin saat sen todella ensimmäistä kertaa.
Suosittelen ehdottomasti kokeilemaan tätä korjausta ja katsomaan, toimiiko se sinulle. Pahinta, mitä voi tapahtua, on, että se ei toimi ja muutat asetukset takaisin, mutta pienellä kokeilemisella ja erehtymisellä pitäisi pystyä vähentämään ongelmia ja parantamaan tulostuslaatua.
Alla olevalla 3D Print Generalin videolla käsitellään Jerk & Acceleration -asetusten vaikutuksia tulostuslaatuun.
Miten saan täydellisen kiihtyvyyden ja nykäysasetukset?
3D-tulostusmaailmassa on olemassa tiettyjä kokoonpanoja, jotka on kokeiltu ja testattu. Tämä on hienoa, koska se tarkoittaa, että sinun tarvitsee tehdä vain vähän testejä saadaksesi itsellesi parhaat asetukset.
Voit käyttää näitä asetuksia lähtötasona, eristää joko kiihdytyksen tai nykäyksen ja lisätä tai vähentää niitä vähitellen, kunnes saat haluamasi laadun.
Nyt asetukset.
Jerk-asetukseksi kannattaa kokeilla 7mm/s ja katsoa, miten se sujuu.
Jerk X & Y:n pitäisi olla 7. X:n, Y:n ja Z:n kiihtyvyyden pitäisi olla 700.
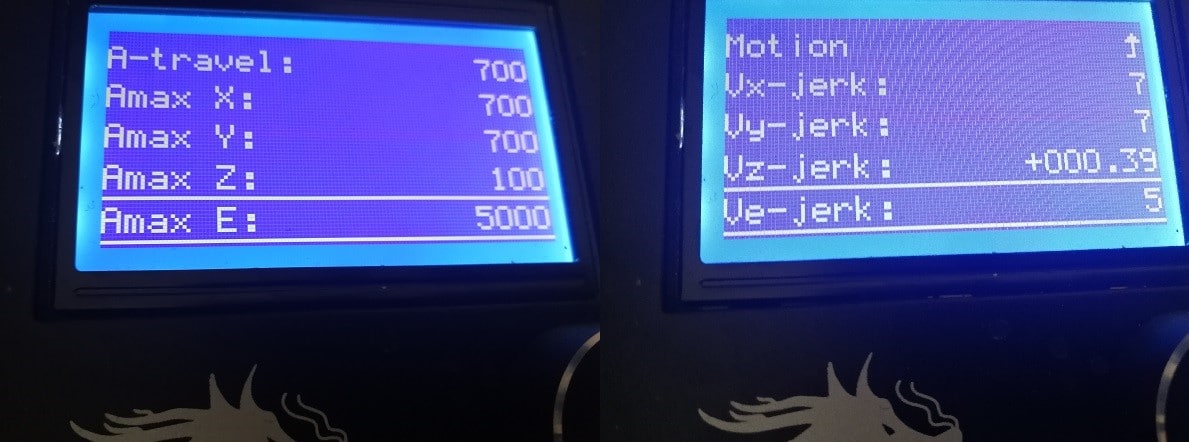
Voit mennä suoraan tulostimen valikkoon, valita ohjausasetukset ja sitten "liike", jolloin kiihdytys- ja nykäysasetukset näkyvät.
Katso myös: Parhaat 3D-tulostuksen miniatyyriasetukset laatua varten - Cura &; Ender 3- Vx - 7
- Vy - 7
- Vz - voidaan jättää rauhaan
- Amax X - 700
- Amax Y - 700
- Amax Z - voidaan jättää yksin
 Kiihtyvyys & Jerk-asetukset Ender 3 -ohjauslaatikossa
Kiihtyvyys & Jerk-asetukset Ender 3 -ohjauslaatikossa Jos haluat tehdä sen mieluummin viipalointilaitteessa, voit muuttaa näitä arvoja Curan avulla menemättä laiteohjelmistoon tai ohjausnäyttöön.
Sinun on vain mentävä Curan asetuksiin ja napsautettava lisäasetuksia tai mukautettuja asetuksia nähdäksesi Curan nykäys- ja kiihdytysarvot. Se on samanlainen PrusaSlicerissä, mutta asetukset ovat "Tulostimen asetukset" -välilehdellä.
Katso myös: 4 tapaa miten korjata Cura ei leikkaa malliaYleensä tämä kannattaa tehdä yksi kerrallaan. On hyvä aloittaa nykäysasetuksella.
Jos nykäyksen alentaminen tekee toiminnasta liian hidasta, voit lisätä tulostusnopeutta jonkin verran kompensoidaksesi sitä. Jos nykäyksen alentaminen ei korjaa ongelmaa, alenna kiihdytystä ja katso, mitä eroa sillä on.
Jotkut ihmiset jättävät nykäysasetukset 0 & kiihtyvyys on 500 saadakseen hyviä tulosteita. Se riippuu tulostimestasi ja siitä, kuinka hyvin se on viritetty ja huollettu.
Binäärihakumenetelmä hyvän nykäyksen & kiihdytyksen saamiseksi.
Binäärihakualgoritmia käytetään yleisesti tietokoneissa ohjelmien etsimiseen, ja sitä voidaan käyttää monissa sovelluksissa, kuten tässä. Se antaa luotettavan kalibrointimenetelmän käyttämällä vaihteluvälejä ja keskiarvoja.
Miten binäärimenetelmää käytetään:
- Määritä liian alhainen arvo (L) ja liian korkea arvo (H).
- Laske tämän alueen keskiarvo (M): (L+H) / 2.
- Kokeile tulostamista M-arvolla ja katso tulokset.
- Jos M on liian korkea, käytä M:ää uutena H-arvona ja päinvastoin, jos se on liian matala.
- Toista tätä, kunnes saat haluamasi tuloksen.
Se voi viedä jonkin aikaa, mutta kun löydät tulostimellesi parhaiten sopivat asetukset, se voi muuttaa tulostuslaatua huomattavasti. Voit olla ylpeä tulosteistasi, eikä tulostuslaatua vaivaa enää outoja, aaltoilevia viivoja ja artefakteja.
Ne kannattaa tallentaa oletusprofiiliksi viipalointiohjelmistoon, jolloin se tulee automaattisesti asetuksiin, kun seuraavan kerran viipaloit seuraavaa tulostusta.
Suosittelen, että kirjoitat muistiin, mitkä asetukset olivat ennen kuin muutat niitä, jotta voit aina muuttaa ne takaisin, jos se ei toimi. Jos unohdit sen, se ei ole iso juttu, koska pitäisi olla oletusasetus, jolla voit palauttaa alkuperäiset asetukset.
Jerk & Acceleration -asetukset vaihtelevat tulostimesta toiseen, koska niissä on erilaiset mallit, painot ja niin edelleen. Esimerkiksi 3D Printer Wikissä sanotaan, että Wanhao Duplicator i3:n Jerk on asetettava arvoon 8 ja Acceleration arvoon 800.
Kun olet virittänyt asetukset, voit analysoida haamukuvan tasoa ja sitä, onko se parempi vai huonompi, tämän haamukuvatestin avulla.
Tarkkaile terävien reunojen (kirjainten, kuoppien ja kulmien) haamukuvioita.
Jos sinulla on värähtelyjä Y-akselillasi, se näkyy kuution X-puolella. Jos sinulla on värähtelyjä X-akselillasi, se näkyy kuution Y-puolella.
Testaa ja säädä hitaasti, jotta saat asetukset juuri oikeiksi.
Kaarihitsaajan käyttö 3D-tulostuksen käyrän parantamiseksi
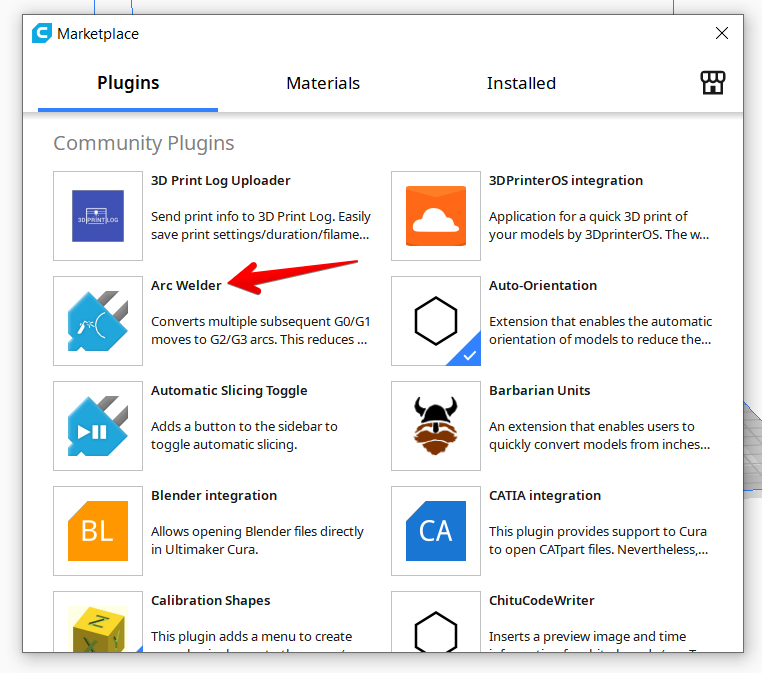
On olemassa Cura Marketplace -liitännäinen nimeltä Arc Welder, jota voit käyttää tulostuslaadun parantamiseen erityisesti 3D-tulostuksen käyrissä ja kaarissa. Joissakin 3D-tulosteissa on käyrät, jotka viipaloituna muuttuvat sarjaksi G-koodin komentoja.
3D-tulostimen liikkeet koostuvat pääasiassa G0- ja G1-liikkeistä, jotka ovat sarja viivoja, mutta Arc Welder esittelee G2- ja G3-liikkeet, jotka ovat todellisia käyriä ja kaaria.
Se ei ainoastaan paranna tulostuslaatua, vaan auttaa myös vähentämään 3D-mallien tulostuspuutteita, kuten Ghosting/Ringingiä.
Tältä se näyttää, kun asennat laajennuksen ja käynnistät Curan uudelleen. Etsi asetus yksinkertaisesti kohdasta Special Modes tai etsimällä "Arc Welder" ja ruksaa ruutu.
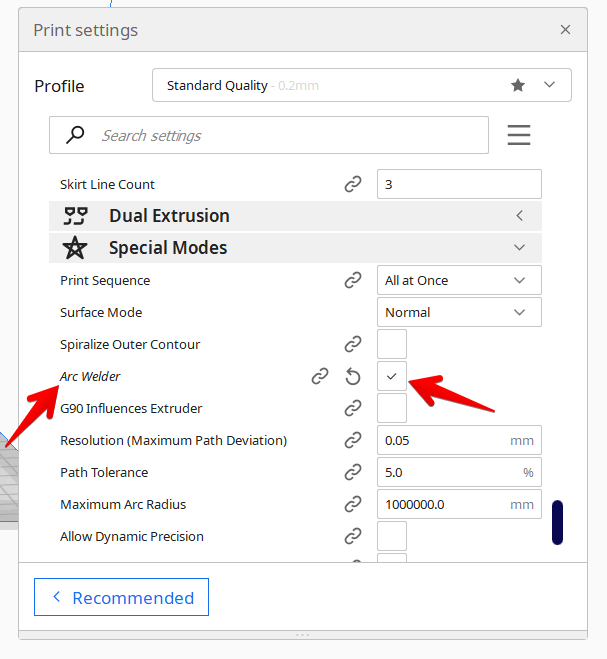
Se tuo esiin muutamia muita asetuksia, joita voit tarvittaessa säätää lähinnä laadun tai laiteohjelmiston asetusten parantamisen perusteella, mutta oletusasetusten pitäisi toimia hyvin.
Katso lisätietoja alla olevalta videolta.
Jos rakastat laadukkaita 3D-tulosteita, rakastat AMX3d Pro Grade 3D Printer Tool Kit -työkalupakettia Amazonista. Se on niitti 3D-tulostustyökaluja, jotka antavat sinulle kaiken, mitä tarvitset 3D-tulosteiden poistamiseen, puhdistamiseen ja viimeistelyyn.
Se antaa sinulle mahdollisuuden:
- Puhdista 3D-tulosteet helposti - 25-osainen sarja, jossa on 13 veitsenterää ja 3 kahvaa, pitkät pinsetit, neulapihdit ja liimapuikko.
- Poista 3D-tulosteet yksinkertaisesti - lopeta 3D-tulosteiden vahingoittaminen käyttämällä yhtä kolmesta erikoistuneesta poistotyökalusta.
- Viimeistele 3D-tulostuksesi täydellisesti - 3-osainen, 6-osainen tarkkuuskaapimen/piikin/veitsen terän yhdistelmä pääsee pieniin rakoihin ja saa aikaan upean viimeistelyn.
- Ryhdy 3D-tulostuksen ammattilaiseksi!
