
Enhavtabelo
Vi provis sennombrajn solvojn por viaj malbonaj kvalitaj presaĵoj sed nenio ŝajnas funkcii. Vi nun trovis ĉi tiujn magiajn agordojn nomitajn la skuado kaj akcelo kaj pensas, ke ĝi povus nur helpi. Ĉi tio sendube estas ebleco kaj ĝi helpis multajn homojn akiri altkvalitajn presaĵojn.
Kiel mi ricevas la perfektan ŝercon & akcelaj agordoj? Surbaze de provo kaj eraro oni trovis, ke ŝerca agordo de 7 por la x kaj y-akso kaj akcelo de 700 funkcias tre bone por la plej multaj 3D-presiloj por solvi presajn problemojn. Ĉi tio estas bona bazlinio por komenci, sed povus bezoni iom da tajlado sur via 3D-presilo por ke la agordoj estu perfektaj.
Ĉi tiu estas la mallonga respondo por viaj skuaj kaj akcelaj agordoj, kiu devus prepari vin. Estas bona ideo daŭrigi legi por lerni kelkajn ŝlosilajn informojn pri ĉi tiuj agordoj kiel ekzemple kion ili efektive ŝanĝas, kiajn problemojn ili solvas kaj pli.
Ĉu vi serĉas la plej bonajn agordojn de skuado kaj akcelado por Ender 3. V2 aŭ simila 3D-presilo, ĉi tio devus esti bona deirpunkto.
Mi skribis artikolon pri 8 Manieroj Akceli Viajn 3D-Presaĵojn Sen Perdi Kvaliton kiun vi povas trovi utila por via 3D-presa vojaĝo.
Se vi interesiĝas pri vidi iujn el la plej bonaj iloj kaj akcesoraĵoj por viaj 3D-presiloj, vi povas trovi ilin facile alklakante ĉi tie (Amazon).
Kio estas laAgordo de Akcelo?
La agordo de Akcelo mezuras kiom rapide via presanta kapo rapidiĝas, limigita de via elektita 3D-presilo en la agordoj de via tranĉilo.
Ju pli alta estas la agordo, des pli rapide la presilo. atingi ĝian maksimuman rapidecon, ju pli malalta la agordo, des pli malrapide la presarkapo atingos sian maksimuman rapidecon.
Multfoje viaj maksimumaj rapidecoj ne estos atingitaj dum 3D-presado, precipe pli malgrandaj objektoj ĉar tie ne estas multe da distanco vojaĝita por plene utiligi la akcelon.
Ĝi estas tre simila al la akcelo de aŭto, kie se aŭtomobilo povas iri maksimume 100 km/h, sed estas multaj turniĝoj en via vojaĝo, vi malfacilas atingi la maksimuman rapidecon.
En la Cura-tranĉilo, ili asertas, ke ebligi 'Aceleration Control' povas redukti presan tempon koste de preskvalito. Kion ni espereble povas fari aliflanke estas plibonigi nian Akcelon profite de pliigo de preskvalito.
Via tranĉilo fakte ne multe rilatas al akcelo, tiom kiom elsendi G-kodon por diri. kien iri la presanto kaj je kia rapideco. Estas la firmvaro kiu fiksas limojn al rapido kaj decidas kiom rapide akceli al difinita rapido.
Ĉiu akso de via presilo povas havi malsamajn agordojn de rapido, akcelo kaj skuado. La agordoj de X kaj Y-akso estas ĝenerale la samaj; alie viaj presaĵoj povas havi malsamajn funkciojn dependajn departa orientiĝo.
Ekzistas limoj pri kiom alta vi povas agordi akcelon, precipe dum presado laŭ anguloj pli grandaj ol 45 gradoj.
Por homoj, kiuj luktas kun diversaj 3D-presaj problemoj, vi eble dezirus. pli da gvido por akiri idealajn 3D-presajn rezultojn. Mi kreis kurson disponeblan por ricevi nomatan Filament Printing 101: Beginner's Guide to Filament Printing, kiu kondukas vin tra kelkaj el la plej bonaj 3D-presaj praktikoj frue, por ke vi povu eviti tiujn komencantajn erarojn.
Kio estas la Jerk. Agordo?
Ĝi estas sufiĉe kompleksa termino kaj havas malsamajn priskribojn laŭ kia firmvaro vi uzas. Ĝi estas esence proksimuma valoro, kiu specifas la minimuman rapidecan ŝanĝon, kiu postulas akcelon.
La Jerk-agordo mezuras la rapidecon, je kiu via preskapo moviĝas de sia senmova pozicio. Ju pli alta estas la agordo, des pli rapide ĝi malproksimiĝos de stabila pozicio, des pli malalta la agordo, des pli malrapide ĝi foriros de stabila pozicio.
Ĝi povas ankaŭ esti konata kiel la minimuma rapido de via presanto. malrapidiĝos antaŭ ol komenci rapidecon en malsama direkto. Pensu pri tio kiel aŭto veturanta rekte, poste malrapidiĝanta antaŭ turniĝo.
Se Jerk estas alta, via presilo ne tiom malrapidiĝos antaŭ ol fari la direktan ŝanĝon.
Kiam la presilo estas dirita ŝanĝi rapidecon kaj direkton en la G-kodo, se la diferenco en rapidokalkuloj estas malpli ol la specifita Jerk-valoro, ĝi devus okazi 'tuj'.
Pli altaj Jerk-valoroj donas al vi:
- Reduktajn prestempojn
- Malpli da makuloj en via presas
- Plialtigitaj vibroj de rapidaj ŝanĝoj en direkto
- Pli glata operacio ĉirkaŭ anguloj kaj cirkloj
Malaltaj Jerk-valoroj donas al vi:
- Malpli mekanikaj streĉoj al via presilo
- Pli mildaj movoj
- Pli bona adhero por via filamento ĉe direktoŝanĝoj
- Malpli da bruo de via presilo
- Malpli perditaj paŝoj kiel vi povas akiri kun pli altaj valoroj
Akeric trovis ke havi Jerk-valoron de 10 donis la saman presan tempon je 60mm/s rapideco kiel Jerk-valoro de 40. Nur kiam li pliigis la presan rapidon preter 60mm/ s al ĉirkaŭ 90 mm/s la jerk-valoro donis realajn diferencojn en prestempoj.
Altaj valoroj por Jerk-agordoj esence signifas, ke la ŝanĝo de rapideco en ĉiu direkto estas tro rapida, kio kutime rezultigas kromajn vibrojn.
Estas pezo de la presilo mem, same kiel de la movaj partoj, do kombinaĵo de pezo kaj rapida movado ne tro bone iras por preskvalito.
La negativaj preskvalitaj efikoj kiujn vi efikas. Vidos kiel rezulto de ĉi tiuj vibroj estas nomitaj fantomoj aŭ eĥoj. Mi skribis rapidan artikolon pri Kiel Solvi Fantomadon & Kiel Ripari Banding/Ribbing kiu trairas similajn punktojn.
Kiuj Problemoj Jerk & AkceloAgordoj Solvas?
Alĝustigi viajn akcelajn kaj skuajn agordojn havas multajn problemojn kiujn ĝi solvas, eĉ aferojn, kiuj ne estis konataj de vi kiel problemo.
Ĝi povas solvi la jenajn:
- Malglata presa surfaco
- Forigi sonoradon de presaĵoj (kurboj)
- Povas igi vian presilon multe pli trankvila
- Forigi la Z-ŝanceliĝon en presaĵoj
- Ripari la tavollinion preterpasas
- Maldaŭrigi vian presilon tro perforte aŭ tro skuiĝi
- Multaj problemoj pri preskvalito ĝenerale
Estas estas multaj homoj, kiuj iris kaj ĝustigis siajn agordojn pri akcelado kaj skuado kaj akiris iujn el la plej bona preskvalito, kiun ili iam havis. Kelkfoje vi eĉ ne rimarkas kiom bona via preskvalito povas esti ĝis vi efektive ricevas ĝin por la unua fojo.
Mi nepre rekomendus provi ĉi tiun riparadon kaj vidi ĉu ĝi funkcias por vi. La plej malbona afero, kiu povas okazi, estas, ke ĝi ne funkcias kaj vi simple ŝanĝas viajn agordojn reen, sed per iom da provo kaj eraro vi devus povi redukti problemojn kaj pliigi presan kvaliton.
La ĉi-suba video de The 3D Print General eniras la efikojn Jerk & Akcelado agordoj havas sur presa kvalito.
Kiel Mi Akiras la Perfektan Akcelon & Jerk Settings?
Estas certaj agordoj, kiuj estas provitaj en la 3D-presa mondo. Ĉi tio estas bonega ĉar ĝi signifas, ke vi devas fari tre malmulte da provoj por akiri la plej bonajn agordojnvi mem.
Vi povas uzi ĉi tiujn agordojn kiel bazan linion, izoli aŭ akcelon aŭ ŝercon, poste pliigi aŭ malpliigi ĝin iom post iom ĝis vi ricevas vian deziratan kvaliton.
Nun por la agordojn.
Por via Jerk-agordo vi devus provi 7mm/s kaj vidi kiel ĝi funkcias.
Jerk X & Y devus esti je 7. Akcelo por X, Y, Z devus esti agordita al 700.
Vi povas iri rekte en vian menuon sur via presilo, elektu la kontrol-agordon, tiam 'movo' vi devus vidi vian akcelon. kaj jerk-agordoj.
- Vx – 7
- Vy – 7
- Vz – povas esti lasita sola
- Amax X – 700
- Amax Y – 700
- Amax Z – povas esti lasita sola
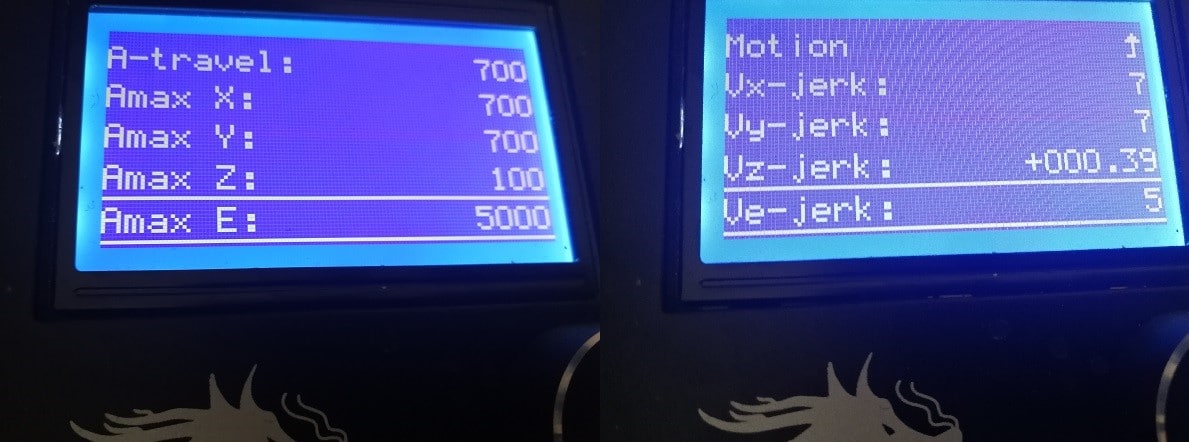 Akcelo & Jerk Settings on Ender 3 Control Box
Akcelo & Jerk Settings on Ender 3 Control BoxSe vi preferas fari ĝin en via tranĉilo, Cura permesas vin ŝanĝi ĉi tiujn valorojn sen iri en vian firmvaro aŭ kontrolan ekranon.
Vi nur devos eniri. Cura-agordoj kaj alklaku altnivelajn agordojn, aŭ kutimajn agordojn por vidi viajn Cura jerk kaj akcelajn valorojn. Ĝi similas en PrusaSlicer, sed la agordoj estas en la langeto "Presilo-Agordoj".
Kutime vi volas fari ĉi tion unuope. Estas bone komenci per la agordo de jerk.
Se malaltigi vian jerk tro malrapidigas la aferojn, vi povas iom plialtigi vian presan rapidon por kompensi. Se nur malaltigi la skuon ne riparas vian problemon, tiam malaltigu la akcelon kaj vidu kian diferencon ĝi faras.
Kelkaj homoj forlasas la Jerk.agordoj je 0 & havu akcelon de 500 por akiri bonajn presaĵojn. Ĝi vere dependas de via presilo kaj kiom bone agordita kaj prizorgata ĝi estas.
Vidu ankaŭ: 5 Plej bonaj Flush Tranĉiloj por 3D PresadoBinara Serĉa Metodo por Akiri Bonan Jerk & Akcelo
La binara serĉalgoritmo estas ofte uzata de komputiloj por serĉi programojn kaj ĝi povas esti uzata en multaj aplikoj kiel ĉi tiu ĉi tie. Kion ĝi faras ĝi donas fidindan kalibran metodon per uzado de intervaloj kaj mezumoj.
Kiel uzi la binaran metodon:
- Estigu valoron tro malalta (L) kaj unu kiu estas tro alta (H)
- Ellaboru la mezan valoron (M) de ĉi tiu gamo: (L+H) / 2
- Provu presi ĉe via M-valoro kaj vidu la rezultojn
- Se M estas tro alta, uzu M kiel vian novan H-valoron kaj inverse se tro malalta
- Ripeti ĉi tion ĝis vi ricevas vian deziratan rezulton
Tio povas preni iom da tempo sed post kiam vi trovas la agordojn kiuj plej bone funkcias por via presilo, ĝi povas fari diferencon en la mondo. Vi povos esti fiera pri viaj presaĵoj kaj ne havi strangajn, ondulajn liniojn kaj artefaktojn turmentantajn vian presan kvaliton.
Estas bona ideo konservi ilin kiel defaŭltan profilon en via tranĉaĵa programaro. Do, la venontan fojon kiam vi venos por tranĉi vian sekvan presaĵon, ĝi estos aŭtomate enigita en la agordojn.
Vidu ankaŭ: Plej bona Filamento Uzebla por 3D Presitaj LitofanojMi konsilas al vi noti, kiaj estis la agordoj antaŭ ol vi ŝanĝi ĝin, por ke vi ĉiam povu ŝanĝi ĝin reen. se ĝi ne funkcias. Se vi forgesis ĝin ne estas granda afero ĉardevus esti defaŭlta agordo por ke ĝi reiru al la originalaj agordoj.
Jerk & Akcelaj agordoj ja varias de presilo al presilo ĉar ili havas malsamajn dezajnojn, pezojn ktp. Ekzemple, 3D Printer Wiki diras agordi Jerk al 8 kaj la Akcelo al 800 por la Wanhao Duplicator i3.
Post kiam vi agordis viajn agordojn, uzu ĉi tiun Ghosting Test por analizi la nivelojn de fantomado kaj ĉu ĝi estas pli bone aŭ pli malbona.
Vi volas serĉi fantomon de akraj randoj (sur la literoj, kavetoj kaj anguloj).
Se vi havas vibrojn sur via Y-akso, ĝi estos vidita sur la X-flanko de la kubo. Se vi havas vibrojn sur via X-akso, ĝi estos vidita sur la Y-flanko de la kubo.
Malrapide provu kaj ĝustigu por ke la agordoj estu ĝuste.
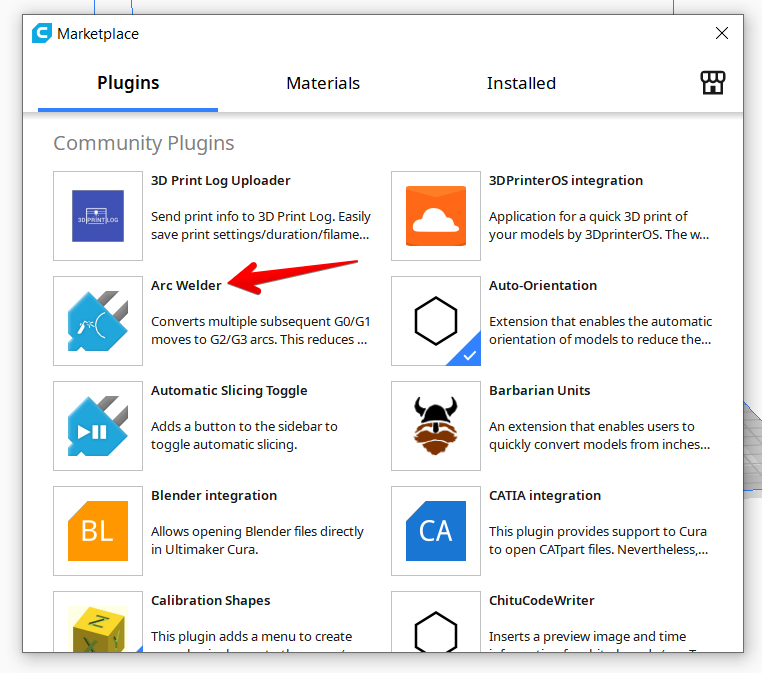
Uzante Arc Welder por Plibonigi 3D-Presaj Kurboj
Ekzistas Cura Marketplace Plugin nomita Arc Welder, kiun vi povas uzi por plibonigi presan kvaliton kiam temas specife pri 3D-presaj kurboj kaj arkoj. Kelkaj 3D presaĵoj havos kurbojn al ili, kiuj kiam tranĉaĵoj, tradukiĝas en serion de G-Kodo-komandoj.
3D-printilaj movoj konsistas ĉefe el G0 & G1-movoj kiuj estas serio de linioj, sed Arc Welder enkondukas G2 & G3-movoj kiuj estas realaj kurboj kaj arkoj.
Ne nur ĝi profitas la presan kvaliton, sed helpas redukti presajn neperfektaĵojn kiel Fantomado/Sonado en via 3D.modeloj.
Jen ĝi aspektas kiam vi instalas la kromprogramon kaj rekomencas Cura. Simple trovu la agordon en Specialaj Reĝimoj aŭ serĉante "Ark Welder" kaj marku la skatolon.
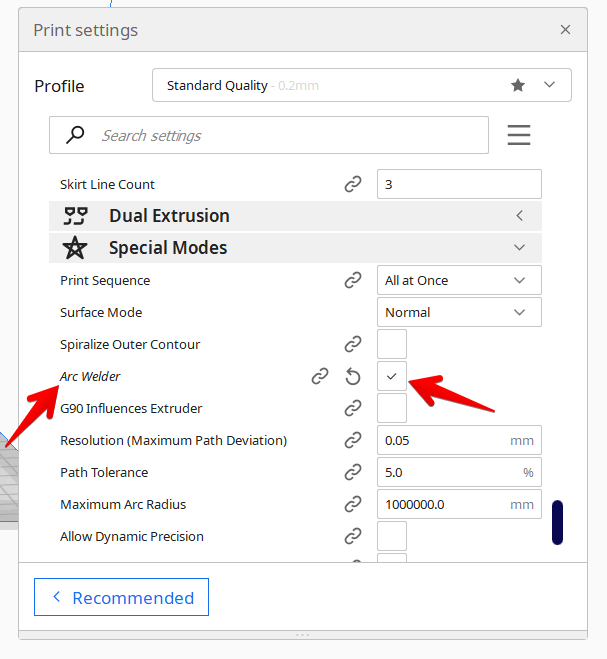
Ĝi alportas kelkajn aliajn agordojn, kiujn vi povas ĝustigi se necese, laŭbaze. ĉefe pri plibonigo de kvalito aŭ firmware-agordoj, sed defaŭltoj devus funkcii bone.
Rigardu la suban videon por pliaj detaloj.
Se vi amas bonkvalitajn 3D-presaĵojn, vi amos la AMX3d. Pro Grade 3D Printer Tool Kit de Amazon. Ĝi estas baza aro de 3D-presaj iloj, kiuj donas al vi ĉion, kion vi bezonas por forigi, purigi & fini viajn 3D-presaĵojn.
Ĝi donas al vi la kapablon:
- Facile purigi viajn 3D-presaĵojn - 25-peca ilaro kun 13 tranĉilklingoj kaj 3 teniloj, longa pinĉilo, kudrila nazo teniloj, kaj glubastonon.
- Simple forigu 3D-presaĵojn – ĉesu difekti viajn 3D-presaĵojn uzante unu el la 3 specialigitaj forigo-iloj.
- Perfekte fini viajn 3D-presaĵojn - la 3-pecoj, 6 -ilo precizeca skrapilo/pikilo/tranĉila klingo-kombinaĵo povas eniri malgrandajn fendojn por akiri bonegan finpoluron.
- Iĝu 3D-presulo profesiulo!
