
Tabla de contenido
Has probado innumerables soluciones para tus impresiones de mala calidad, pero nada parece funcionar. Ahora has tropezado con estos ajustes mágicos llamados el tirón y la aceleración y crees que podría ayudar. Esto es definitivamente una posibilidad y ha ayudado a muchas personas a obtener impresiones de alta calidad.
¿Cómo consigo los ajustes perfectos de tirón y aceleración? Basándonos en pruebas y errores, se ha descubierto que un ajuste de tirón de 7 para los ejes X e Y y una aceleración de 700 funcionan muy bien en la mayoría de las impresoras 3D para resolver los problemas de impresión. Esta es una buena base de la que partir, pero podría ser necesario realizar algunos ajustes en tu impresora 3D para conseguir los ajustes perfectos.
Es una buena idea seguir leyendo para aprender información clave sobre estos ajustes, como qué cambian realmente, qué problemas resuelven y mucho más.
Si estás buscando los mejores ajustes de tirón y aceleración para una Ender 3 V2 o una impresora 3D similar, este debería ser un buen punto de partida.
Escribí un artículo sobre 8 maneras de acelerar tus impresiones 3D sin perder calidad que puede resultarte útil para tu viaje de impresión 3D.
Si estás interesado en ver algunas de las mejores herramientas y accesorios para tus impresoras 3D, puedes encontrarlas fácilmente haciendo clic aquí (Amazon).
¿Qué es el ajuste de aceleración?
El ajuste Aceleración mide la velocidad del cabezal de impresión, limitada por la velocidad de la impresora 3D designada en la configuración del cortador.
Cuanto más alto sea el ajuste, más rápido alcanzará el cabezal de impresión su velocidad máxima; cuanto más bajo sea el ajuste, más lento alcanzará el cabezal de impresión su velocidad máxima.
Muchas veces no se alcanzan las velocidades máximas al imprimir en 3D, especialmente en objetos pequeños, porque no hay mucha distancia recorrida para aprovechar al máximo la aceleración.
Es muy parecido a la aceleración de un coche: si un coche puede ir a un máximo de 100 km/h, pero hay muchas curvas en su recorrido, le costará llegar a la velocidad máxima.
En el slicer de Cura, afirman que habilitar el 'Control de Aceleración' puede reducir el tiempo de impresión a costa de la calidad de impresión. Lo que esperamos poder hacer por otro lado es mejorar nuestra Aceleración en beneficio de aumentar la calidad de impresión.
En realidad tu slicer no tiene mucho que ver con la aceleración, en cuanto a emitir código G para decir hacia dónde debe ir el cabezal de impresión y a qué velocidad. Es el firmware el que pone límites a la velocidad y el que decide a qué velocidad acelerar a una velocidad determinada.
Cada eje de su impresora puede tener diferentes velocidades, aceleraciones y ajustes de tirones. Los ajustes de los ejes X e Y son generalmente los mismos, de lo contrario sus impresiones pueden tener diferentes características dependiendo de la orientación de la pieza.
Existen límites en cuanto a la aceleración, especialmente cuando se imprime en ángulos superiores a 45 grados.
Para las personas que luchan con diversos problemas de impresión 3D, es posible que haya querido más orientación hacia la obtención de resultados ideales de impresión 3D. He creado un curso que está disponible para obtener llamado Filament Printing 101: Beginner's Guide to Filament Printing que te lleva a través de algunas de las mejores prácticas de impresión 3D desde el principio, para que puedas evitar esos errores de principiante.
¿Qué es el ajuste Jerk?
Es un término bastante complejo y tiene diferentes descripciones en función del firmware que estés utilizando. Básicamente es un valor de aproximación que especifica el cambio de velocidad mínimo que requiere aceleración.
El ajuste Jerk mide la velocidad a la que el cabezal de impresión se mueve desde su posición estable. Cuanto más alto sea el ajuste, más rápido se moverá desde una posición estable, cuanto más bajo sea el ajuste, más lento se moverá desde una posición estable.
También se puede conocer como la velocidad mínima a la que su cabezal de impresión reducirá la velocidad antes de iniciar la velocidad en una dirección diferente. Piense en ello como si un coche condujera recto y luego redujera la velocidad antes de girar.
Si Jerk es alto, su cabezal de impresión no se ralentizará tanto antes de hacer el cambio direccional.
Cuando se indica al cabezal de impresión que cambie de velocidad y dirección en el código G, si la diferencia en los cálculos de velocidad es menor que el valor de Jerk especificado, debería ocurrir "instantáneamente".
Valores más altos de Jerk te da:
- Tiempos de impresión reducidos
- Menos manchas en sus impresiones
- Aumento de las vibraciones por cambios rápidos de dirección
- Funcionamiento más suave en esquinas y círculos
Valores más bajos de Jerk te da:
- Menos tensiones mecánicas para su impresora
- Movimientos más suaves
- Mejor adherencia del filamento en los cambios de dirección
- Menos ruido de la impresora
- Menos pasos perdidos que con valores más altos
Akeric descubrió que un valor de Jerk de 10 daba el mismo tiempo de impresión a una velocidad de 60 mm/s que un valor de Jerk de 40. Sólo cuando aumentaba la velocidad de impresión más allá de 60 mm/s hasta unos 90 mm/s, el valor de Jerk daba diferencias reales en los tiempos de impresión.
Los valores altos para los ajustes Jerk significan básicamente que el cambio de velocidad en cada dirección es demasiado rápido, lo que suele provocar vibraciones adicionales.
Tanto la impresora como las piezas móviles tienen su peso, por lo que la combinación de peso y movimiento rápido no favorece demasiado la calidad de impresión.
Los efectos negativos en la calidad de impresión que se observan como resultado de estas vibraciones se denominan "efecto fantasma" o "eco". He escrito un artículo rápido sobre Cómo solucionar el efecto fantasma y cómo arreglar las bandas y las vibraciones que trata puntos similares.
¿Qué problemas resuelven los ajustes de sacudida y aceleración?
Ajustar la configuración de aceleración y tirones tiene toda una serie de problemas que soluciona, incluso cosas que no sabías que eran un problema.
Puede resolver lo siguiente:
- Superficie de impresión rugosa
- Eliminación del timbre en las impresiones (curvas)
- Puede hacer que su impresora sea mucho más silenciosa
- Elimine la oscilación Z en las impresiones
- Fijación de los saltos de línea de capa
- Evita que tu impresora funcione con demasiada violencia o se agite demasiado
- Muchos problemas de calidad de impresión en general
Hay un montón de gente que fue y ajustó su configuración de aceleración y tirones y consiguió una de las mejores calidades de impresión que han tenido nunca. A veces ni siquiera te das cuenta de lo buena que puede ser tu calidad de impresión hasta que realmente la consigues por primera vez.
Lo peor que puede pasar es que no funcione y tengas que volver a cambiar la configuración, pero con un poco de ensayo y error deberías ser capaz de reducir los problemas y aumentar la calidad de impresión.
En el siguiente vídeo de The 3D Print General se analizan los efectos de la configuración de Jerk & Acceleration en la calidad de impresión.
¿Cómo consigo los ajustes perfectos de aceleración y sacudida?
En el mundo de la impresión 3D hay ciertas configuraciones que se han probado y comprobado, lo cual es estupendo porque significa que tienes que hacer muy pocas pruebas para conseguir la mejor configuración para ti.
Puede utilizar estos ajustes como referencia, aislar la aceleración o la sacudida y, a continuación, aumentar o disminuir poco a poco hasta obtener la calidad deseada.
Ahora los ajustes.
Para tu ajuste de Jerk deberías probar con 7mm/s y ver como va.
Jerk X & Y debe estar en 7. Aceleración para X, Y, Z debe estar en 700.
Usted puede ir directamente a su menú en la impresora, seleccione la configuración de control, a continuación, "movimiento" debe ver su aceleración y la configuración de sacudidas.
- Vx - 7
- Vy - 7
- Vz - se puede dejar solo
- Amax X - 700
- Amax Y - 700
- Amax Z - se puede dejar solo
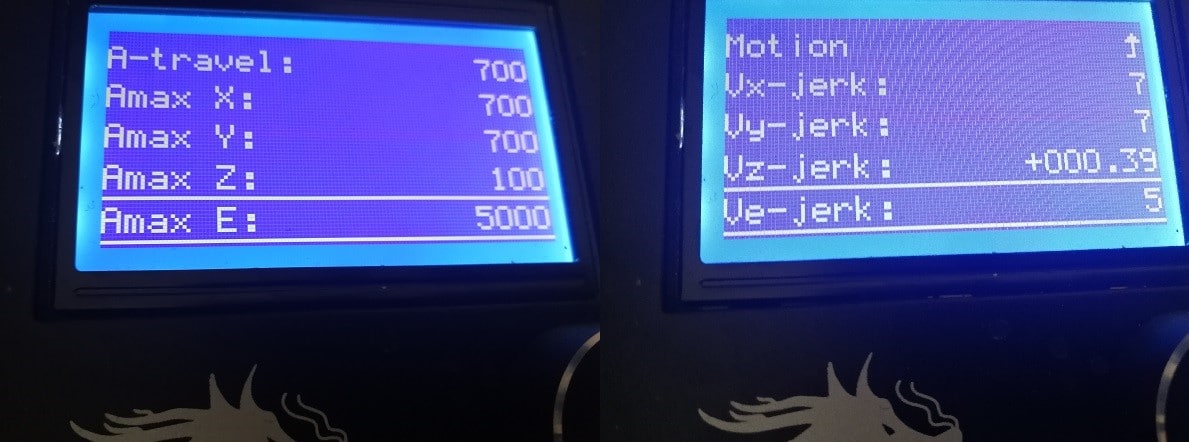 Ajustes de aceleración y sacudidas en la caja de control Ender 3
Ajustes de aceleración y sacudidas en la caja de control Ender 3 Si prefiere hacerlo en su cortadora, Cura le permite cambiar estos valores sin entrar en su firmware o pantalla de control.
Sólo tienes que ir a la configuración de Cura y hacer clic en configuración avanzada, o configuración personalizada para ver tus valores de tirón y aceleración de Cura. Es similar en PrusaSlicer, pero los ajustes están en la pestaña "Configuración de la impresora".
Por lo general, conviene hacerlo de uno en uno. Es bueno empezar con el ajuste de tirón.
Si al reducir el tirón las cosas van demasiado lentas, puedes aumentar un poco la velocidad de impresión para compensar. Si al reducir el tirón no se soluciona el problema, reduce la aceleración y comprueba la diferencia.
Algunas personas dejan los ajustes de Jerk en 0 & tienen una aceleración de 500 para obtener buenas impresiones. Realmente depende de su impresora y de lo bien afinada y mantenida que esté.
Método de búsqueda binaria para obtener un buen tirón y aceleración
El algoritmo de búsqueda binaria es comúnmente utilizado por los ordenadores para buscar programas y se puede utilizar en muchas aplicaciones como ésta de aquí. Lo que hace es dar un método de calibración fiable mediante el uso de rangos y promedios.
Cómo utilizar el método binario:
- Establecer un valor demasiado bajo (L) y otro demasiado alto (H)
- Calcule el valor medio (M) de este intervalo: (L+H) / 2
- Pruebe a imprimir con su valor M y vea los resultados
- Si M es demasiado alto, utilice M como nuevo valor H y viceversa si es demasiado bajo.
- Repita esta operación hasta obtener el resultado deseado
Puede llevar algún tiempo, pero una vez que encuentres los ajustes que mejor se adaptan a tu impresora, la diferencia será enorme. Podrás estar orgulloso de tus impresiones y no tendrás líneas onduladas y artefactos extraños que afecten a la calidad de impresión.
Es una buena idea guardarlos como perfil predeterminado en tu software de corte. Así, la próxima vez que vayas a cortar tu próxima impresión, se introducirá automáticamente en los ajustes.
Ver también: Cómo limpiar impresiones 3D de resina sin alcohol isopropílicoTe aconsejo que apuntes los ajustes antes de cambiarlos para que siempre puedas volver a cambiarlos en caso de que no funcionen. Si se te ha olvidado no pasa nada porque debería haber un ajuste por defecto para que vuelva a los ajustes originales.
Los ajustes de Jerk & Acceleration varían de una impresora a otra porque tienen diferentes diseños, pesos, etc. Por ejemplo, 3D Printer Wiki dice que hay que ajustar Jerk a 8 y Acceleration a 800 para la Wanhao Duplicator i3.
Una vez que hayas ajustado la configuración, utiliza esta prueba de efecto fantasma para analizar los niveles de efecto fantasma y si es mejor o peor.
Hay que fijarse en los bordes afilados (en las letras, los hoyuelos y las esquinas).
Si tienes vibraciones en el eje Y, se verá en el lado X del cubo. Si tienes vibraciones en el eje X, se verá en el lado Y del cubo.
Pruebe y ajuste lentamente hasta conseguir la configuración correcta.
Uso del soldador de arco para mejorar las curvas de impresión 3D
Hay un plugin de Cura Marketplace llamado Arc Welder que se puede utilizar para mejorar la calidad de impresión cuando se trata de curvas de impresión 3D y arcos específicamente. Algunas impresiones 3D tendrán curvas a ellos, que cuando se corta, se traduce en una serie de comandos G-Code.
Ver también: Creality Ender 3 Vs Ender 3 Pro - Diferencias & Comparación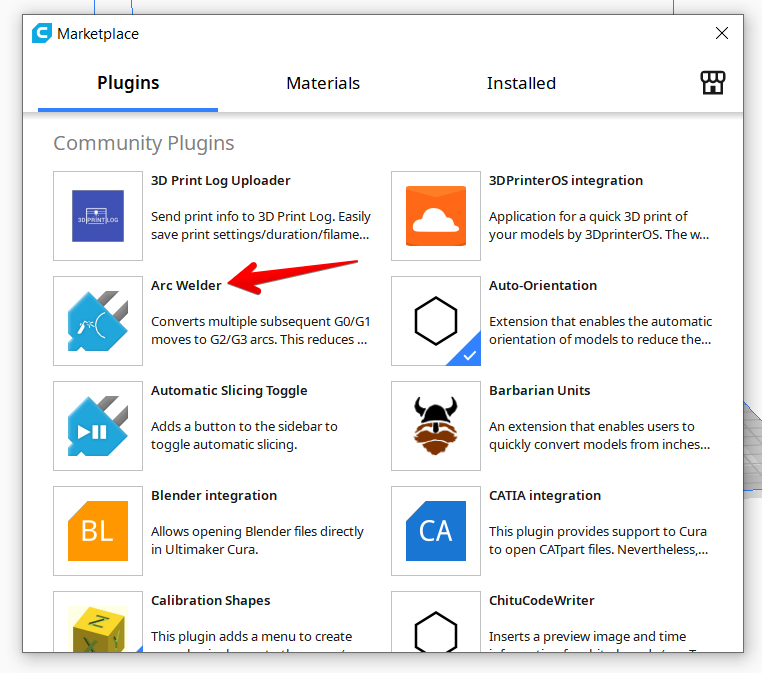
Los movimientos de la impresora 3D se componen principalmente de movimientos G0 & G1 que son una serie de líneas, pero Arc Welder introduce movimientos G2 & G3 que son curvas y arcos reales.
No sólo beneficia a la calidad de impresión, sino que ayuda a reducir imperfecciones de impresión como Ghosting/Ringing en sus modelos 3D.
Aquí se ve cuando instalas el plugin y reinicias Cura. Simplemente encuentra el ajuste en Modos Especiales o buscando "Soldador de Arco" y marca la casilla.
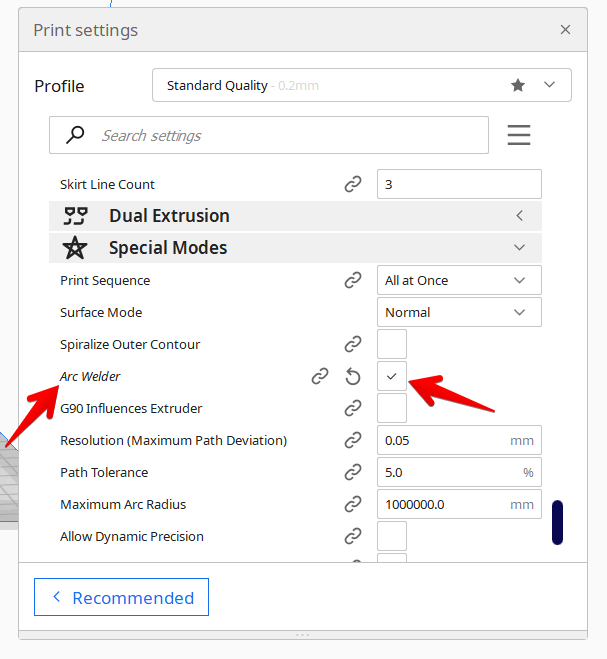
Aparecen algunos otros ajustes que puedes modificar si es necesario, principalmente para mejorar la calidad o la configuración del firmware, pero los valores predeterminados deberían funcionar bien.
Vea el vídeo a continuación para más detalles.
Si te gustan las impresiones 3D de gran calidad, te encantará el AMX3d Pro Grade 3D Printer Tool Kit de Amazon. Es un conjunto básico de herramientas de impresión 3D que te ofrece todo lo que necesitas para remover, limpiar & terminar tus impresiones 3D.
Te da la posibilidad de:
- Limpia fácilmente tus impresiones 3D: kit de 25 piezas con 13 cuchillas y 3 mangos, pinzas largas, alicates de punta y barra de pegamento.
- Elimine impresiones 3D de forma sencilla: deje de dañar sus impresiones 3D utilizando una de las 3 herramientas de eliminación especializadas.
- Acabado perfecto de sus impresiones en 3D: el combo de raspador de precisión de 3 piezas y 6 herramientas puede llegar a las pequeñas hendiduras para obtener un acabado excelente.
- Conviértase en un profesional de la impresión 3D
