
Змест
Узоры запаўнення можна лёгка не заўважыць, калі вы 3D-друкуеце, але яны моцна ўплываюць на вашу якасць. Мне заўсёды цікава, які ўзор запаўнення самы моцны, таму я пішу гэты пост, каб адказаць на яго і падзяліцца ім з іншымі аматарамі 3D-прынтара.
Такім чынам, які ўзор запаўнення самы моцны? Гэта залежыць ад прымянення вашага 3D-друку, але ў цэлым сотавы ўзор з'яўляецца наймацнейшым усебаковым узорам запаўнення. Тэхнічна кажучы, прамалінейны ўзор з'яўляецца самым моцным узорам, калі ўлічваць кірунак сілы, але слабым у процілеглым кірунку.
Не існуе універсальнага ўзору запаўнення, таму існуе у першую чаргу існуе так шмат узораў запаўнення, таму што некаторыя лепшыя за іншыя ў залежнасці ад функцыянальнасці.
Працягвайце чытаць, каб атрымаць дадатковую інфармацыю аб трываласці ўзору запаўнення і іншых важных фактарах трываласці дэталі.
Калі вы хочаце ўбачыць некаторыя з лепшых інструментаў і аксесуараў для вашых 3D-прынтараў, вы можаце лёгка знайсці іх на Amazon. Я адфільтраваў некаторыя з лепшых прадуктаў, так што ўважліва праглядзіце іх.
Які ўзор запаўнення самы моцны?
Даследаванне 2016 г. па знойдзеных што спалучэнне прамалінейнага ўзору са 100% запаўненнем паказала найвышэйшую трываласць на разрыў пры значэнні 36,4 Мпа.
Гэта было толькі для тэсту, каб вы непрафесіянал 3D-друку! хачу выкарыстоўваць 100% запаўненне, але гэта паказвае рэальную эфектыўнасць гэтага ўзору запаўнення.
Самы моцны ўзор запаўнення - гэта прамалінейны, але толькі калі ён выраўнаваны ў адпаведнасці з кірункам сілы, у яго ёсць свае слабыя бакі, таму майце гэта на ўвазе .
Калі мы гаворым пра пэўны кірунак сілы, прамалінейны малюнак запаўнення вельмі моцны ў напрамку сілы, але значна слабейшы ў напрамку сілы.
Як ні дзіўна, прамалінейны узор запаўнення аказваецца вельмі эфектыўным з пункту гледжання выкарыстання пластыка, таму ён друкуецца хутчэй, чым соты (на 30 % хутчэй) і некаторыя іншыя ўзоры.
Найлепшы ўніверсальны ўзор запаўнення павінен быць соты, інакш вядомыя як кубічныя.
Соты (кубічныя), напэўна, самы папулярны ўзор запаўнення для 3D-друку. Многія карыстальнікі 3D-прынтэраў будуць рэкамендаваць яго, таму што ён мае такія выдатныя якасці і характарыстыкі. Я выкарыстоўваю яго для многіх маіх адбіткаў, і ў мяне з ім няма ніякіх праблем.
Honeycomb мае меншую трываласць у напрамку сілы, але мае аднолькавую трываласць ва ўсіх напрамках, што робіць яго тэхнічна мацнейшым у цэлым, таму што вы можаце сцвярджаць, што вы настолькі моцны, наколькі моцнае ваша самае слабое звяно.
Сотавы ўзор запаўнення не толькі выглядае эстэтычна, ён шырока выкарыстоўваецца ў многіх сферах прымянення для павышэння трываласці. Нават кампазітныя сэндвіч-панэлі аэракасмічнага класа маюць у сваіх частках малюнак у выглядзе соттак што вы ведаеце, што ён заслужыў свае паласы.
Майце на ўвазе, што аэракасмічная прамысловасць выкарыстоўвае гэты ўзор запаўнення ў асноўным з-за вытворчага працэсу, а не трываласці. Гэта самае моцнае запаўненне, якое яны могуць выкарыстаць з улікам сваіх рэсурсаў, у адваротным выпадку яны могуць выкарыстоўваць гіраідны або кубічны ўзор.
Для некаторых матэрыялаў можа быць даволі складана выкарыстоўваць некаторыя ўзоры запаўнення, таму яны робяць лепшае з таго, што могуць зрабіць .
Honeycomb выкарыстоўвае шмат рухаў, што азначае, што ён павольней друкуецца.
Які ваш любімы ўзор запаўнення? ад 3Dprinting
Выпрабаванні былі праведзены карыстальнікам, каб убачыць уплыў узораў запаўнення на механічныя характарыстыкі, і яны выявілі, што лепш за ўсё выкарыстоўваць лінейныя або дыяганальныя ўзоры (лінейныя з нахілам на 45°).
Пры выкарыстанні меншых працэнтаў запаўнення не было асаблівай розніцы паміж лінейнымі, дыяганальнымі ці нават шасцікутнымі (сотавымі) узорамі, а паколькі соты працуюць павольней, не варта выкарыстоўваць іх пры нізкай шчыльнасці запаўнення.
Пры больш высокіх працэнтах запаўнення шасцікутнік дэманстраваў такую ж механічную трываласць, як і лінейны, у той час як дыяганальны на самай справе паказаў на 10% большую трываласць, чым лінейны.
Спіс самых моцных узораў запаўнення
У нас ёсць ўзоры запаўнення, якія вядомыя як альбо 2D, альбо 3D.
Многія людзі будуць выкарыстоўваць 2D запаўненне для звычайнага друку, некаторыя могуць быць хуткімі запаўненнямі, якія выкарыстоўваюцца для больш слабых мадэляў, але ў вас усё яшчэ ёсць моцныя 2D запаўненнітам.
У вас таксама ёсць стандартныя 3D-запаўненні, якія выкарыстоўваюцца, каб зрабіць вашыя 3D-друкі не толькі мацнейшымі, але і мацнейшымі ва ўсіх кірунках сілы.
Для іх друку спатрэбіцца больш часу, але яны робіць вялікую розніцу ў механічнай трываласці 3D-друкаваных мадэляў, выдатна падыходзіць для функцыянальнай друку.
Прыемна мець на ўвазе, што існуе мноства розных слайсераў, але незалежна ад таго, выкарыстоўваеце вы Cura, Simplify3D, Slic3r, Makerbot або Prusa будуць версіі гэтых моцных узораў запаўнення, а таксама некаторыя ўласныя ўзоры.
Самыя моцныя ўзоры запаўнення:
- Сетка – 2D запаўненне
- Трохвугольнікі – 2D-запаўненне
- Тры-шасцікутнік – 2D-запаўненне
- Кубічны – 3D-запаўненне
- Кубічны (падраздзяленне) – 3D-запаўненне і выкарыстоўвае менш матэрыялу, чым кубічны
- Актэт – 3D-запаўненне
- Чвэрць кубічных – 3D-запаўненне
- Гірэід – падвышаная трываласць пры меншай вазе
Гіроід і прамалінейны - яшчэ два выдатныя варыянты, якія вядомыя які валодае высокай трываласцю. У Gyroid могуць узнікнуць праблемы з друкам, калі шчыльнасць запаўнення нізкая, таму спатрэбіцца некалькі спроб і памылак, каб зрабіць усё правільна.
Кубічны падраздзяленне - гэта тып, які вельмі трывалы і таксама хутка друкуецца. Ён валодае дзіўнай трываласцю ў 3 вымярэннях і доўгімі прамымі траекторыямі друку, якія забяспечваюць больш хуткае нанясенне слаёў запаўнення.
У Ultimaker ёсць вельмі інфарматыўная публікацыя пра налады запаўнення, у якой даюцца падрабязныя звесткі пра шчыльнасць, узоры, таўшчыню слаёў і многае іншае.больш складаныя тэмы запаўнення.Які самы моцны працэнт запаўнення
Іншым важным фактарам для трываласці дэталяў з'яўляецца працэнт запаўнення, які надае дэталям большую структурную цэласнасць.
Калі вы падумаеце аб гэтым, звычайна больш пластыку ў сярэдзіне часткі, тым мацней яна будзе, таму што сіла павінна прарывацца праз большую масу.
Відавочны адказ тут заключаецца ў тым, што 100% запаўнення будзе самым моцным працэнтам запаўнення, але гэта яшчэ больш. Мы павінны збалансаваць час друку і матэрыял з трываласцю дэталяў.
Сярэдняя шчыльнасць запаўнення, якую выкарыстоўваюць карыстальнікі 3D-прынтараў, складае 20%, што таксама з'яўляецца стандартнай у многіх праграмах для нарэзкі.
Гэта выдатна. шчыльнасць напаўнення для дэталяў, зробленых для вонкавага выгляду і якія не нясуць нагрузку, але для функцыянальных дэталяў, якія патрабуюць трываласці, мы можам пайсці вышэй.
Прыемна ведаць, што як толькі вы дасягнеце вельмі высокага працэнта нітак, напрыклад 50 %, ён мае вялікія змяншальныя прыбыткі ад таго, наколькі больш ён умацоўвае вашы часткі.
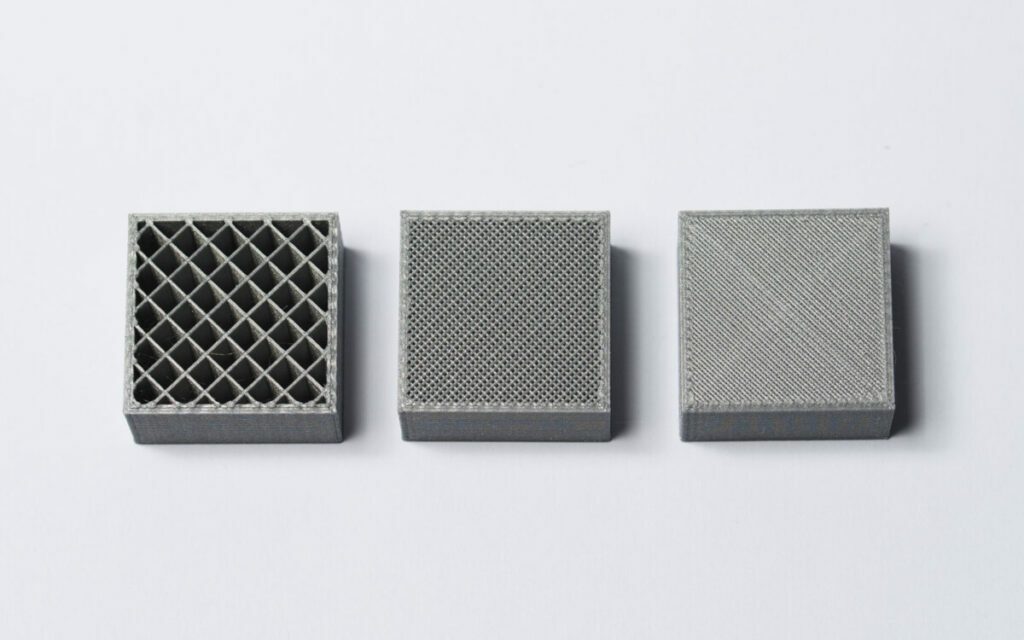 Працэнт запаўнення ў дыяпазоне ад 20% (злева), 50% (у цэнтры) і 75% (справа) Крыніца: Hubs.com
Працэнт запаўнення ў дыяпазоне ад 20% (злева), 50% (у цэнтры) і 75% (справа) Крыніца: Hubs.comПавышэнне ўзроўню вышэй за 75 % у асноўным непатрэбнае, таму майце гэта на ўвазе, перш чым марнаваць нітку. Яны таксама робяць вашыя дэталі больш цяжкімі, што можа павялічыць верагоднасць паломкі з-за фізікі і сілы, таму што маса х паскарэнне = чыстая сіла.
Якая самая хуткая схема запаўнення?
Самая хуткая запаўненне узор павінен быць лініяміузор, які вы, магчыма, бачылі на відэа і малюнках.
Гэта, верагодна, самы папулярны ўзор запаўнення, і ён выкарыстоўваецца па змаўчанні ў многіх праграмах для нарэзкі. Ён мае прыстойную трываласць і выкарыстоўвае невялікую колькасць ніткі, што робіць яго самым хуткім узорам запаўнення, за выключэннем таго, што ён наогул адсутнічае.
Якія іншыя фактары робяць 3D-друк трывалым?
Хоць вы прыйшлі сюды ў пошуках шаблонаў запаўнення для трываласці, таўшчыня сцен або колькасць сцен аказвае большы ўплыў на трываласць дэталяў, і ёсць шмат іншых фактараў. Выдатны рэсурс для надзейных 3D-друкаў - гэты пост на GitHub.
На самай справе існуе даволі круты прадукт, які можа зрабіць вашыя 3D-друкаваныя дэталі мацнейшымі, які рэалізаваны некаторымі карыстальнікамі 3D-прынтараў. Яно называецца Smooth-On XTC-3D High Performance Coating.
Яно зроблена, каб надаць 3D-адбіткам гладкую аздабленне, але яно таксама робіць 3D-дэталі крыху мацнейшымі, бо дадае пакрыццё звонку .
Якасць нітак
Не ўсе ніткі вырабляюцца аднолькава, таму пераканайцеся, што вы набываеце ніткі ад аўтарытэтнага, надзейнага брэнда для лепшай якасці. Нядаўна я апублікаваў паведамленне пра тое, як доўга служаць дэталі, надрукаваныя на 3D, у якім ёсць інфармацыя пра гэта, так што можна бясплатна праверыць.
Сумесі нітак/кампазітаў
Было распрацавана шмат нітак, якія можна вырабляць мацней, чым вы можаце скарыстацца. Замест таго, каб выкарыстоўваць звычайны PLA, вы можацевыберыце PLA plus або PLA, які змешаны з іншымі матэрыяламі, такімі як дрэва, вугляроднае валакно, медзь і многае іншае.
У мяне ёсць канчатковае кіраўніцтва па нітках, у якім падрабязна апісваецца мноства розных матэрыялаў для нітак.
Арыентацыя друку
Гэта просты, але забыты метад, які можа палепшыць вашыя адбіткі. Слабымі месцамі вашых адбіткаў заўсёды будуць лініі слаёў.
Інфармацыя з гэтага невялікага эксперыменту павінна даць вам лепшае разуменне таго, як размясціць вашыя часткі для друку. Гэта можа быць гэтак жа проста, як павярнуць дэталь на 45 градусаў, каб больш чым удвая павялічыць трываласць адбітка.
Або, калі вы не супраць празмернага выкарыстання матэрыялу і доўгага часу друку, вы не памыліцеся з «цвёрдай» канфігурацыяй шчыльнасці друку.
Існуе спецыяльны тэрмін, які называецца анізатропны, які азначае, што аб'ект мае вялікую трываласць у напрамку XY, а не ў напрамку Z. У некаторых выпадках нацяжэнне па восі Z можа быць у 4-5 разоў слабейшае, чым нацяжэнне па восі XY.
Часткі 1 і 3 былі самымі слабымі, таму што напрамак запаўнення быў паралельны краям аб'екта. Гэта азначала, што асноўная трываласць гэтай дэталі была звязана са слабой трываласцю счаплення PLA, якая ў невялікіх дэталях будзе вельмі малай.
Просты паварот вашай дэталі на 45 градусаў можа даць вашым надрукаваным дэталям падвойную колькасць сіла.
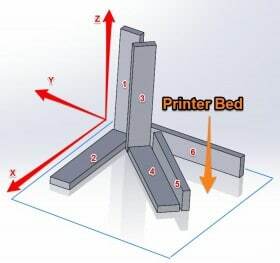 Крыніца: Sparxeng.com
Крыніца: Sparxeng.comКолькасцьАбалонкі/Перыметры
Абалонкі вызначаюцца як усе вонкавыя часткі або паблізу вонкавага боку мадэлі, якія з'яўляюцца контурамі або знешнімі перыметрамі кожнага пласта. Кажучы простымі словамі, гэта колькасць слаёў на вонкавым боку адбітка.
Абалонкі моцна ўплываюць на трываласць дэталі, калі даданне толькі адной дадатковай абалонкі можа тэхнічна даць такую ж трываласць дэталі, як і дадатковыя 15% запаўненне на 3D-друкаванай дэталі.
Глядзі_таксама: Корпусы 3D-прынтараў: тэмпература і ўзмацняльнік; Кіраўніцтва па вентыляцыіПры друку абалонкі - гэта часткі, якія друкуюцца першымі для кожнага пласта. Майце на ўвазе, што гэта, канешне, павялічыць час друку, так што ёсць кампраміс.
Таўшчыня абалонкі
Акрамя таго, як дадаваць абалонкі да вашых адбіткаў, вы можаце павялічыць таўшчыня абалонкі, каб павялічыць трываласць дэталі.
Глядзі_таксама: Як фарбаваць PLA, ABS, PETG, нейлон - лепшыя фарбы для выкарыстанняГэта часта робіцца, калі дэталі трэба адшліфаваць або апрацаваць пасля, таму што гэта зношвае дэталь. Большая таўшчыня абалонкі дазваляе вам адшліфаваць дэталь і атрымаць арыгінальны выгляд вашай мадэлі.
Таўшчыня абалонкі звычайна ацэньваецца як кратная дыяметру сопла, галоўным чынам, каб пазбегнуць недахопаў друку.
Колькасць сценак і таўшчыня сценак таксама ўваходзяць у гульню, але тэхнічна яны ўжо з'яўляюцца часткай абалонкі і з'яўляюцца яе вертыкальнымі часткамі.
Залішняя экструзія
Каля 10-20% залішняй экструзіі ў вашым налады нададуць вашым дэталям больш трываласці, але вы ўбачыце зніжэнне эстэтыкі і дакладнасці. Можа спатрэбіцца некалькі спроб і памылак, каб знайсці aхуткасць патоку, якая вас задавальняе, таму выкарыстоўвайце гэта ў сваіх інтарэсах.
Малыя пласты
My3DMatter выявіў, што меншая вышыня пласта аслабляе 3D-друкаваны аб'ект, хоць гэта не канчаткова і, верагодна, мае шмат зменныя, якія ўплываюць на гэта сцвярджэнне.
Аднак кампраміс тут заключаецца ў тым, што пераход ад сопла 0,4 мм да сопла 0,2 мм падвоіць час друку, ад чаго большасць людзей трымалася б далей.
Для сапраўды моцнай 3D-друкаванай дэталі вы павінны мець добры ўзор запаўнення і працэнт, дадаць цвёрдыя пласты для стабілізацыі структуры запаўнення, дадаць больш перыметраў да верхняга і ніжняга слаёў, а таксама вонкавага выгляду (абалонкі).
Калі вы аб'яднаеце ўсе гэтыя фактары, вы атрымаеце надзвычай трывалую і моцную дэталь.
Калі вы любіце 3D-друк высокай якасці, вам спадабаецца набор інструментаў для 3D-прынтара AMX3d Pro Grade ад Amazon. Гэта асноўны набор інструментаў для 3D-друку, які дае вам усё неабходнае для выдалення, ачысткі і ачысткі. скончыце свае 3D-адбіткі.
Гэта дае вам магчымасць:
- Лёгка чысціць вашы 3D-адбіткі – набор з 25 частак з 13 лязамі нажоў і 3 ручкамі, доўгім пінцэтам, іголкай абцугі і клей.
- Проста выдаліце 3D-адбіткі - спыніце пашкоджанне сваіх 3D-адбіткаў, выкарыстоўваючы адзін з 3 спецыялізаваных інструментаў для выдалення
- Ідэальна завяршыце свае 3D-адбіткі - 3 часткі, 6- інструмент дакладны скрабок/кірка/лязо нажа можа пранікаць у невялікія шчыліны, каб атрымаць выдатную аздабленне
- Станьце