
Indholdsfortegnelse
Udfyldningsmønstre kan nemt blive overset, når du 3D-printer, men de gør en stor forskel i kvaliteten. Jeg undrer mig altid over, hvilket udfyldningsmønster der er det stærkeste, så jeg skriver dette indlæg for at besvare det og dele det med andre 3D-printere.
Hvilket udfyldningsmønster er så det stærkeste? Det afhænger af anvendelsen af dit 3D-print, men generelt er honeycomb-mønsteret det stærkeste all-round udfyldningsmønster derude. Teknisk set er det retlinede mønster det stærkeste mønster, når der tages højde for kraftretningen, men svagt i den modsatte retning.
Der findes ikke et mønster, der passer til alle, hvilket er grunden til, at der findes så mange udfyldningsmønstre, fordi nogle er bedre end andre, afhængigt af hvad funktionaliteten er.
Læs videre for at få flere oplysninger om styrken af udfyldningsmønsteret og andre vigtige faktorer for delens styrke.
Hvis du er interesseret i at se nogle af de bedste værktøjer og tilbehør til dine 3D-printere, kan du nemt finde dem ved at kigge på Amazon. Jeg har filtreret ud efter nogle af de bedste produkter derude, så kig dem godt igennem.
Hvad er det stærkeste udfyldningsmønster?
En undersøgelse fra 2016 viste, at en kombination af et retlinet mønster med 100 % fyldning viste den højeste trækstyrke med en værdi på 36,4 Mpa.
Dette var kun en test, så du vil ikke bruge 100 % fyld, men det viser den reelle effektivitet af dette fyldmønster.
Det stærkeste udfyldningsmønster er Rectilinear, men kun når det er rettet mod kraftretningen, og det har sine svagheder, så husk på det.
Når vi taler om den specifikke kraftretning, er det retlinede udfyldningsmønster meget stærkt i kraftretningen, men meget svagere mod kraftretningen.
Overraskende nok er det retlinede udfyldningsmønster meget effektivt med hensyn til plastforbrug, så det printer hurtigere end honeycomb (30 % hurtigere) og nogle få andre mønstre derude.
Det bedste fyldningsmønster til alle formål er honeycomb-mønsteret, også kendt som cubic-mønsteret.
Se også: 6 bedste 3D-scannere til 3D-printningHoneycomb (cubic) er nok det mest populære 3D-printingfyldningsmønster derude. Mange 3D-printerbrugere anbefaler det, fordi det har så gode kvaliteter og egenskaber. Jeg bruger det til mange af mine prints, og jeg har ingen problemer med det.
Honeycomb har mindre styrke i kraftretningen, men har lige meget styrke i alle retninger, hvilket gør den teknisk set stærkere samlet set, fordi man kan hævde, at man kun er så stærk som det svageste led.
Ikke alene ser honeycomb-mønsteret æstetisk tiltalende ud, det er også meget udbredt i mange applikationer for at opnå styrke. Selv komposit-sandwichpaneler af luft- og rumfartskvalitet indeholder honeycomb-mønsteret i deres dele, så du ved, at det har fortjent sine striber.
Husk på, at luftfartsindustrien bruger dette fyldningsmønster hovedsagelig på grund af fremstillingsprocessen og ikke på grund af styrken. Det er det stærkeste fyldningsmønster, de kan bruge i betragtning af deres ressourcer, ellers ville de måske bruge et gyroid- eller kubisk mønster.
For visse materialer kan det være ret vanskeligt at bruge nogle udfyldningsmønstre, så de gør det bedste af det, de kan gøre.
Honeycomb bruger en masse bevægelse, hvilket betyder, at det er langsommere at udskrive.
Hvad er dit yndlingsudfyldningsmønster? fra 3Dprinting
En bruger foretog forsøg for at se, hvilken indflydelse fyldningsmønstre har på den mekaniske ydeevne, og de fandt, at de bedste mønstre at bruge er enten lineære eller diagonale (lineære mønstre med en hældning på 45°).
Ved brug af lavere fyldningsprocenter var der ikke meget forskel på lineære, diagonale eller endda sekskantede (honeycomb) mønstre, og da honeycomb er langsommere, er det ikke en god idé at bruge det ved lave fyldningstætheder.
Ved højere fyldningsprocenter viste hexagonal samme mekaniske styrke som lineær, mens diagonal faktisk viste 10 % mere styrke end lineær.
Liste over de stærkeste udfyldningsmønstre
Vi har udfyldningsmønstre, som er kendt som enten 2D eller 3D.
Mange mennesker bruger 2D-udfyldninger til det gennemsnitlige print, nogle kan være hurtige udfyldninger, der bruges til svagere modeller, men der findes stadig stærke 2D-udfyldninger.
Du har også dine standard 3D-udfyldninger, som bruges til at gøre dine 3D-udskrifter ikke kun stærkere, men stærkere i alle kraftretninger.
Det tager længere tid at udskrive dem, men de gør en stor forskel i den mekaniske styrke af 3D-printede modeller, hvilket er fantastisk til funktionelle prints.
Det er godt at huske på, at der findes mange forskellige slicere, men uanset om du bruger Cura, Simplify3D, Slic3r, Makerbot eller Prusa, vil der være versioner af disse stærke udfyldningsmønstre samt nogle brugerdefinerede mønstre.
De stærkeste udfyldningsmønstre er:
- Gitter - 2D-udfyldning
- Trekanter - 2D-udfyldning
- Tri-Hexagon - 2D-udfyldning
- Cubic - 3D-udfyldning
- Cubic (underinddeling) - 3D-udfyldning og bruger mindre materiale end Cubic
- Octet - 3D-udfyldning
- Quarter Cubic - 3D-udfyldning
- Gyroid - Øget styrke ved lavere vægt
Gyroid og rectilinear er to andre gode valg, som er kendt for at have høj styrke. Gyroid kan have problemer med at udskrive, når fyldningstætheden er lav, så det kræver lidt forsøg og fejl at få tingene til at fungere.
Cubic subdivision er en type, der er meget stærk og hurtig at udskrive. Den har en fantastisk styrke i 3 dimensioner og lange lige udskriftsbaner, hvilket giver den hurtigere udfyldningslag.
Ultimaker har et meget informativt indlæg om infillindstillinger, der giver detaljer om tæthed, mønstre, lagtykkelse og mange andre mere komplekse infill-emner.Hvad er den stærkeste udfyldningsprocent
En anden vigtig faktor for delens styrke er fyldprocenten, som giver delene større strukturel integritet.
Hvis du tænker over det, er det generelt sådan, at jo mere plastik der er i midten af en del, jo stærkere bliver den, fordi kraften skal bryde igennem mere masse.
Det indlysende svar her er, at 100 % fyldning vil være den stærkeste fyldningsprocent, men der er mere end det. Vi er nødt til at afbalancere tryktid og materiale med delens styrke.
Den gennemsnitlige fyldningstæthed, som brugere af 3D-printere anvender, er 20 %, hvilket også er standard i mange slicer-programmer.
Det er en god fyldningsgrad til dele, der er lavet for at se godt ud og ikke er bærende, men til funktionelle dele, der har brug for styrke, kan vi helt sikkert gå højere op.
Det er godt at vide, at når du når op på en meget høj filamentprocent som f.eks. 50 %, har det et stærkt aftagende afkast i forhold til, hvor meget mere det styrker dine dele.
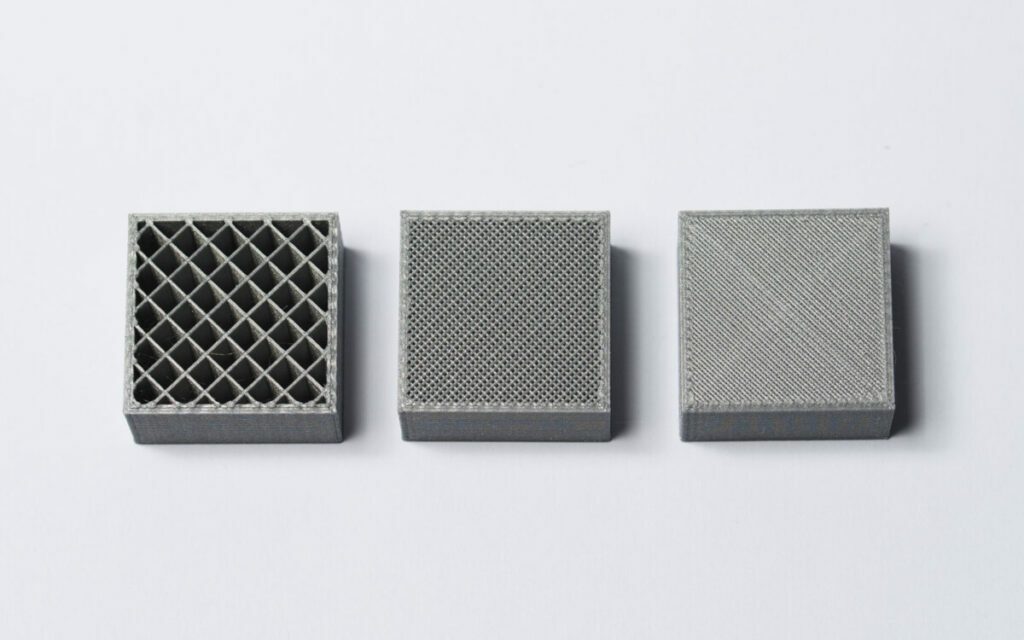 Udfyldningsprocenten varierer fra 20 % (venstre), 50 % (midten) og 75 % (højre) Kilde: Hubs.com
Udfyldningsprocenten varierer fra 20 % (venstre), 50 % (midten) og 75 % (højre) Kilde: Hubs.com Det er for det meste unødvendigt at gå over 75 %, så husk det, før du spilder dit filament. De gør også dine dele tungere, hvilket kan gøre det endnu mere sandsynligt, at de går i stykker på grund af fysik og kraft, fordi Masse x Acceleration = Nettokraft.
Hvad er det hurtigste udfyldningsmønster?
Det hurtigste udfyldningsmønster må være det linjemønster, som du måske har set i videoer og billeder.
Dette er sandsynligvis det mest populære fyldningsmønster og er standard i mange slicerprogrammer. Det har en rimelig styrke og bruger en lav mængde filament, hvilket gør det til det hurtigste fyldningsmønster, bortset fra at det ikke har noget mønster overhovedet.
Hvilke andre faktorer gør 3D-udskrifter stærke?
Selv om du kom her for at søge efter fyldningsmønstre for at opnå styrke, har vægtykkelse eller antallet af vægge en større indvirkning på delens styrke, og der er mange andre faktorer. En god ressource til stærke 3D-udskrifter er dette GitHub-indlæg.
Der findes faktisk et ret sejt produkt, der kan gøre dine 3D-printede dele stærkere, og som er blevet implementeret af nogle 3D-printerbrugere. Det hedder Smooth-On XTC-3D High Performance Coating.
Den er lavet til at give 3D-print en glat finish, men den har også den effekt, at den gør 3D-dele lidt stærkere, da den tilføjer et lag på ydersiden.
Filamentkvalitet
Ikke alle filamenter er lavet på samme måde, så sørg for at få filamenter fra et velrenommeret, pålideligt mærke for at få den bedste kvalitet. Jeg har for nylig lavet et indlæg om Hvor længe 3D-printede dele holder, som indeholder oplysninger om dette, så du kan tjekke det ud.
Filamentblanding/kompositter
Der er blevet udviklet mange filamenter, som er blevet gjort stærkere, hvilket du kan drage fordel af. I stedet for at bruge det sædvanlige PLA kan du vælge PLA plus eller PLA, som er blandet med andre materialer som træ, kulfiber, kobber og meget mere.
Jeg har en ultimativ filamentguide, som beskriver mange af de forskellige filamentmaterialer, der findes.
Orientering af udskrift
Dette er en simpel, men overset metode, der kan styrke dine prints. De svage punkter i dine prints vil altid være laglinjerne.
Oplysningerne fra dette lille eksperiment skulle give dig en bedre forståelse af, hvordan du skal placere dine dele til udskrivning. Det kan være så let som at dreje din del 45 grader for at mere end fordoble styrken af dit print.
Hvis du ikke har noget imod det store materialeforbrug og de lange udskrivningstider, kan du heller ikke gå galt i byen med konfigurationen med "solid" udskrivningstæthed.
Der findes et særligt begreb kaldet anisotropisk, som betyder, at en genstand har størstedelen af sin styrke i XY-retningen og ikke i Z-retningen. I nogle tilfælde kan spændingen i Z-aksen være 4-5 gange svagere end spændingen i XY-aksen.
Se også: Kan man 3D-printe Warhammer-modeller? Er det ulovligt eller lovligt?Del 1 og 3 var de svageste, fordi mønsterretningen af fyldningen var parallel med objektets kanter, hvilket betød, at den største styrke, som delen havde, skyldtes PLA's svage bindingsstyrke, som i små dele vil være meget lille.
Ved blot at dreje din del 45 grader kan du give dine printede dele dobbelt så meget styrke.
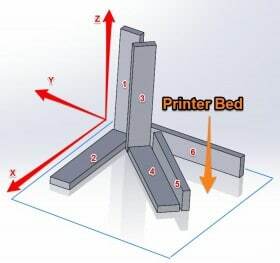 Kilde: Sparxeng.com
Kilde: Sparxeng.com Antal skaller/perimeter
Skaller defineres som alle de ydre dele eller nær ydersiden af modellen, som er konturer eller ydre perimeter af hvert lag. Forenklet sagt er de antallet af lag på ydersiden af et print.
Skaller har en massiv indvirkning på delens styrke, hvor tilføjelse af blot én ekstra skal teknisk set kan give samme delstyrke som 15 % ekstra fyldning på en 3D-printet del.
Når du udskriver, er skaller de dele, der udskrives først for hvert lag. Husk, at dette naturligvis vil øge din udskrivningstid, så der er en afvejning.
Tykkelse af skallen
Ud over at tilføje skaller til dine prints kan du øge skallens tykkelse for at øge delens styrke.
Det sker ofte, når dele skal slibes ned eller efterbehandles, fordi det slider på delen. Hvis du har mere skaltykkelse, kan du slibe delen ned og få det oprindelige udseende af din model tilbage.
Skalltykkelsen er normalt et multiplum af dysediameteren, primært for at undgå ufuldkommenheder i printet.
Antallet af vægge og vægtykkelse spiller også ind, men de er allerede teknisk set en del af skallen og er de lodrette dele af den.
Over ekstrudering
Omkring 10-20 % overekstrudering i dine indstillinger vil give dine dele mere styrke, men du vil se en reduktion i æstetik og præcision. Det kan tage lidt afprøvning og fejl at finde en flowhastighed, som du er tilfreds med, så brug det til din fordel.
Mindre lag
My3DMatter fandt ud af, at lavere laghøjde svækker et 3D-printet objekt, selv om dette ikke er afgørende og sandsynligvis har mange variabler, der påvirker denne påstand.
Kompromiset her er dog, at hvis du går fra en 0,4 mm dyse til en 0,2 mm dyse, vil det fordoble din udskrivningstid, hvilket de fleste mennesker ville undgå.
For at få en virkelig stærk 3D-printet del skal du have et godt fyldningsmønster og en god procentdel, tilføje solide lag for at stabilisere fyldningsstrukturen, tilføje flere perimeter til de øverste og nederste lag samt til det ydre (skaller).
Når du lægger alle disse faktorer sammen, får du en ekstremt holdbar og stærk del.
Hvis du elsker 3D-print af høj kvalitet, vil du elske AMX3d Pro Grade 3D Printer Tool Kit fra Amazon. Det er et sæt af 3D-printerværktøjer, der giver dig alt, hvad du behøver for at fjerne, rense & afslutte dine 3D-print.
Det giver dig mulighed for at:
- Rengør nemt dine 3D-udskrifter - 25-delt sæt med 13 knivblade og 3 håndtag, lang pincet, nåletang og limstift.
- Du skal blot fjerne 3D-udskrifter - stop med at beskadige dine 3D-udskrifter ved at bruge et af de 3 specialiserede værktøjer til fjernelse af 3D-udskrifter
- Få perfekt finish på dine 3D-udskrifter - den 3-delt 6-værktøjs præcisionsskraber/pletkniv/knivbladskombination kan komme ind i små sprækker for at få en fantastisk finish
- Bliv professionel inden for 3D-printning!