
Enhavtabelo
Pleniga ŝablonoj povas facile esti preteratenti kiam vi presas 3D sed ili faras grandan diferencon en via kvalito. Mi ĉiam scivolas, kiu pleniga ŝablono estas la plej forta, do mi skribas ĉi tiun afiŝon por respondi ĝin kaj dividi ĝin kun aliaj ŝatokupoj pri 3D-presilo.
Do, kiu plenigaĵo estas la plej forta? Ĝi dependas de la apliko de via 3D-presaĵo, sed ĝenerale, la kahela ŝablono estas la plej forta ĉiuflanka plenigaĵo. Teknike parolante, la rektlinia ŝablono estas la plej forta ŝablono kiam la direkto de forto estas kalkulita, sed malforta en la kontraŭa direkto.
Ne estas unugranda konvena pleniga ŝablono, tial ekzistas estas tiom da plenigŝablonoj en la unua loko ĉar iuj estas pli bonaj ol aliaj depende de kia estas la funkcieco.
Daŭre legu por akiri pliajn informojn pri plenigaĵforto kaj aliaj gravaj faktoroj por partforto.
Se vi interesiĝas pri vidi iujn el la plej bonaj iloj kaj akcesoraĵoj por viaj 3D-presiloj, vi povas trovi ilin facile kontrolante ĉe Amazon. Mi filtris por iuj el la plej bonaj produktoj tie, do bone rigardu.
Kio estas la Plej Forta Pleniga Skemo?
Studo de 2016 pri la trovitaj ke kombinaĵo de rektlinia ŝablono kun 100% plenigaĵo montris la plej altan tirforton je valoro de 36,4 Mpa.
Ĉi tio estis nur por provo, por ke vi ne farusprofesiulo pri 3D presado! volas uzi 100% plenigaĵon sed ĝi montras la realan efikecon de ĉi tiu plenigaĵo.
La plej forta plenigaĵo estas Rektlinia, sed nur kiam ĝi estas vicigita al la fortodirekto, ĝi havas siajn malfortojn do memoru ĉi tion. .
Kiam ni parolas pri la specifa direkto de forto, la rektlinia plenigaĵo estas tre forta en la direkto de forto, sed multe pli malforta kontraŭ la direkto de forto.
Sufiĉe surprize, la rektlinia plenigaĵo estas tre efika laŭ plasta uzo, do ĝi presas pli rapide ol kahelaro (30% pli rapide) kaj kelkaj aliaj ŝablonoj tie.
La plej bona ĉiuflanka plenigpadrono devas esti. mielĉelaro, alie konata kiel kuba.
Mielĉelaro (kuba) estas verŝajne la plej populara 3D-presa enpleniga ŝablono tie. Multaj uzantoj de 3D-presilo rekomendos ĝin ĉar ĝi havas tiom bonegajn kvalitojn kaj karakterizaĵojn. Mi uzas ĝin por multaj el miaj presaĵoj kaj mi ne havas problemojn kun ĝi.
Honeycomb havas malpli da forto en la direkto de forto sed havas egalan kvanton da forto en ĉiuj direktoj kiuj igas ĝin teknike pli forta entute ĉar vi povas argumenti, ke vi estas nur tiel forta kiel via plej malforta ligilo.
Ne nur la kahela plenigaĵo aspektas estetike plaĉa, ĝi estas vaste uzata en multaj aplikoj por forto. Eĉ aerospacaj komponitaj sandviĉpaneloj inkluzivas la mielĉelaran ŝablonon en siaj partojdo vi scias, ke ĝi gajnis siajn striojn.
Memoru, ke la aerspaca industrio uzas ĉi tiun plenigaĵon ĉefe pro la produktada procezo prefere ol la forto. Ĝi estas la plej forta plenigaĵo kiun ili povas uzi konsiderante siajn rimedojn, alie ili povas uzi Gyroid aŭ Kuban ŝablonon.
Por certaj materialoj povas esti sufiĉe malfacile uzi iujn plenigpadronojn por ke ili profitu la plej bonan el tio, kion ili povas fari. .
Mielĉelaro ja uzas multan movon, tio signifas, ke ĝi estas pli malrapida por presi.
Kio estas via plej ŝatata plenigaĵo? de 3Dprinting
Testoj estis faritaj de uzanto por vidi la influon de plenigaĵpadronoj sur mekanika rendimento kaj ili trovis ke la plej bonaj ŝablonoj por uzi estas aŭ liniaj aŭ diagonalaj (linia klinita je 45°).
Kiam oni uzas pli malaltajn plenigprocentojn, ne estis multe da diferenco inter liniaj, diagonalaj aŭ eĉ sesangulaj (kahelaro) ŝablonoj kaj ĉar mielĉelaro estas pli malrapida, ne estas bona ideo uzi ĝin ĉe malaltaj plenigdensoj.
Ĉe pli altaj plenigprocentoj, sesangula montris similan mekanikan forton kiel linia, dum diagonalo efektive montris 10% pli da forto ol linia.
Listo de la Plej Fortaj PlenigPatronoj
Ni havas plenigpadronojn kiuj estas konataj kiel ĉu 2D aŭ 3D.
Multaj homoj uzos 2D-plenigaĵojn por la averaĝa presaĵo, kelkaj povas esti rapidaj plenigaĵoj, kiuj estas uzataj por pli malfortaj modeloj, sed vi ankoraŭ havas fortajn 2D-plenigaĵojn.tie.
Vi ankaŭ havas viajn normajn 3D-plenigaĵojn, kiuj estas uzataj por igi viajn 3D-presaĵojn ne nur pli fortajn, sed pli fortajn en ĉiuj fortaj direktoj.
Ĉi tiuj bezonos pli da tempo por presi sed ili fari grandan diferencon en la mekanika forto de 3D presitaj modeloj, bonega por funkciaj presaĵoj.
Estas bone memori, ke ekzistas multaj malsamaj tranĉaĵoj tie, sed ĉu vi uzas Cura, Simplify3D, Slic3r, Makerbot. aŭ Prusa estos versioj de ĉi tiuj fortaj plenigŝablonoj, same kiel iuj kutimaj ŝablonoj.
La plej fortaj plenigpadronoj estas:
- Krado – 2D plenigaĵo
- Trianguloj – 2D plenigaĵo
- Tri-Heksagono – 2D plenigaĵo
- Kuba – 3D plenigaĵo
- Kuba (subdivido) – 3D plenigaĵo kaj uzas malpli da materialo ol Kuba
- Okteto - 3D plenigaĵo
- Kvarona Kubo - 3D plenigaĵo
- Giroido - Pliigita forto ĉe pli malalta pezo
Giroido kaj rektlinia estas du aliaj bonegaj elektoj kiuj estas konataj pro havanta altan forton. Giroido povas havi problemojn pri presado kiam via plenigaĵo estas malalta do necesas iom da provo kaj eraro por korekti la aferojn.
Kuba subdivido estas tipo tre forta kaj ankaŭ rapida por presi. Ĝi havas mirindan forton en 3 dimensioj kaj longajn rektajn presajn vojojn, kiuj donas al ĝi pli rapidajn plenigajn tavolojn.
Ultimaker havas tre informan afiŝon pri plenigaĵo, kiu donas detalojn pri denseco, ŝablonoj, tavoldikeco kaj multaj aliaj.pli kompleksaj kompletigaj temoj.Kio estas la Plej Forta Pleniga Procento
Alia grava faktoro por partforto estas plenigaĵoprocento kiu donas al partoj pli da struktura integreco.
Se vi pensas pri tio, ĝenerale des pli plasta en la mezo. de parto, des pli forta ĝi estos ĉar forto devos trarompi pli da maso.
La evidenta respondo ĉi tie estas, ke 100% plenigaĵo estos la plej forta plenigprocento, sed estas pli. Ni devas ekvilibrigi presantan tempon kaj materialon kun partforto.
La averaĝa denseco de plenigaĵo kiun aplikas uzantoj de 3D-presiloj estas 20%, ankaŭ estante la defaŭlta en multaj tranĉaĵprogramoj.
Ĝi estas bonega. plenigaĵo por partoj faritaj por aspektoj kaj kiuj estas ne-ŝarĝaj sed por funkciaj partoj kiuj bezonas forton, ni certe povas iri pli alten.
Estas bone scii, ke kiam vi atingas tre altan filamentan procenton kiel 50. %, ĝi havas grandajn malpliigajn profitojn pri kiom pli ĝi plifortigas viajn partojn.
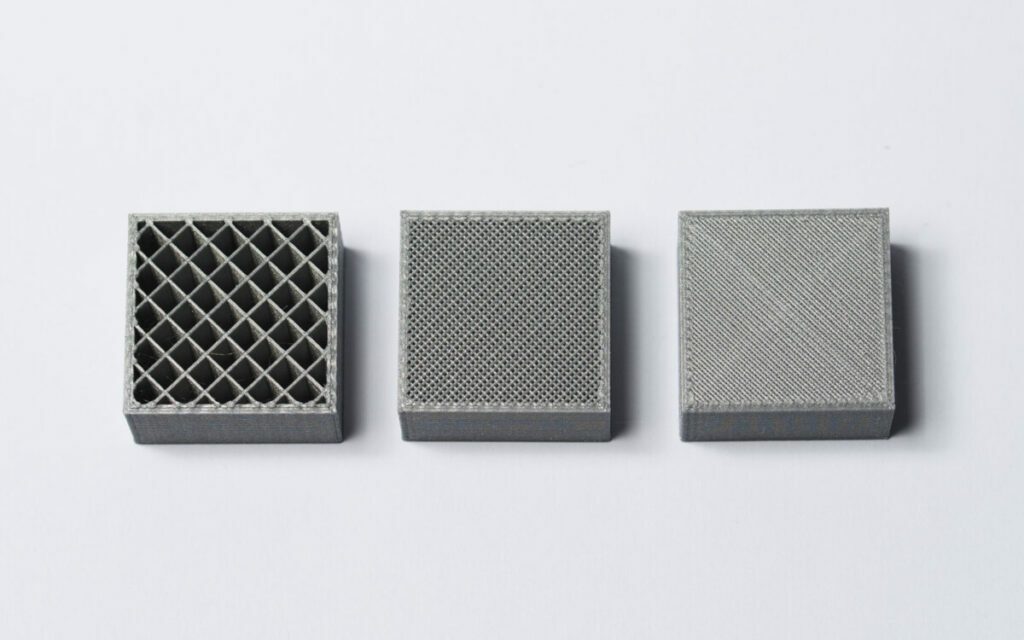 Plenigaĵo-procento de 20% (maldekstre), 50% (meze) kaj 75% (dekstre) Fonto: Hubs.com
Plenigaĵo-procento de 20% (maldekstre), 50% (meze) kaj 75% (dekstre) Fonto: Hubs.comIri super 75% estas plejparte nenecesa do memoru tion antaŭ ol malŝpari vian filamenton. Ili ankaŭ igas viajn partojn pli pezaj, kio povus fari ĝin eĉ pli verŝajne rompiĝi pro fiziko kaj forto ĉar Maso x Akcelado = Reta Forto.
Kio estas la Plej Rapida Pleniga Ŝablono?
La plej rapida plenigaĵo. ŝablono devas esti la liniojŝablono kiun vi eble vidis en videoj kaj bildoj.
Ĉi tiu verŝajne estas la plej populara plenigaĵo kaj estas defaŭlta en multaj tranĉaĵaj programoj tie. Ĝi havas decan kvanton da forto kaj uzas malaltan kvanton da filamento, igante ĝin la plej rapida plenigaĵo tie, krom havi neniun ŝablonon.
Kio Aliaj Faktoroj Fortigas 3D Presaĵojn?
Kvankam vi venis ĉi tien serĉante plenigaĵojn por forto, murdikeco aŭ la nombro da muroj havas pli grandan efikon sur partforto kaj ekzistas multaj aliaj faktoroj. Bonega rimedo por fortaj 3D-presaĵoj estas ĉi tiu GitHub-afiŝo.
Efektive ekzistas sufiĉe bonega produkto, kiu povas plifortigi viajn 3D-presitajn partojn, kiu estas efektivigita de iuj uzantoj de 3D-presiloj. Ĝi nomiĝas Smooth-On XTC-3D High Performance Coating.
Ĝi estas farita por doni al 3D-presaĵoj glatan finaĵon, sed ĝi ankaŭ havas la efikon fari 3D-partojn iomete pli fortaj, ĉar ĝi aldonas mantelon ĉirkaŭ la ekstero. .
Kvalito de filamento
Ne ĉiuj filamentoj estas faritaj same, do certigu, ke vi ricevas filamentojn de bonfama, fidinda marko por la plej bona kvalito. Mi lastatempe faris afiŝon pri Kiom Longas 3D Presitaj Partoj, kiu havas informojn pri tio do senpage kontroli ĝin.
Filament Blend/Composites
Multaj filamentoj estis evoluigitaj por esti faritaj. pli forta, kiun vi povas utiligi. Prefere ol uzi la kutiman PLA, vi povaselektu PLA plus aŭ PLA kiu estas miksita kun aliaj materialoj kiel ligno, karbonfibro, kupro kaj multe pli.
Mi havas Ultimate Filament Guide kiu detaligas multajn el la malsamaj filamentmaterialoj tie.
Presa Orientiĝo
Ĉi tio estas simpla sed preteratentita metodo, kiu povas plifortigi viajn presaĵojn. La malfortaj punktoj de viaj presaĵoj ĉiam estos la tavollinioj.
La informoj de ĉi tiu eksperimento devus doni al vi pli bonan komprenon pri kiel poziciigi viajn partojn por presado. Eble estas tiel facile kiel turni vian parton 45 gradojn al pli ol duoblo de la forto de via presaĵo.
Aŭ, se vi ne ĝenas la troan uzon de materialo kaj longajn presitajn tempojn, vi ne povas erari. kun la "solida" presa denseca agordo.
Ekzistas speciala termino nomita anizotropa kiu signifas ke objekto havas la plej grandan parton de sia forto en la XY-direkto prefere ol la Z-direkto. En kelkaj kazoj Z-aksa streĉiĝo povas esti 4-5 fojojn pli malforta ol XY-aksa streĉiĝo.
Partoj 1 kaj 3 estis la plej malfortaj ĉar la ŝablonodirekto de la plenigaĵo estis paralela al la randoj de la objekto. Ĉi tio signifis, ke la ĉefa forto kiun la parto havis estis de la malforta ligoforto de PLA, kiu en malgrandaj partoj estos tre malgranda.
Vidu ankaŭ: Kiom da tempo daŭras por kuraci rezinajn 3D-presaĵojn?Simple turni vian parton 45 gradojn havas la kapablon doni viajn presitajn partojn duoble la kvanton de forto.
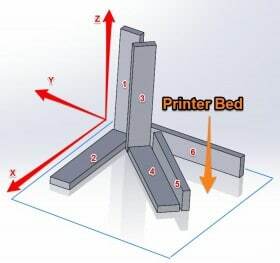 Fonto: Sparkeng.com
Fonto: Sparkeng.comNombro deKonkoj/Perimetroj
Konkoj estas difinitaj kiel ĉiuj eksteraj partoj aŭ proksime de la ekstero de la modelo, kiuj estas konturoj aŭ eksteraj perimetroj de ĉiu tavolo. En simplaj terminoj ili estas la nombro da tavoloj ekstere de presaĵo.
Konkoj havas amasan efikon sur partforto, kie aldonado de nur unu kroma ŝelo povus teknike doni la saman partforton kiel ekstra 15% plenigaĵo sur 3D presita parto.
Dum presado, ŝeloj estas la partoj kiuj estas presitaj unue por ĉiu tavolo. Memoru, ke fari ĉi tion, kompreneble, pliigos vian presan tempon tiel ke estas kompromiso.
Dikeco de ŝelo
Krom aldoni ŝelojn al viaj presaĵoj, vi povas pliigi la ŝelo-dikeco por pliigi partforton.
Ĉi tio estas farita multe kiam partoj devas esti sablaj aŭ post-prilaboritaj ĉar ĝi eluzas la parton. Havi pli da ŝelo-dikeco permesas vin sabligi la parton kaj havi la originalan aspekton de via modelo.
La dikeco de ŝelo estas normale taksita je multoblo de la diametro de via ajuto ĉefe por eviti presitajn neperfektaĵojn.
Nombro de muroj kaj murdikeco ankaŭ ludas, sed jam teknike parto de la ŝelo kaj estas la vertikalaj partoj de ĝi.
Over extruding
Ĉirkaŭ 10-20% de tro extrudado en via agordoj donos al viaj partoj pli da forto, sed vi vidos redukton en la estetiko kaj precizeco. Eble necesas iom da provo kaj eraro por trovi aflukvanto, pri kiu vi ĝojas, do uzu ĝin je via avantaĝo.
Malgrandaj Tavoloj
My3DMatter trovis, ke pli malalta tavola alteco malfortigas 3D presitan objekton, kvankam ĉi tio ne estas decida kaj verŝajne havas multajn variabloj kiuj influas ĉi tiun aserton.
La kompromiso ĉi tie, tamen, estas, ke iri de 0.4mm cigaredingo al 0.2mm cigaredingo duobligos vian presan tempon de kiu plej multaj homoj forirus.
Por vere forta 3D presita parto vi devus havi bonan kompletigan ŝablonon kaj procenton, aldonu solidajn tavolojn por stabiligi la plenigaĵon, aldonu pli da perimetroj al la supraj kaj malsupraj tavoloj, same kiel la eksteron (ŝeloj).
Kiam vi kunmetas ĉiujn ĉi tiujn faktorojn, vi havos ekstreme daŭran kaj fortan parton.
Se vi amas bonkvalitajn 3D-presaĵojn, vi amos la AMX3d Pro Grade 3D Printer Tool Kit de Amazon. Ĝi estas baza aro de 3D-presaj iloj, kiuj donas al vi ĉion, kion vi bezonas por forigi, purigi & fini viajn 3D-presaĵojn.
Vidu ankaŭ: 7 Plej bonaj 3D Presiloj por Presi Polikarbonaton & Karbona Fibro SukceseĜi donas al vi la kapablon:
- Facile purigi viajn 3D-presaĵojn - 25-peca ilaro kun 13 tranĉilklingoj kaj 3 teniloj, longa pinĉilo, kudrila nazo teniloj, kaj glubastonon.
- Simple forigu 3D-presaĵojn - ĉesu difekti viajn 3D-presaĵojn uzante unu el la 3 specialigitaj forigo-iloj
- Perfekte fini viajn 3D-presaĵojn - la 3-pecojn, 6- ila precizeca skrapilo/pikilo/tranĉila klingokombinaĵo povas eniri malgrandajn fendojn por akiri bonegan finpoluron
- Iĝu