
Преглед садржаја
Узорци испуне се лако могу превидети када штампате 3Д, али они чине велику разлику у вашем квалитету. Увек се питам који је образац испуне најјачи, па пишем овај пост да бих одговорио на њега и поделио га са другим хобистима 3Д штампача.
Дакле, који образац испуне је најјачи? Зависи од примене вашег 3Д штампе, али генерално, узорак саћа је најјачи свестрани образац испуне који постоји. Технички гледано, праволинијски образац је најјачи образац када се узме у обзир смер силе, али слаб у супротном смеру.
Не постоји образац који одговара свим величинама, због чега постоји постоји толико много образаца испуне јер су неки бољи од других у зависности од функционалности.
Наставите да читате да бисте добили више информација о јачини шаре испуне и другим важним факторима за чврстоћу делова.
Ако сте заинтересовани да видите неке од најбољих алата и додатака за ваше 3Д штампаче, лако их можете пронаћи тако што ћете проверити на Амазону. Одабрао сам неке од најбољих производа на тржишту, па добро погледајте.
Који је најјачи образац испуне?
Студија из 2016. о пронађеним да је комбинација праволинијског узорка са 100% испуне показала највећу затезну чврстоћу при вредности од 36,4 Мпа.
Ово је било само за тест да не бистепрофесионалац за 3Д штампање! желите да користите 100% испуне, али то показује стварну ефикасност овог обрасца испуне.
Најјачи образац испуне је праволинијски, али само када је поравнат са смером силе, има своје слабости, па имајте ово на уму .
Када говоримо о специфичном правцу силе, праволинијски образац испуне је веома јак у правцу силе, али много слабији у односу на смер силе.
Изненађујуће, праволинијски Шаблон испуне је веома ефикасан у погледу употребе пластике, тако да штампа брже од саћа (30% брже) и неколико других шаблона.
Најбољи свестрани образац за испуну мора бити саће, иначе познато као коцкасто.
Саће (кубично) је вероватно најпопуларнији образац испуне за 3Д штампање. Многи корисници 3Д штампача ће га препоручити јер има тако одличне квалитете и карактеристике. Користим га за много својих отисака и немам никаквих проблема са њим.
Саће има мању снагу у правцу силе, али има једнаку снагу у свим правцима што га чини технички јачим генерално зато што можете да тврдите да сте јаки онолико колико је јака ваша најслабија карика.
Не само да шара испуне у облику саћа изгледа естетски пријатно, већ се и широко користи у многим апликацијама за снагу. Чак и композитни сендвич панели за ваздухопловство укључују шару саћа у својим деловиматако да знате да је заслужио своје пруге.
Имајте на уму да ваздухопловна индустрија користи овај образац пуњења углавном због процеса производње, а не због снаге. То је најјача испуна коју могу да користе с обзиром на своје ресурсе, у супротном могу користити Гироид или Цубиц образац.
За одређене материјале може бити прилично тешко користити неке шаре испуне, тако да извуку најбоље од онога што могу да ураде .
Саће се много помера, што значи да се штампа спорије.
Који је ваш омиљени образац испуне? из 3Д штампања
Тестове је урадио корисник да би видео утицај шара испуне на механичке перформансе и открили су да су најбољи обрасци за употребу или линеарни или дијагонални (линеарни нагнути за 45°).
Када се користе нижи проценти испуне, није било велике разлике између линеарних, дијагоналних или чак шестоугаоних (саће) образаца и пошто је саће спорије, није добра идеја да га користите при ниској густини испуне.
При вишим процентима испуне, хексагонални је показао сличну механичку чврстоћу као и линеарни, док је дијагонални заправо показао 10% већу чврстоћу од линеарног.
Листа најјачих образаца испуне
Имамо обрасце испуне који су познати као било 2Д или 3Д.
Многи људи ће користити 2Д испуне за просечну штампу, неке могу бити брзе испуне које се користе за слабије моделе, али и даље имате јаке 2Д испунетамо.
Имате и своје стандардне 3Д испуне које се користе да ваше 3Д отиске буду не само јачи, већ и јачи у свим правцима силе.
Такође видети: 8 најбољих затворених 3Д штампача које можете набавити (2022)Овим ће бити потребно више времена за штампање, али прави велику разлику у механичкој снази 3Д штампаних модела, одлично за функционалне штампе.
Добро је имати на уму да постоји много различитих секача, али без обзира да ли користите Цура, Симплифи3Д, Слиц3р, Макербот или Пруса постојаће верзије ових јаких образаца испуне, као и неких прилагођених образаца.
Најјачи обрасци испуне су:
- Мрежа – 2Д испуна
- Троуглови – 2Д испуна
- Три-шестоугао – 2Д испуна
- Кубични – 3Д испуна
- Кубични (подподела) – 3Д испуна и користи мање материјала од Цубиц
- Оцтет – 3Д испуна
- Куартер Цубиц – 3Д испуна
- Гироид – Повећана снага при мањој тежини
Гироид и праволинијски су друга два одлична избора која су позната по има високу чврстоћу. Гироид може имати проблема са штампањем када је густина испуне ниска, тако да ће бити потребно неколико покушаја и грешака да се ствари исправе.
Кубична подела је тип који је веома јак и такође брз за штампање. Има невероватну снагу у 3 димензије и дуге праве стазе за штампање које му дају брже слојеве испуне.
Ултимакер има веома информативан пост о подешавањима испуне који даје детаље о густини, шарама, дебљини слоја и многим другимсложеније теме попуњавања.Који је најјачи проценат испуне
Још један важан фактор за чврстоћу делова је проценат испуне који деловима даје већи структурални интегритет.
Ако размислите о томе, генерално више пластике у средини једног дела, то ће бити јаче јер ће сила морати да пробије већу масу.
Овде је очигледан одговор да ће 100% испуњености бити најјачи проценат испуњености, али има још тога. Морамо да ускладимо време штампања и материјал са чврстоћом делова.
Просечна густина испуне коју корисници 3Д штампача примењују је 20%, такође је подразумевана у многим програмима за сечење.
То је одлично густина испуне за делове направљене за изглед и који нису носиви, али за функционалне делове којима је потребна снага, дефинитивно можемо да повећамо.
Добро је знати да када дођете до веома високог процента филамента као што је 50 %, има велики опадајући повраћај на то колико више ојачава ваше делове.
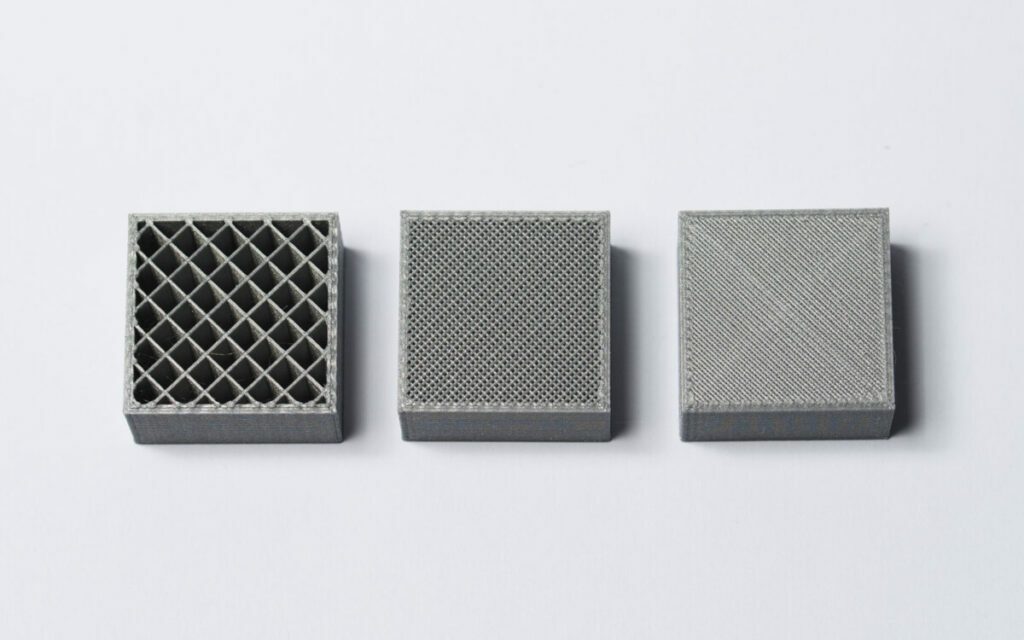 Проценат попуњавања се креће од 20% (лево), 50% (у средини) и 75% (десно) Извор: Хубс.цом
Проценат попуњавања се креће од 20% (лево), 50% (у средини) и 75% (десно) Извор: Хубс.цомПрећи 75% је углавном непотребно, па имајте то на уму пре него што потрошите филамент. Они такође отежавају ваше делове, што би могло да учини још већом вероватноћом да ће се поломити због физике и силе јер маса к убрзање = нето сила.
Шта је најбржи образац попуњавања?
Најбрже пуњење образац морају бити линијеобразац који сте можда видели на видео снимцима и сликама.
Такође видети: 12 начина како да поправите 3Д отиске који стално не успевају у истом тренуткуОво је вероватно најпопуларнији образац за попуњавање и подразумевани је у многим софтверима за сечење. Има пристојну количину чврстоће и користи малу количину филамента, што га чини најбржим шаблоном за попуњавање, осим што уопште нема шаре.
Који други фактори чине 3Д отиске јаким?
Иако сте дошли овде тражећи обрасце испуне за чврстоћу, дебљина зида или број зидова има већи утицај на чврстоћу делова и постоји много других фактора. Одличан ресурс за јаке 3Д отиске је овај ГитХуб пост.
Постоји заправо прилично кул производ који може да ојача ваше 3Д штампане делове, а који имплементирају неки корисници 3Д штампача. Зове се Смоотх-Он КСТЦ-3Д Хигх Перформанце Цоатинг.
Направљен је тако да 3Д отисци добију глатку завршну обраду, али такође има ефекат да 3Д делове учини мало јачима, јер додаје слој са спољашње стране .
Квалитет филамента
Нису сви филаменти направљени исти, па се побрините да набавите филаменте од реномираног, поузданог бренда за најбољи квалитет. Недавно сам направио пост о томе колико дуго трају 3Д штампани делови који има информације о овоме тако да слободно можете да их проверите.
Смеша филамента/композити
Много филамената је развијено за прављење јачи што можете искористити. Уместо да користите уобичајени ПЛА, можетеодлучите се за ПЛА плус или ПЛА који је помешан са другим материјалима као што су дрво, угљенична влакна, бакар и још много тога.
Имам Ултимате Филамент Гуиде који детаљно описује многе различите материјале филамената.
Оријентација штампања
Ово је једноставан, али занемарен метод који може да ојача ваше отиске. Слабе тачке ваших отисака ће увек бити линије слојева.
Информације из овог малог експеримента би требало да вам дају боље разумевање о томе како да поставите своје делове за штампање. Може бити лако као да ротирате свој део за 45 степени да бисте више него удвостручили снагу отиска.
Или, ако вам не смета употреба вишка материјала и дуго времена штампања, не можете погрешити са „чврстом“ конфигурацијом густине штампе.
Постоји посебан термин који се зове анизотропан, што значи да објекат има већину своје снаге у правцу КСИ, а не у правцу З. У неким случајевима напетост осе З може бити 4-5 пута слабија од напетости КСИ осе.
Делови 1 и 3 су били најслабији јер је правац шаре испуне био паралелан са ивицама објекта. То је значило да је главна снага коју је део имао због слабе чврстоће везивања ПЛА, која ће у малим деловима бити веома мала.
Једноставно ротирање вашег дела за 45 степени има могућност да вашим одштампаним деловима да дупло већу количину снага.
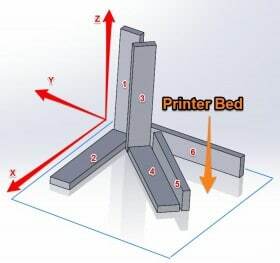 Извор: Спаркенг.цом
Извор: Спаркенг.цомБројОмоти/периметри
Омоти се дефинишу као сви спољни делови или близу спољашњости модела који су обриси или спољни периметри сваког слоја. Једноставније речено, то је број слојева на спољашњој страни отиска.
Љуске имају огроман утицај на чврстоћу делова, при чему додавање само једне додатне љуске може технички дати исту снагу дела као додатних 15% испуна на 3Д штампаном делу.
Приликом штампања, шкољке су делови који се први штампају за сваки слој. Имајте на уму да ће ово, наравно, повећати време штампања тако да постоји компромис.
Дебљина шкољке
Поред додавања шкољки вашим отисцима, можете повећати дебљина омотача да би се повећала чврстоћа дела.
Ово се често ради када делове треба брусити или накнадно обрадити јер то хаба део. Већа дебљина омотача омогућава вам да обрусите део и да имате оригиналан изглед свог модела.
Дебљина омотача се обично вреднује вишеструким од пречника млазнице углавном да би се избегли недостаци штампе.
Број зидова и дебљина зида такође долазе у обзир, али су већ технички део љуске и представљају њене вертикалне делове.
Преко екструдирања
Око 10-20% прекомерног истискивања у вашем подешавања ће вашим деловима дати већу снагу, али ћете видети смањење естетике и прецизности. Можда ће бити потребно неколико покушаја и грешака да се пронађе абрзина протока којом сте задовољни, па је искористите у своју корист.
Мањи слојеви
Ми3ДМаттер је открио да висина нижег слоја слаби 3Д штампани објекат, иако ово није коначан и вероватно има много променљиве које утичу на ову тврдњу.
Међутим, овде је компромис у томе што ће прелазак са млазнице од 0,4 мм на млазницу од 0,2 мм удвостручити време штампања које би се већина људи клонила.
За заиста јак 3Д штампан део треба да имате добар образац испуне и проценат, додајте чврсте слојеве да стабилизујете структуру испуне, додајте више периметара горњим и доњим слојевима, као и спољашњости (љуске).
Када спојите све ове факторе, имаћете изузетно издржљив и јак део.
Ако волите 3Д отиске одличног квалитета, свидеће вам се Амазонов комплет алата за 3Д штампач АМКС3д Про Граде. То је основни сет алата за 3Д штампање који вам даје све што вам је потребно да уклоните, очистите & ампер; завршите своје 3Д отиске.
Пружа вам могућност да:
- Лако очистите своје 3Д отиске – комплет од 25 комада са 13 оштрица ножа и 3 дршке, дугом пинцетом, носом игле клешта и лепак.
- Једноставно уклоните 3Д отиске – престаните да оштећујете своје 3Д отиске користећи један од 3 специјализована алата за уклањање
- Савршено завршите своје 3Д отиске – 3-делни, 6- Прецизна стругалица/пипа/нож, комбинација оштрице алата може ући у мале пукотине да би се добила одлична завршна обрада
- Постани