
Съдържание
Моделите на запълване лесно могат да бъдат пренебрегнати, когато принтирате 3D, но те имат голямо значение за качеството. Винаги се чудя кой модел на запълване е най-силен, затова пиша тази статия, за да отговоря на този въпрос и да го споделя с други любители на 3D принтери.
И така, кой модел на запълване е най-силен? Това зависи от приложението на вашия 3D печат, но като цяло моделът "пчелна пита" е най-силният универсален модел на запълване. Технически погледнато, праволинейният модел е най-силният модел, когато се отчита посоката на силата, но е слаб в обратната посока.
Не съществува универсален модел на запълване, поради което има толкова много модели на запълване, защото някои са по-добри от други в зависимост от функционалността.
Продължете да четете, за да получите повече информация за здравината на модела на запълване и други важни фактори за здравината на детайла.
Ако искате да видите някои от най-добрите инструменти и аксесоари за вашите 3D принтери, можете да ги намерите лесно, като проверите в Amazon. Филтрирах някои от най-добрите продукти там, така че разгледайте добре.
Кой е най-силният модел на запълване?
Проучване от 2016 г. установи, че комбинацията от праволинеен модел със 100% пълнеж показва най-висока якост на опън със стойност 36,4 Mpa.
Това е само тест, така че не бихте искали да използвате 100% пълнеж, но показва реалната ефективност на този модел пълнеж.
Най-силният модел на запълване е праволинейният, но само когато е подравнен с посоката на силата, той има своите слабости, така че имайте предвид това.
Когато говорим за конкретната посока на силата, праволинейният модел на запълване е много силен по посока на силата, но много по-слаб срещу посоката на силата.
Изненадващо, но праволинейният модел на запълване е много ефективен по отношение на използването на пластмаса, така че се отпечатва по-бързо от пчелната пита (30% по-бързо) и няколко други модела.
Най-добрият универсален модел на запълване е този на пчелна пита, известен още като кубичен.
Honeycomb (кубичен) е може би най-популярният модел за запълване при 3D принтиране. Много потребители на 3D принтери ще го препоръчат, защото има толкова страхотни качества и характеристики. Аз го използвам за много от моите принтирания и нямам никакви проблеми с него.
Пчелната пита има по-малка якост по посока на силата, но има еднакво количество якост във всички посоки, което я прави технически по-силна като цяло, защото може да се твърди, че сте толкова силни, колкото е най-слабото ви звено.
Моделът на запълване с пчелна пита не само изглежда естетически, но и се използва широко в много приложения за осигуряване на здравина. Дори композитните сандвич панели от аерокосмически клас включват модела на пчелна пита в своите части, за да знаете, че той е заслужил своите ленти.
Имайте предвид, че аерокосмическата индустрия използва този модел на запълване главно заради производствения процес, а не заради здравината. Това е най-здравият модел на запълване, който може да се използва, като се имат предвид ресурсите, в противен случай може да се използва модел Gyroid или Cubic.
За някои материали може да е доста трудно да се използват някои модели на запълване, така че те използват най-доброто, което могат да направят.
Honeycomb използва много движения, което означава, че отпечатването е по-бавно.
Вижте също: Как да флаш & Актуализиране на фърмуера на 3D принтера - просто ръководствоКой е любимият ви модел за запълване? от 3Dprinting
Потребител проведе тестове, за да провери влиянието на моделите на запълване върху механичните характеристики, и установи, че най-добрите модели за използване са линейни или диагонални (линейни, наклонени на 45°).
При използване на по-ниски проценти на запълване нямаше голяма разлика между линейни, диагонални и дори шестоъгълни (пчелна пита) модели и тъй като пчелната пита е по-бавна, не е добра идея да се използва при ниска плътност на запълване.
При по-високи проценти на запълване хексагоналните плочи показват подобна механична якост като линейните, докато диагоналните всъщност показват 10% по-голяма якост от линейните.
Списък на най-силните модели на запълване
Имаме модели на запълване, които се наричат 2D или 3D.
Много хора ще използват 2D запълвания за средния печат, някои от тях могат да бъдат бързи запълвания, които се използват за по-слаби модели, но все още има силни 2D запълвания.
Вижте също: Най-добрият софтуер за 3D печат за Mac (с безплатни опции)Имате и стандартни 3D пълнежи, които се използват, за да направят 3D отпечатъците ви не само по-здрави, но и по-силни във всички посоки на силата.
Отпечатването им отнема повече време, но те имат голямо значение за механичната здравина на 3D моделите, което е чудесно за функционални отпечатъци.
Добре е да се има предвид, че има много различни режещи машини, но независимо дали използвате Cura, Simplify3D, Slic3r, Makerbot или Prusa, ще има версии на тези силни модели за запълване, както и някои персонализирани модели.
Най-силните модели на запълване са:
- Мрежа - 2D запълване
- Триъгълници - 2D запълване
- Три-шестоъгълник - 2D запълване
- Cubic - 3D запълване
- Cubic (подразделение) - 3D запълване и използване на по-малко материал от Cubic
- Octet - 3D запълване
- Quarter Cubic - 3D запълване
- Gyroid - Повишена сила при по-ниско тегло
Gyroid и rectilinear са други два чудесни избора, които са известни с високата си здравина. Gyroid може да има проблеми с печатането, когато плътността на запълване е ниска, така че ще са необходими някои проби и грешки, за да се получат нещата правилно.
Кубичното подразделение е вид, който е много здрав и също така бърз за печат. То има невероятна здравина в 3 измерения и дълги прави пътища за печат, които му осигуряват по-бързи запълващи слоеве.
Ultimaker има много информативна публикация за настройките на запълването, в която се дават подробности за плътността, шаблоните, дебелината на слоя и много други по-сложни теми за запълването.Какъв е най-силният процент на запълване
Друг важен фактор за здравината на частите е процентът на запълване, който осигурява на частите по-голяма структурна цялост.
Ако се замислите, по принцип колкото повече пластмаса има в средата на една част, толкова по-здрава ще бъде тя, защото силата ще трябва да пробие по-голяма маса.
Очевидният отговор тук е, че 100% пълнежът ще бъде най-здравият процент пълнеж, но има и още нещо. Трябва да балансираме времето за печат и материала със здравината на детайла.
Средната гъстота на запълване, която потребителите на 3D принтери прилагат, е 20%, като тя е и по подразбиране в много програми за нарязване.
Това е чудесна плътност на запълване за части, които са направени за външен вид и не носят натоварване, но за функционални части, които се нуждаят от здравина, определено можем да изберем по-висока.
Добре е да знаете, че след като достигнете до много висок процент нишки, например 50%, възвръщаемостта от тях намалява значително, тъй като те укрепват вашите части.
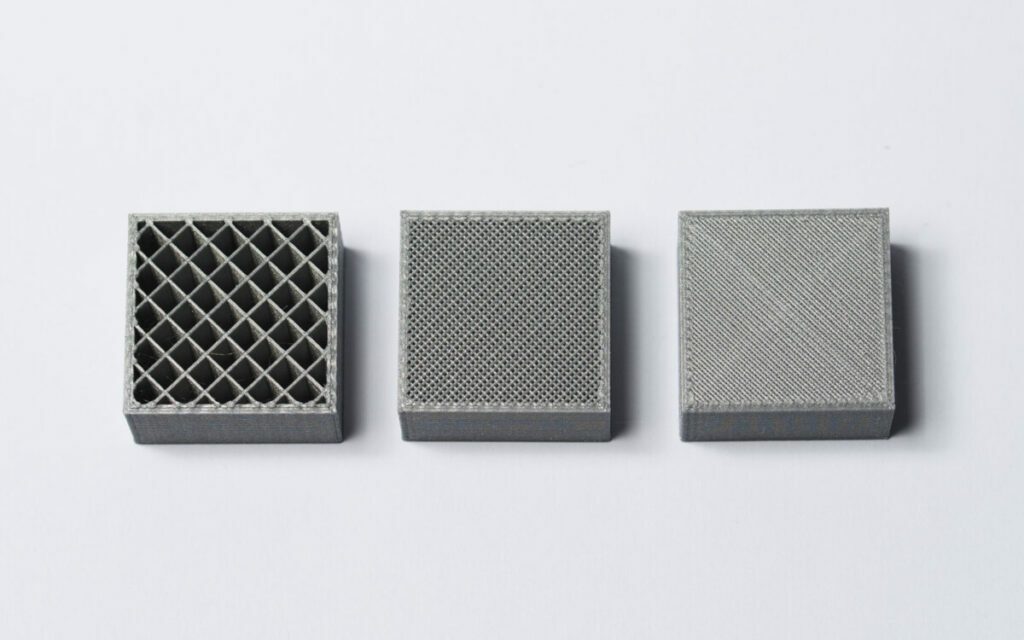 Процент на запълване от 20% (вляво), 50% (в средата) и 75% (вдясно) Източник: Hubs.com
Процент на запълване от 20% (вляво), 50% (в средата) и 75% (вдясно) Източник: Hubs.com Преминаването над 75% е в повечето случаи ненужно, така че имайте предвид това, преди да изхарчите нишката си. Те също така правят частите ви по-тежки, което може да увеличи вероятността да се счупят поради физиката и силата, защото маса х ускорение = нетна сила.
Кой е най-бързият модел за запълване?
Най-бързият модел на запълване трябва да бъде моделът на линиите, който може би сте виждали във видеоклипове и снимки.
Това е може би най-популярният модел на запълване и е по подразбиране в много софтуери за нарязване. Той има прилична здравина и използва малко количество нишки, което го прави най-бързият модел на запълване, различен от този без модел.
Какви други фактори правят 3D печата силен?
Въпреки че сте попаднали тук в търсене на модели за запълване за здравина, дебелината на стените или броят на стените оказва по-голямо влияние върху здравината на частите, а има и много други фактори. Чудесен източник на информация за здрави 3D отпечатъци е тази публикация в GitHub.
Всъщност има доста готин продукт, който може да направи вашите 3D отпечатани части по-здрави и който се прилага от някои потребители на 3D принтери. Нарича се Smooth-On XTC-3D High Performance Coating.
Тя е създадена, за да придаде гладко покритие на 3D отпечатъците, но също така има ефект на леко заздравяване на 3D частите, тъй като добавя слой от външната страна.
Качество на влакната
Не всички нишки се произвеждат по един и същи начин, така че се уверете, че получавате нишки от реномирана, надеждна марка за най-добро качество. Наскоро направих публикация за това колко дълго издържат 3D принтираните части, в която има информация за това, така че не се колебайте да я разгледате.
Смес от нишки/композити
Много нишки са разработени, за да бъдат по-здрави, от което можете да се възползвате. Вместо да използвате обичайния PLA, можете да изберете PLA plus или PLA, който е смесен с други материали като дърво, въглеродни влакна, мед и много други.
Разполагам с ръководство "Ultimate Filament Guide", в което са описани много от различните материали за нишки.
Ориентация на печат
Това е прост, но пренебрегван метод, който може да заздрави отпечатъците ви. Слабите места на отпечатъците ви винаги ще бъдат линиите на слоя.
Информацията от този малък експеримент би трябвало да ви даде по-добра представа за това как да позиционирате частите си за печат. Може да е толкова лесно, колкото да завъртите частта си на 45 градуса, за да увеличите повече от два пъти силата на отпечатъка.
Ако пък нямате нищо против прекомерното използване на материали и дългото време за печат, няма да сгрешите с конфигурацията за плътност на печат "solid".
Съществува специален термин, наречен анизотропен, който означава, че обектът има по-голямата част от силата си в посока XY, а не в посока Z. В някои случаи напрежението по ос Z може да бъде 4-5 пъти по-слабо от напрежението по ос XY.
Части 1 и 3 бяха най-слаби, тъй като посоката на запълване на шаблона беше успоредна на ръбовете на обекта. Това означаваше, че основната здравина на частта е от слабата якост на залепване на PLA, която при малки части ще бъде много малка.
Простото завъртане на детайла на 45 градуса може да увеличи двойно здравината на отпечатаните детайли.
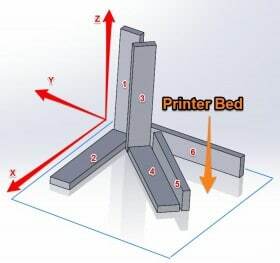 Източник: Sparxeng.com
Източник: Sparxeng.com Брой черупки/метри
Черупките се определят като всички външни части или близо до външната страна на модела, които са очертания или външни периметри на всеки слой. Казано на прост език, те са броят на слоевете от външната страна на отпечатъка.
Обвивките оказват огромно влияние върху здравината на детайла, като добавянето на само една допълнителна обвивка може технически да осигури същата здравина на детайла като допълнителни 15% пълнеж на 3D отпечатан детайл.
При отпечатване черупките са частите, които се отпечатват първо за всеки слой. Имайте предвид, че това, разбира се, ще увеличи времето за отпечатване, така че има компромис.
Дебелина на черупката
Освен че добавяте черупки към отпечатъците си, можете да увеличите дебелината на черупката, за да увеличите здравината на детайла.
Това се прави много често, когато частите трябва да се шлифоват или да се обработят след това, защото се износва частта. Наличието на по-голяма дебелина на черупката ви позволява да шлифовате частта и да запазите оригиналния вид на модела си.
Дебелината на обвивката обикновено се оценява като кратна на диаметъра на дюзата, главно за да се избегнат несъвършенствата на печата.
Броят на стените и дебелината на стените също са от значение, но те вече са технически част от корпуса и са вертикалните му части.
Над екструдиране
Около 10-20% свръхекструзия в настройките ще даде на частите ви по-голяма здравина, но ще се намали естетиката и прецизността. Може да отнеме известно време за проби и грешки, за да намерите дебита, който ви удовлетворява, така че използвайте го във ваша полза.
По-малки слоеве
My3DMatter установи, че по-ниската височина на слоя отслабва 3D отпечатания обект, въпреки че това не е убедително и вероятно има много променливи, които влияят на това твърдение.
Компромисът тук обаче е, че преминаването от 0,4-милиметрова дюза към 0,2-милиметрова дюза ще удвои времето за печат, от което повечето хора биха се въздържали.
За наистина здрава 3D принтирана част трябва да имате добър модел и процент на запълване, да добавите плътни слоеве, за да стабилизирате структурата на запълване, да добавите повече периметри към горния и долния слой, както и към външната част (черупките).
След като обедините всички тези фактори, ще получите изключително издръжлива и здрава част.
Ако обичате 3D отпечатъци с отлично качество, ще харесате комплекта инструменти за 3D принтер AMX3d Pro Grade от Amazon. Това е основен комплект инструменти за 3D печат, който ви дава всичко необходимо за премахване, почистване и печат; завършване на вашите 3D отпечатъци.
Тя ви дава възможност да:
- Лесно почиствайте 3D отпечатъците си - комплект от 25 части с 13 остриета и 3 дръжки, дълга пинсета, клещи с игли и лепило.
- Просто премахване на 3D отпечатъци - спрете да повреждате 3D отпечатъците си, като използвате един от 3-те специализирани инструмента за премахване
- Завършете перфектно своите 3D отпечатъци - комбинацията от 3 части, 6 инструмента за прецизно стъргане, къртач и нож може да влезе в малки пукнатини, за да получи страхотно покритие
- Станете професионалист в 3D принтирането!