
सामग्री सारणी
तुम्ही 3D प्रिंटिंग करत असताना इन्फिल पॅटर्न सहजपणे दुर्लक्षित केले जाऊ शकतात परंतु ते तुमच्या गुणवत्तेत मोठा फरक करतात. मला नेहमी प्रश्न पडतो की कोणता इनफिल पॅटर्न सर्वात मजबूत आहे म्हणून मी हे पोस्ट त्याला उत्तर देण्यासाठी आणि इतर 3D प्रिंटर शौकीनांसह सामायिक करण्यासाठी लिहित आहे.
तर, कोणता इन्फिल पॅटर्न सर्वात मजबूत आहे? हे तुमच्या 3D प्रिंटच्या ऍप्लिकेशनवर अवलंबून असते परंतु सामान्यतः, हनीकॉम्ब पॅटर्न हा तिथला सर्वात मजबूत अष्टपैलू इन्फिल पॅटर्न असतो. तांत्रिकदृष्ट्या बोलायचे झाले तर, जेव्हा बलाची दिशा मोजली जाते तेव्हा रेक्टलाइनर पॅटर्न हा सर्वात मजबूत नमुना असतो, परंतु विरुद्ध दिशेने कमकुवत असतो.
सर्व इनफिल पॅटर्नमध्ये एकच आकार बसत नाही, म्हणूनच तेथे प्रथम स्थानावर बरेच इन्फिल पॅटर्न आहेत कारण काही कार्यक्षमता काय आहे यावर अवलंबून इतरांपेक्षा चांगले आहेत.
इन्फिल पॅटर्न सामर्थ्य आणि भाग सामर्थ्यासाठी इतर महत्त्वाच्या घटकांबद्दल अधिक माहिती मिळविण्यासाठी वाचत रहा.
तुम्हाला तुमच्या 3D प्रिंटरसाठी काही उत्तम साधने आणि उपकरणे पाहण्यात स्वारस्य असल्यास, तुम्ही Amazon वर तपासून ते सहज शोधू शकता. मी तेथील काही सर्वोत्कृष्ट उत्पादनांसाठी फिल्टर केले आहे, त्यामुळे ते चांगले पहा.
सर्वात मजबूत इन्फिल पॅटर्न काय आहे?
सापडलेल्या 2016 चा अभ्यास 100% इनफिलसह रेक्टलाइनर पॅटर्नच्या संयोजनाने 36.4 एमपीएच्या मूल्यावर सर्वोच्च तन्य शक्ती दर्शविली.
हे फक्त एका चाचणीसाठी होते त्यामुळे तुम्ही असे करणार नाही3D प्रिंटिंग प्रो! 100% इनफिल वापरायचे आहे परंतु ते या इनफिल पॅटर्नची खरी परिणामकारकता दर्शवते.
सर्वात मजबूत इनफिल पॅटर्न रेक्टिलिनियर आहे, परंतु जेव्हा तो बल दिशेला संरेखित केला जातो तेव्हाच त्याच्या कमकुवतपणा असतात म्हणून हे लक्षात ठेवा .
हे देखील पहा: मी माझा 3D प्रिंटर बंद करावा का? साधक, बाधक आणि मार्गदर्शकजेव्हा आपण बलाच्या विशिष्ट दिशेबद्दल बोलतो, तेव्हा रेक्टिलिनियर इनफिल पॅटर्न बलाच्या दिशेने खूप मजबूत असतो, परंतु बलाच्या दिशेच्या तुलनेत खूपच कमकुवत असतो.
आश्चर्याची गोष्ट म्हणजे, रेक्टिलीनियर प्लॅस्टिकच्या वापराच्या बाबतीत इन्फिल पॅटर्न अतिशय कार्यक्षम आहे त्यामुळे ते हनीकॉम्ब (३०% जलद) आणि इतर काही नमुन्यांपेक्षा अधिक वेगाने प्रिंट करते.
सर्वोत्तम अष्टपैलू इन्फिल पॅटर्न असणे आवश्यक आहे. हनीकॉम्ब, अन्यथा क्यूबिक म्हणून ओळखले जाते.
हनीकॉम्ब (क्यूबिक) हा कदाचित सर्वात लोकप्रिय 3D प्रिंटिंग इनफिल पॅटर्न आहे. बरेच 3D प्रिंटर वापरकर्ते याची शिफारस करतील कारण त्यात उत्कृष्ट गुण आणि वैशिष्ट्ये आहेत. मी ते माझ्या बर्याच प्रिंट्ससाठी वापरतो आणि मला त्यात कोणतीही अडचण येत नाही.
हनीकॉम्बची ताकदीच्या दिशेने कमी ताकद असते परंतु सर्व दिशांमध्ये समान ताकद असते ज्यामुळे ते तांत्रिकदृष्ट्या मजबूत होते. एकंदरीत कारण तुम्ही वाद घालू शकता की तुम्ही तुमच्या सर्वात कमकुवत दुव्याइतकेच मजबूत आहात.
हनीकॉम्ब इनफिल पॅटर्न केवळ सौंदर्यदृष्ट्या सुखकारक दिसत नाही, तर ताकदीसाठी अनेक ऍप्लिकेशन्समध्ये त्याचा मोठ्या प्रमाणावर वापर केला जातो. एरोस्पेस ग्रेड कंपोझिट सँडविच पॅनेलमध्ये देखील त्यांच्या भागांमध्ये हनीकॉम्ब पॅटर्न समाविष्ट आहेत्यामुळे तुम्हाला माहीत आहे की त्याने त्याचे पट्टे कमावले आहेत.
लक्षात ठेवा एरोस्पेस उद्योग हा इनफिल पॅटर्न वापरतो ते मुख्यत्वे ताकदीऐवजी उत्पादन प्रक्रियेमुळे. त्यांच्या संसाधनांच्या आधारे ते वापरू शकतील हे सर्वात मजबूत इन्फिल आहे, अन्यथा ते एक जायरॉइड किंवा क्यूबिक पॅटर्न वापरू शकतात.
विशिष्ट सामग्रीसाठी काही इन्फिल पॅटर्न वापरणे खूप कठीण असू शकते जेणेकरून ते जे करू शकतात त्याचा सर्वोत्तम उपयोग करतात. .
हनीकॉम्ब खूप हालचाल वापरतो, याचा अर्थ मुद्रित करणे कमी आहे.
हे देखील पहा: परफेक्ट प्रिंटिंग कसे मिळवायचे & बेड तापमान सेटिंग्जतुमचा आवडता इन्फिल पॅटर्न कोणता आहे? 3Dprinting कडून
मेकॅनिकल कार्यक्षमतेवर इनफिल पॅटर्नचा प्रभाव पाहण्यासाठी वापरकर्त्याद्वारे चाचण्या केल्या गेल्या आणि त्यांना असे आढळले की वापरण्यासाठी सर्वोत्तम नमुने एकतर रेखीय किंवा कर्णरेषेचे आहेत (45° ने रेखीय झुकलेले).
कमी इन्फिल टक्केवारी वापरताना, रेखीय, कर्णरेषा किंवा अगदी षटकोनी (हनीकॉम्ब) पॅटर्नमध्ये फारसा फरक नव्हता आणि हनीकॉम्ब मंद असल्याने, कमी भरणा घनतेवर त्याचा वापर करणे चांगली कल्पना नाही.
उच्च भरण्याच्या टक्केवारीवर, षटकोनीने रेखीय सारखीच यांत्रिक शक्ती दर्शविली, तर कर्णरेषेने प्रत्यक्षात रेखीयपेक्षा 10% अधिक सामर्थ्य दाखवले.
सर्वात मजबूत इन्फिल पॅटर्नची यादी
आमच्याकडे इन्फिल पॅटर्न आहेत जे म्हणून ओळखले जातात एकतर 2D किंवा 3D.
अनेक लोक सरासरी प्रिंटसाठी 2D इन्फिल वापरतील, काही क्विक इनफिल असू शकतात जे कमकुवत मॉडेलसाठी वापरले जातात, परंतु तरीही तुमच्याकडे मजबूत 2D भरणे आहेतेथे.
तुमच्याकडे तुमचे मानक 3D इन्फिल देखील आहेत जे तुमचे 3D प्रिंट केवळ मजबूत बनवण्यासाठीच नव्हे तर सर्व दिशांना मजबूत करण्यासाठी वापरले जातात.
या प्रिंट होण्यासाठी अधिक वेळ लागेल परंतु ते 3D मुद्रित मॉडेल्सच्या यांत्रिक सामर्थ्यामध्ये मोठा फरक करा, कार्यात्मक प्रिंटसाठी उत्तम.
तेथे बरेच वेगवेगळे स्लायसर आहेत हे लक्षात ठेवणे चांगले आहे, परंतु तुम्ही Cura, Simplify3D, Slic3r, Makerbot वापरत असलात तरी किंवा प्रुसा येथे या मजबूत इनफिल पॅटर्नच्या आवृत्त्या असतील, तसेच काही सानुकूल पॅटर्न असतील.
सर्वात मजबूत इनफिल नमुने आहेत:
- ग्रिड – 2D भरणे
- त्रिकोण – 2D भरणे
- त्रि-षटकोन – 2D भरणे
- क्यूबिक – 3D भरणे
- क्यूबिक (उपविभाग) – 3D भरणे आणि क्यूबिकपेक्षा कमी सामग्री वापरते
- Octet – 3D infill
- क्वार्टर क्यूबिक – 3D infill
- Gyroid – कमी वजनात वाढलेली ताकद
Gyroid आणि rectilinear हे दोन इतर उत्तम पर्याय आहेत जे यासाठी ओळखले जातात. उच्च शक्ती असणे. जेव्हा तुमची भरण घनता कमी असते तेव्हा Gyroid ला मुद्रित करण्यात अडचण येऊ शकते त्यामुळे गोष्टी योग्य होण्यासाठी काही चाचणी आणि त्रुटी लागतील.
क्यूबिक उपविभाग हा एक प्रकार आहे जो खूप मजबूत आहे आणि मुद्रित करण्यासाठी देखील जलद आहे. यात 3 मिती आणि लांब सरळ छपाई पथांमध्ये अप्रतिम ताकद आहे ज्यामुळे ते जलद इन्फिल लेयर्स मिळतात.
अल्टिमेकरमध्ये इनफिल सेटिंग्जबद्दल एक अतिशय माहितीपूर्ण पोस्ट आहे जी घनता, नमुने, लेयरची जाडी आणि इतर अनेक तपशील देते.अधिक जटिल विषय भरा.सर्वात मजबूत इन्फिल टक्केवारी काय आहे
भागांच्या मजबुतीसाठी आणखी एक महत्त्वाचा घटक म्हणजे इन्फिल टक्केवारी जे भागांना अधिक संरचनात्मक अखंडता देते.
तुम्ही याचा विचार केल्यास, साधारणपणे मध्यभागी अधिक प्लास्टिक असते. एका भागाचा, तो जितका मजबूत असेल तितकाच बल अधिक वस्तुमान तोडावा लागेल.
येथे स्पष्ट उत्तर असे आहे की 100% भरणे ही सर्वात मजबूत भरण्याची टक्केवारी असेल, परंतु त्यात आणखी बरेच काही आहे. आम्हाला छपाईचा वेळ आणि सामग्रीचा भाग सामर्थ्याने समतोल साधावा लागेल.
3D प्रिंटर वापरकर्ते लागू केलेली सरासरी इन्फिल घनता 20% आहे, तसेच अनेक स्लाइसर प्रोग्राममध्ये डीफॉल्ट आहे.
हे खूप चांगले आहे दिसण्यासाठी बनवलेल्या भागांसाठी घनता भरणे आणि ते लोड-बेअरिंग नसलेले आहेत परंतु कार्यक्षम भागांसाठी ज्यांना ताकद आवश्यक आहे, आम्ही निश्चितपणे उच्च जाऊ शकतो.
हे जाणून घेणे चांगले आहे की एकदा तुम्ही 50 सारख्या खूप उच्च फिलामेंट टक्केवारीवर पोहोचलात. %, ते तुमचे भाग किती अधिक बळकट करते यावर मोठा घटणारा परतावा आहे.
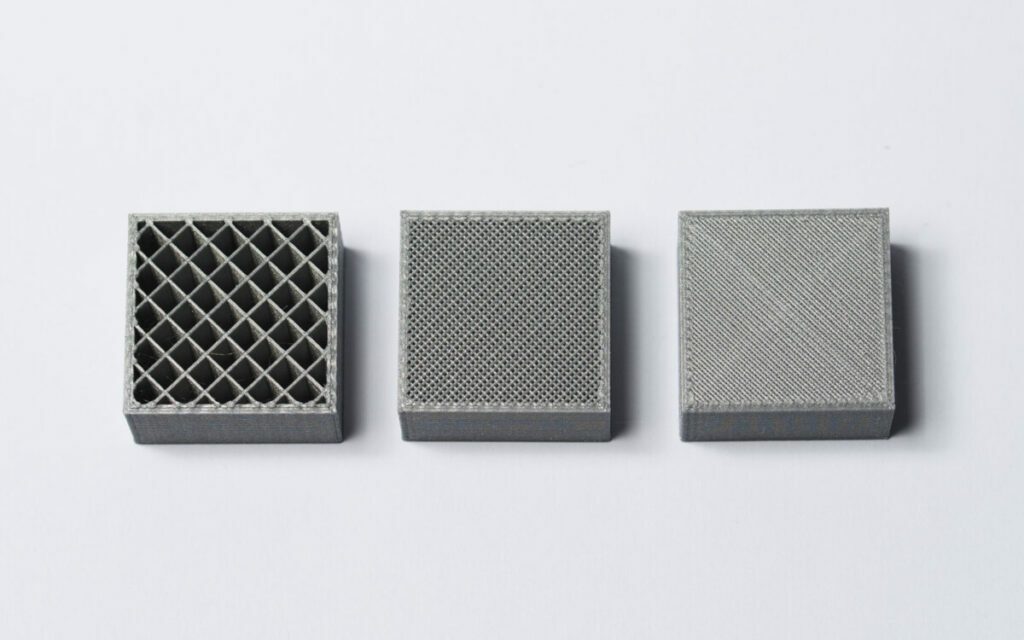 भरण्याची टक्केवारी 20% (डावीकडे), 50% (मध्यभागी) आणि 75% (उजवीकडे) स्रोत: Hubs.com
भरण्याची टक्केवारी 20% (डावीकडे), 50% (मध्यभागी) आणि 75% (उजवीकडे) स्रोत: Hubs.com75% च्या वर जाणे बहुधा अनावश्यक असते त्यामुळे तुमचे फिलामेंट वाया घालवण्याआधी हे लक्षात ठेवा. ते तुमचे भाग देखील जड बनवतात ज्यामुळे ते भौतिकशास्त्र आणि बलामुळे तुटण्याची शक्यता अधिक असते कारण वस्तुमान x प्रवेग = नेट फोर्स.
जलद इन्फिल पॅटर्न काय आहे?
जलद इन्फिल नमुना ओळी असणे आवश्यक आहेपॅटर्न जो तुम्ही व्हिडिओ आणि चित्रांमध्ये पाहिला असेल.
हा कदाचित सर्वात लोकप्रिय इनफिल पॅटर्न आहे आणि अनेक स्लायसर सॉफ्टवेअरमध्ये ते डीफॉल्ट आहेत. यात योग्य प्रमाणात ताकद आहे आणि कमी प्रमाणात फिलामेंट वापरते, त्यामुळे कोणताही पॅटर्न नसतानाही ते सर्वात जलद इनफिल पॅटर्न बनवते.
कोणते इतर घटक 3D प्रिंट्स मजबूत करतात?
तुम्ही मजबुती, भिंतीची जाडी किंवा भिंतींच्या संख्येसाठी इनफिल पॅटर्न शोधण्यासाठी येथे आला असला तरीही भागाच्या मजबुतीवर मोठा प्रभाव पडतो आणि इतर अनेक घटक आहेत. सशक्त 3D प्रिंट्ससाठी एक उत्तम संसाधन हे GitHub पोस्ट आहे.
खरं तर एक छान उत्पादन आहे जे तुमचे 3D प्रिंट केलेले भाग मजबूत बनवू शकते जे काही 3D प्रिंटर वापरकर्त्यांद्वारे लागू केले जाते. याला स्मूथ-ऑन XTC-3D हाय परफॉर्मन्स कोटिंग म्हणतात.
हे 3D प्रिंट्सला एक गुळगुळीत फिनिश देण्यासाठी बनवले गेले आहे, परंतु ते 3D भागांना थोडे मजबूत बनवण्याचा परिणाम देखील करते, कारण ते बाहेरील बाजूस कोट जोडते. .
फिलामेंट क्वालिटी
सर्व फिलामेंट सारखे बनवलेले नसतात त्यामुळे तुम्हाला सर्वोत्तम गुणवत्तेसाठी प्रतिष्ठित, विश्वासार्ह ब्रँडकडून फिलामेंट्स मिळत असल्याची खात्री करा. मी अलीकडेच 3D मुद्रित भाग किती काळ टिकतात याबद्दल एक पोस्ट केली आहे ज्यात याबद्दल माहिती आहे की ते तपासण्यासाठी विनामूल्य आहे.
फिलामेंट ब्लेंड/कंपोजिट्स
बरेच फिलामेंट तयार केले गेले आहेत मजबूत ज्याचा तुम्ही फायदा घेऊ शकता. नेहमीच्या पीएलए वापरण्यापेक्षा, तुम्ही करू शकतालाकूड, कार्बन फायबर, तांबे आणि बरेच काही यासारख्या इतर सामग्रीसह मिश्रित असलेल्या PLA प्लस किंवा PLA ची निवड करा.
माझ्याकडे एक अल्टिमेट फिलामेंट मार्गदर्शक आहे ज्यामध्ये अनेक भिन्न फिलामेंट सामग्रीचा तपशील आहे.<1
प्रिंट ओरिएंटेशन
ही एक सोपी पण दुर्लक्षित पद्धत आहे जी तुमची प्रिंट मजबूत करू शकते. तुमच्या प्रिंट्सचे कमकुवत बिंदू नेहमी लेयर लाइन्स असतील.
या छोट्या प्रयोगातील माहिती तुम्हाला प्रिंटिंगसाठी तुमचे भाग कसे ठेवायचे याबद्दल अधिक चांगल्या प्रकारे समजून घेईल. तुमचा भाग ४५ अंश फिरवण्याइतके सोपे तुमच्या प्रिंटच्या ताकदीच्या दुपटीपेक्षा जास्त असू शकते.
किंवा, जर तुम्हाला जास्त सामग्रीचा वापर आणि मुद्रणाचा वेळ काही फरक पडत नसेल, तर तुम्ही चुकीचे होऊ शकत नाही. “ठोस” प्रिंट डेन्सिटी कॉन्फिगरेशनसह.
अॅनिसोट्रॉपिक नावाचा एक विशेष शब्द आहे ज्याचा अर्थ असा आहे की वस्तूची बहुतेक शक्ती Z दिशेऐवजी XY दिशेने असते. काही प्रकरणांमध्ये Z अक्ष तणाव XY अक्ष तणावापेक्षा 4-5 पट कमकुवत असू शकतो.
भाग 1 आणि 3 सर्वात कमकुवत होते कारण इन्फिलची पॅटर्न दिशा ऑब्जेक्टच्या कडांना समांतर होती. याचा अर्थ भागाची मुख्य ताकद पीएलएच्या कमकुवत बाँडिंग ताकदीची होती, जी लहान भागांमध्ये फारच कमी असेल.
फक्त तुमचा भाग ४५ अंश फिरवल्याने तुमचे मुद्रित भाग दुप्पट करण्याची क्षमता असते. ताकद.
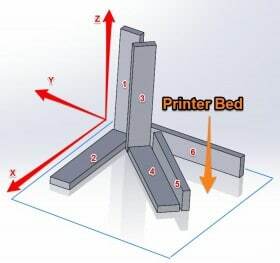 स्रोत: Sparxeng.com
स्रोत: Sparxeng.com ची संख्याशेल/परिमिती
शेल्सची व्याख्या सर्व बाह्य भाग किंवा मॉडेलच्या बाहेरील बाजूस केली जाते जी प्रत्येक लेयरची बाह्यरेखा किंवा बाह्य परिमिती असतात. सोप्या भाषेत सांगायचे तर ते प्रिंटच्या बाहेरील स्तरांची संख्या असते.
शेलचा भाग मजबुतीवर मोठा प्रभाव पडतो, जेथे फक्त एक अतिरिक्त शेल जोडल्याने तांत्रिकदृष्ट्या त्याच भागाला अतिरिक्त 15% मजबुती मिळू शकते. 3D मुद्रित भागावर भरा.
मुद्रित करताना, शेल हे भाग असतात जे प्रत्येक लेयरसाठी प्रथम छापले जातात. लक्षात ठेवा, हे केल्याने अर्थातच तुमचा छपाईचा वेळ वाढेल त्यामुळे व्यापार बंद होईल.
शेलची जाडी
तसेच तुमच्या प्रिंट्समध्ये शेल जोडून तुम्ही वाढवू शकता. भागाची मजबुती वाढवण्यासाठी शेलची जाडी.
जेव्हा भागांना सँड डाऊन किंवा पोस्ट-प्रक्रिया करणे आवश्यक असते तेव्हा हे बरेच काही केले जाते कारण ते भाग दूर जाते. अधिक शेलची जाडी तुम्हाला भाग खाली सँड करण्यास आणि तुमच्या मॉडेलचे मूळ स्वरूप दिसण्यास अनुमती देते.
शेलची जाडी सामान्यत: तुमच्या नोझलच्या व्यासाच्या गुणाकारावर मोजली जाते मुख्यतः प्रिंट अपूर्णता टाळण्यासाठी.
भिंतींची संख्या आणि भिंतीची जाडी देखील कार्यात येते, परंतु आधीच तांत्रिकदृष्ट्या शेलचा भाग आहे आणि त्याचे उभ्या भाग आहेत.
ओव्हर एक्सट्रूडिंग
तुमच्यामध्ये सुमारे 10-20% ओव्हर एक्सट्रूझन सेटिंग्ज तुमच्या भागांना अधिक ताकद देईल, परंतु तुम्हाला सौंदर्यशास्त्र आणि अचूकता कमी दिसेल. शोधण्यासाठी काही चाचणी आणि त्रुटी लागू शकतातफ्लो रेट ज्यामध्ये तुम्ही आनंदी आहात त्यामुळे ते तुमच्या फायद्यासाठी वापरा.
लहान स्तर
My3DMatter ला आढळले की खालच्या स्तराची उंची 3D मुद्रित ऑब्जेक्ट कमकुवत करते, जरी हे निर्णायक नाही आणि कदाचित अनेक आहेत या दाव्यावर परिणाम करणारे व्हेरिएबल्स.
तथापि, येथे ट्रेड-ऑफ असा आहे की 0.4 मिमी नोझलपासून 0.2 मिमी नोझलवर गेल्याने तुमचा प्रिंटिंग वेळ दुप्पट होईल जे बहुतेक लोक यापासून दूर राहतील.
खरोखर सशक्त 3D मुद्रित भागासाठी तुमच्याकडे एक चांगला भराव नमुना आणि टक्केवारी असणे आवश्यक आहे, भरण्याची रचना स्थिर करण्यासाठी ठोस स्तर जोडा, वरच्या आणि खालच्या स्तरांवर तसेच बाह्य (शेल) अधिक परिमिती जोडा.
एकदा तुम्ही हे सर्व घटक एकत्र केलेत की तुमच्याकडे अत्यंत टिकाऊ आणि मजबूत भाग असेल.
तुम्हाला उत्तम दर्जाचे 3D प्रिंट आवडत असल्यास, तुम्हाला Amazon वरील AMX3d Pro ग्रेड 3D प्रिंटर टूल किट आवडेल. हा 3D प्रिंटिंग टूल्सचा एक मुख्य संच आहे जो तुम्हाला काढून टाकण्यासाठी, स्वच्छ करण्यासाठी आणि स्वच्छ करण्यासाठी आवश्यक असलेली प्रत्येक गोष्ट देतो. तुमचे 3D प्रिंट पूर्ण करा.
हे तुम्हाला हे करण्याची क्षमता देते:
- तुमचे 3D प्रिंट्स सहजतेने साफ करा - 13 चाकू ब्लेड आणि 3 हँडल, लांब चिमटे, सुई नाकासह 25-तुकड्यांची किट पक्कड, आणि गोंद स्टिक.
- फक्त 3D प्रिंट काढून टाका – काढण्याच्या 3 विशेष साधनांपैकी एक वापरून तुमच्या 3D प्रिंट्सचे नुकसान करणे थांबवा
- तुमच्या 3D प्रिंट्स उत्तम प्रकारे पूर्ण करा – 3-पीस, 6- टुल प्रिसिजन स्क्रॅपर/पिक/नाइफ ब्लेड कॉम्बो उत्कृष्ट फिनिश मिळविण्यासाठी लहान छिद्रांमध्ये प्रवेश करू शकतो
- बन