
අන්තර්ගත වගුව
ඔබ ත්රිමාණ මුද්රණය කරන විට පිරවුම් රටා පහසුවෙන් නොසලකා හැරිය හැකි නමුත් ඒවා ඔබේ ගුණාත්මක භාවයේ විශාල වෙනසක් ඇති කරයි. මම නිතරම කල්පනා කරන්නේ කුමන පිරවුම් රටාව ශක්තිමත්මද යන්නයි, එබැවින් මම මෙම සටහන ලියන්නේ එයට පිළිතුරු දීමට සහ එය අනෙකුත් ත්රිමාණ මුද්රණ විනෝදාංශකරුවන් සමඟ බෙදා ගැනීමට ය.
ඉතින්, ශක්තිමත්ම පිරවුම් රටාව කුමක්ද? එය ඔබගේ ත්රිමාණ මුද්රණයේ යෙදීම මත රඳා පවතින නමුත් සාමාන්යයෙන්, පැණි වද රටාව එහි ඇති ප්රබලම සර්ව සම්පූර්ණ පිරවුම් රටාව වේ. තාක්ෂණිකව ගත් කල, සෘජුකෝණාස්ර රටාව බලයේ දිශාව ගණනය කරන විට ප්රබලම රටාව වේ, නමුත් ප්රතිවිරුද්ධ දිශාවට දුර්වල වේ.
සියල්ලටම ගැලපෙන එක් ප්රමාණයේ පිරවුම් රටාවක් නොමැත, එම නිසා එහි ඇත. බොහෝ පිරවුම් රටා ප්රථමයෙන් එහි තිබේ මන්ද සමහරක් ක්රියාකාරීත්වය කුමක්ද යන්න මත අනෙක් ඒවාට වඩා හොඳ ය.
ආරම්භක රටා ශක්තිය සහ කොටස් ශක්තිය සඳහා අනෙකුත් වැදගත් සාධක පිළිබඳ වැඩිදුර තොරතුරු ලබා ගැනීමට කියවන්න.
ඔබේ ත්රිමාණ මුද්රණ යන්ත්ර සඳහා හොඳම මෙවලම් සහ උපාංග කිහිපයක් දැකීමට ඔබ කැමති නම්, ඔබට Amazon හි පරීක්ෂා කිරීමෙන් ඒවා පහසුවෙන් සොයා ගත හැක. මම එහි ඇති හොඳම නිෂ්පාදන කිහිපයක් සඳහා පෙරා ගත්තෙමි, ඒ නිසා හොඳින් බලන්න.
ප්රබලම පිරවුම් රටාව කුමක්ද?
සොයාගත් දේ පිළිබඳ 2016 අධ්යයනයක් 100% පිරවුමක් සහිත සෘජුකෝණාස්ර රටාවක එකතුවක් 36.4 Mpa අගයකින් ඉහළම ආතන්ය ශක්තිය පෙන්නුම් කරයි.
මෙය පරීක්ෂණයක් සඳහා පමණක් වූ නිසා ඔබ එසේ නොකරනු ඇත.ත්රිමාණ මුද්රණ ප්රෝ! 100% පිරවුම භාවිතා කිරීමට අවශ්ය නමුත් එය මෙම පිරවුම් රටාවේ සැබෑ සඵලතාවය පෙන්නුම් කරයි.
ප්රබලම පිරවුම් රටාව සෘජුකෝණාශ්රය වේ, නමුත් එය බල දිශාවට පෙළගස්වන විට පමණක් එහි දුර්වලතා ඇති බැවින් මෙය මතක තබා ගන්න .
අපි බලයේ නිශ්චිත දිශාව ගැන කතා කරන විට, සෘජුකෝණාශ්රය පිරවුම් රටාව බලයේ දිශාවට ඉතා ප්රබල වේ, නමුත් බලයේ දිශාවට සාපේක්ෂව දුර්වල වේ.
පුදුමයට කරුණක් නම්, සෘජුකෝණාස්රය ප්ලාස්ටික් භාවිතය සම්බන්ධයෙන් පුරවන රටාව ඉතා කාර්යක්ෂම වන නිසා එය පැණි වදයට වඩා (30% වේගවත්) සහ තවත් රටා කිහිපයක් මුද්රණය කරයි.
හොඳම සම්පූර්ණ පිරවුම් රටාව විය යුතුය. honeycomb, වෙනත් ආකාරයකින් cubic ලෙස හැඳින්වේ.
Moneycomb (cubic) බොහෝ විට එහි ඇති වඩාත්ම ජනප්රිය 3D මුද්රණ පිරවුම් රටාව විය හැකිය. බොහෝ ත්රිමාණ මුද්රණ යන්ත්ර භාවිතා කරන්නන් එය නිර්දේශ කරනු ඇත්තේ එහි එවැනි විශිෂ්ට ගුණාංග සහ ලක්ෂණ ඇති බැවිනි. මම එය මගේ බොහෝ මුද්රණ සඳහා භාවිතා කරන අතර මට එහි කිසිදු ගැටළුවක් නොමැත.
පැණි වදයට බලයේ දිශාවට අඩු ශක්තියක් ඇති නමුත් එය තාක්ෂණිකව ශක්තිමත් කරන සෑම දිශාවකටම සමාන ශක්තියක් ඇත. සමස්තයක් වශයෙන් ඔබට තර්ක කළ හැක්කේ ඔබ ඔබේ දුර්වලම සම්බන්ධකය තරම්ම පමණක් බව ඔබට තර්ක කළ හැකිය.
මධු වද පිරවීමේ රටාව සෞන්දර්යාත්මක ලෙස පෙනෙනවා පමණක් නොව, එය ශක්තිය සඳහා බොහෝ යෙදුම්වල බහුලව භාවිතා වේ. අභ්යවකාශ ශ්රේණියේ සංයුක්ත සැන්ඩ්විච් පැනල්වල පවා ඒවායේ කොටස්වල පැණි වද රටාව ඇතුළත් වේඑබැවින් එය එහි ඉරි උපයාගෙන ඇති බව ඔබ දන්නවා.
මතක තබා ගන්න අභ්යවකාශ කර්මාන්තය ප්රධාන වශයෙන් නිෂ්පාදන ක්රියාවලිය නිසා මෙම පිරවුම් රටාව භාවිතා කරයි ශක්තියට වඩා. එය ඔවුන්ගේ සම්පත් මත ඔවුන්ට භාවිතා කළ හැකි ශක්තිමත්ම පිරවුමයි, එසේ නොමැතිනම් ඔවුන් ගයිරොයිඩ් හෝ ඝනක රටාවක් භාවිතා කළ හැකිය.
ඇතැම් ද්රව්ය සඳහා සමහර පිරවුම් රටා භාවිතා කිරීම තරමක් අපහසු විය හැකි නිසා ඔවුන් කළ හැකි දෙයින් උපරිම ප්රයෝජන ගනී. .
පැණි වදය බොහෝ චලනයන් භාවිතා කරයි, එයින් අදහස් වන්නේ එය මුද්රණය කිරීම මන්දගාමී වේ.
ඔබේ ප්රියතම පිරවුම් රටාව කුමක්ද? 3Dprinting වෙතින්
යාන්ත්රික ක්රියාකාරිත්වයට පිරවුම් රටා වල බලපෑම බැලීමට පරිශීලකයෙකු විසින් පරීක්ෂණ සිදු කරන ලද අතර ඔවුන් භාවිතා කිරීමට හොඳම රටා රේඛීය හෝ විකර්ණ (රේඛීය 45°කින් ඇලවී ඇත) බව සොයා ගත්හ.
අඩු පිරවුම් ප්රතිශත භාවිතා කරන විට, රේඛීය, විකර්ණ හෝ ෂඩාස්ර (පැණි වද) රටා අතර වැඩි වෙනසක් නොතිබූ අතර පැණි වදය මන්දගාමී බැවින්, අඩු පිරවුම් ඝනත්වයකින් එය භාවිතා කිරීම හොඳ අදහසක් නොවේ.
වැඩි පිරවුම් ප්රතිශතවලදී, ෂඩාස්ර රේඛීය ලෙස සමාන යාන්ත්රික ශක්තියක් පෙන්නුම් කරන අතර, විකර්ණ ඇත්ත වශයෙන්ම රේඛීය අගයට වඩා 10% වැඩි ශක්තියක් පෙන්නුම් කරයි.
ප්රබලම පිරවුම් රටා ලැයිස්තුව
අපට පිරවුම් රටා ඇත. 2D හෝ 3D.
බොහෝ අය සාමාන්ය මුද්රණය සඳහා 2D පිරවුම් භාවිතා කරනු ඇත, සමහරක් දුර්වල මාදිලි සඳහා භාවිතා කරන ඉක්මන් පිරවුම් විය හැක, නමුත් ඔබට තවමත් ශක්තිමත් 2D පිරවුම් ඇතඑහි.
ඔබේ සම්මත ත්රිමාණ පිරවුම් ද ඔබ සතුව ඇත, ඒවා ඔබේ ත්රිමාණ මුද්රණ ශක්තිමත් කිරීමට පමණක් නොව, බලයේ සෑම දිශාවකටම වඩා ශක්තිමත් කිරීමට භාවිතා කරයි.
මේවා මුද්රණය කිරීමට වැඩි කාලයක් ගතවනු ඇත, නමුත් ඒවා ත්රිමාණ මුද්රිත මාදිලිවල යාන්ත්රික ශක්තියේ විශාල වෙනසක් කරන්න, ක්රියාකාරී මුද්රණ සඳහා විශිෂ්ටයි.
එහි විවිධ ස්ලයිසර් තිබේ, නමුත් ඔබ Cura, Simplify3D, Slic3r, Makerbot භාවිතා කරන්නේද යන්න මතක තබා ගැනීම හොඳය. හෝ Prusa මෙම ශක්තිමත් පිරවුම් රටා වල අනුවාද මෙන්ම සමහර අභිරුචි රටා ද ඇත.
ප්රබලම පිරවුම් රටා වනුයේ:
- Grid – 2D infill
- ත්රිකෝණ – 2D infill
- Tri-Hexagon – 2D infill
- Cubic – 3D infill
- Cubic (subdivision) – 3D infill සහ Cubic වලට වඩා අඩු ද්රව්ය භාවිතා කරයි
- Octet – 3D infill
- Quarter Cubic – 3D infill
- Gyroid – අඩු බරේදී ශක්තිය වැඩි වීම
Gyroid සහ rectilinear යනු ප්රසිද්ධ තවත් විශිෂ්ට තේරීම් දෙකකි. ඉහළ ශක්තියක් තිබීම. ඔබේ පිරවුම් ඝනත්වය අඩු වූ විට Gyroid හට මුද්රණය කිරීමේ ගැටලුවක් ඇති විය හැකි නිසා එය දේවල් නිවැරදි කර ගැනීමට යම් අත්හදා බැලීමක් සහ දෝෂයක් ගත වනු ඇත.
Cubic subdivision යනු ඉතා ශක්තිමත් සහ මුද්රණය කිරීමට වේගවත් වන වර්ගයකි. එය මානයන් 3කින් සහ දිගු සෘජු මුද්රණ මාර්ග වලින් විශ්මිත ශක්තියකින් යුක්ත වන අතර එමඟින් එයට ඉක්මන් පිරවුම් ස්ථර ලබා දෙයි.
Ultimaker සතුව ඝනත්වය, රටා, ස්ථර ඝණකම සහ තවත් බොහෝ දේ පිළිබඳ විස්තර සපයන පිරවුම් සැකසුම් පිළිබඳ ඉතා තොරතුරු සහිත පෝස්ටුවක් ඇත.වඩාත් සංකීර්ණ පිරවුම් මාතෘකා.ප්රබලම පිරවුම් ප්රතිශතය කුමක්ද
කොටස් ශක්තිය සඳහා තවත් වැදගත් සාධකයක් වන්නේ කොටස් වලට වඩා ව්යුහාත්මක අඛණ්ඩතාවක් ලබා දෙන පිරවුම් ප්රතිශතයයි.
ඔබ ඒ ගැන සිතන්නේ නම්, සාමාන්යයෙන් මැද ප්ලාස්ටික් වැඩි වේ කොටසක, එය වඩාත් ශක්තිමත් වනු ඇත, මන්ද බලයට වැඩි ස්කන්ධයක් හරහා බිඳී යාමට සිදුවනු ඇත.
බලන්න: UV දුම්මල විෂ වීම - 3D මුද්රණ දුම්මල ආරක්ෂිතද භයානකද?මෙහි පැහැදිලි පිළිතුර නම්, 100% පිරවීම ශක්තිමත්ම පිරවුම් ප්රතිශතය වනු ඇත, නමුත් එයට තවත් බොහෝ දේ ඇත. අපට මුද්රණ කාලය සහ ද්රව්ය කොටස් ශක්තියෙන් සමතුලිත කළ යුතුය.
ත්රිමාණ මුද්රණ යන්ත්ර භාවිතා කරන්නන් යොදන සාමාන්ය පිරවුම් ඝණත්වය 20% වන අතර එය බොහෝ ස්ලයිසර් වැඩසටහන් වල පෙරනිමිය වේ.
එය විශිෂ්ටයි. පෙනුම සඳහා සාදන ලද සහ බර දරාගත නොහැකි නමුත් ශක්තිය අවශ්ය ක්රියාකාරී කොටස් සඳහා පිරවුම් ඝණත්වය, අපට අනිවාර්යයෙන්ම ඉහළ යා හැක.
ඔබ 50 වැනි ඉතා ඉහළ සූතිකා ප්රතිශතයක් ලබා ගත් පසු බව දැන ගැනීම හොඳය. %, එය ඔබේ කොටස් කොපමණ වැඩියෙන් ශක්තිමත් කරයිද යන්න මත විශාල අඩුවන ප්රතිලාභ ඇත.
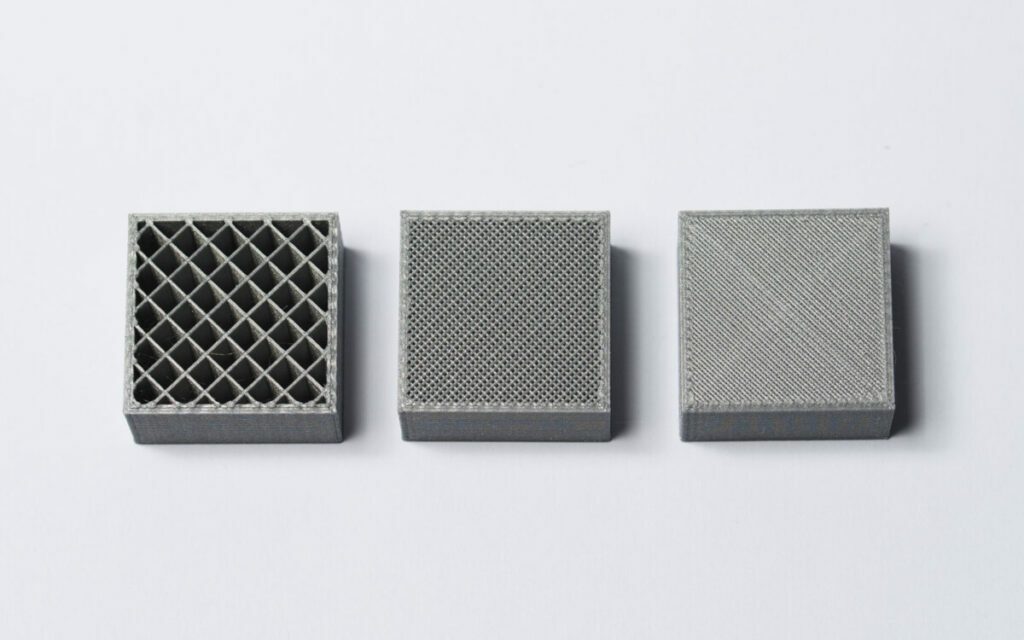 20% (වමේ), 50% (මැද) සහ 75% (දකුණ) සිට පිරවුම් ප්රතිශතයක් මූලාශ්රය: Hubs.com
20% (වමේ), 50% (මැද) සහ 75% (දකුණ) සිට පිරවුම් ප්රතිශතයක් මූලාශ්රය: Hubs.com75% ට වඩා වැඩි වීම බොහෝ දුරට අනවශ්ය බැවින් ඔබේ සූත්රිකාව අපතේ යාමට පෙර මෙය මතක තබා ගන්න. Mass x Acceleration = Net Force නිසා භෞතික විද්යාව සහ බලය හේතුවෙන් ඒවා බිඳී යාමට ඉඩ ඇති ඔබේ කොටස් බර වැඩි කරයි.
ඉක්මන්ම පිරවුම් රටාව කුමක්ද?
ඉක්මන් පිරවුම රටාව රේඛා විය යුතුයඔබ වීඩියෝ සහ පින්තූරවල දැක ඇති රටාව.
මෙය බොහෝ විට ජනප්රිය පිරවුම් රටාව වන අතර එහි ඇති බොහෝ ස්ලයිසර් මෘදුකාංගවල පෙරනිමිය වේ. එයට හොඳ ශක්තියක් ඇති අතර අඩු සූතිකා ප්රමාණයක් භාවිතා කරයි, එය එහි ඇති වේගවත්ම පිරවුම් රටාව බවට පත් කරයි, කිසිඳු රටාවක් නොමැති වීම හැර.
3D මුද්රණ ශක්තිමත් කරන වෙනත් සාධක මොනවාද?
0>ඔබ මෙහි ප්රබලතාව, බිත්ති ඝණත්වය හෝ බිත්ති ගණන සඳහා පිරවුම් රටා සොයමින් මෙහි පැමිණියද, කොටස් ප්රබලතාවයට විශාල බලපෑමක් ඇති කරන අතර තවත් බොහෝ සාධක ඇත. ශක්තිමත් ත්රිමාණ මුද්රණ සඳහා විශිෂ්ට සම්පතක් වන්නේ මෙම GitHub සටහනයි.ඇත්ත වශයෙන්ම ඔබේ ත්රිමාණ මුද්රිත කොටස් සමහර ත්රිමාණ මුද්රණ යන්ත්ර භාවිතා කරන්නන් විසින් ක්රියාවට නංවන ලද ත්රිමාණ මුද්රිත කොටස් ශක්තිමත් කළ හැකි ඉතා හොඳ නිෂ්පාදනයක් ඇත. එය Smooth-On XTC-3D High Performance Coating ලෙස හඳුන්වයි.
එය ත්රිමාණ මුද්රණවලට සුමට නිමාවක් ලබා දීම සඳහා නිර්මාණය කර ඇතත්, පිටතින් වටේට කබායක් එක් කරන බැවින් ත්රිමාණ කොටස් තරමක් ශක්තිමත් කිරීමේ බලපෑමක් ද ඇත. .
සූත්රිකාවේ ගුණාත්මකභාවය
සියලු සූත්රිකාව එක හා සමානව සාදා නොමැති නිසා ඔබට එහි ඇති හොඳම තත්ත්වය සඳහා පිළිගත්, විශ්වාසදායී සන්නාමයකින් සූතිකා ලබා ගැනීමට වග බලා ගන්න. මම මෑතකදී 3D මුද්රිත කොටස් අවසන් කොපමණ කාලයක් ගැන සටහනක් තැබුවෙමි, එහි මේ පිළිබඳ තොරතුරු නොමිලේ පරීක්ෂා කර බලන්න.
සූතිකා මිශ්රණය/සංයුක්ත
සූත්රිකා ගොඩක් සෑදීමට සංවර්ධනය කර ඇත. ඔබට ප්රයෝජන ගත හැකි ශක්තිමත්. සුපුරුදු PLA භාවිතා කරනවාට වඩා, ඔබට පුළුවන්දැව, කාබන් ෆයිබර්, තඹ සහ තවත් බොහෝ ද්රව්ය සමඟ මිශ්ර කර ඇති PLA plus හෝ PLA සඳහා තෝරා ගන්න.
විවිධ සූතිකා ද්රව්ය බොහෝමයක් විස්තර කරන Ultimate Filament Guide එකක් මා සතුව ඇත.
මුද්රණ දිශානතිය
මෙය ඔබේ මුද්රණ ශක්තිමත් කළ හැකි සරල නමුත් නොසලකා හරින ලද ක්රමයකි. ඔබේ මුද්රණවල දුර්වල ස්ථාන සැම විටම ස්ථර රේඛා වනු ඇත.
මෙම කුඩා අත්හදා බැලීමේ තොරතුරු ඔබට මුද්රණය සඳහා ඔබේ කොටස් ස්ථානගත කරන්නේ කෙසේද යන්න පිළිබඳව වඩා හොඳ අවබෝධයක් ලබා දිය යුතුය. එය ඔබේ මුද්රණයේ ශක්තිය මෙන් දෙගුණයකට වඩා අංශක 45 කින් කරකැවීම තරම් පහසු විය හැකිය.
නැතහොත්, අතිරික්ත ද්රව්ය භාවිතය සහ දිගු මුද්රණ වේලාවන් ඔබට ප්රශ්නයක් නොවන්නේ නම්, ඔබට වරදින්නේ නැත. "ඝන" මුද්රණ ඝනත්ව වින්යාසය සමඟින්.
ඇනිසොට්රොපික් නම් විශේෂ යෙදුමක් ඇත, එයින් අදහස් වන්නේ වස්තුවකට එහි ශක්තියෙන් වැඩි ප්රමාණයක් Z දිශාවට වඩා XY දිශාවේ ඇති බවයි. සමහර අවස්ථාවලදී Z අක්ෂය ආතතිය XY අක්ෂ ආතතියට වඩා 4-5 ගුණයකින් දුර්වල විය හැක.
1 සහ 3 කොටස් දුර්වලම වූයේ පිරවුමේ රටා දිශාව වස්තුවේ දාරවලට සමාන්තර වූ බැවිනි. මෙයින් අදහස් කළේ කොටසෙහි ඇති ප්රධාන ශක්තිය PLA හි දුර්වල බන්ධන ශක්තියෙන් වන අතර එය කුඩා කොටස්වල ඉතා කුඩා වනු ඇත.
ඔබේ කොටස අංශක 45 කින් කරකැවීමෙන් ඔබේ මුද්රිත කොටස් ප්රමාණය මෙන් දෙගුණයක් ලබා දීමට හැකියාව ඇත. ශක්තිය.
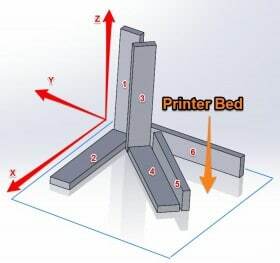 මූලාශ්රය: Sparxeng.com
මූලාශ්රය: Sparxeng.comසංඛ්යාවකවච/පරිමිති
කවච යනු සියලුම බාහිර කොටස් හෝ එක් එක් ස්ථරයේ දළ සටහන් හෝ පිටත පරිමිතිය වන ආකෘතියේ පිටත ආසන්න වශයෙන් අර්ථ දැක්වේ. සරලව කිවහොත් ඒවා මුද්රණයක පිටත ඇති ස්තර ගණනයි.
ෂෙල් කොටස් ප්රබලතාවයට විශාල බලපෑමක් ඇති කරයි, එහිදී එක් අමතර කවචයක් පමණක් එකතු කිරීමෙන් තාක්ෂණික වශයෙන් එම කොටසම අමතර 15%ක් ලෙස ශක්තිය ලබා දිය හැකිය. ත්රිමාණ මුද්රිත කොටසකට පුරවන්න.
මුද්රණය කිරීමේදී, ෂෙල් යනු එක් එක් ස්ථරයක් සඳහා පළමුව මුද්රණය කරන කොටස් වේ. මතක තබා ගන්න, මෙය කිරීමෙන් ඔබේ මුද්රණ කාලය වැඩි වනු ඇත, එබැවින් වෙළඳාමක් සිදු වේ.
Shell thickness
මෙන්ම ඔබේ මුද්රණවලට ෂෙල් එකතු කිරීමෙන් ඔබට වැඩි කළ හැක. කොටසේ ශක්තිය වැඩි කිරීම සඳහා කවචයේ ඝණකම.
මෙය බොහෝ විට සිදු කරනුයේ කොටස් වැලි දැමීමට හෝ පසු සැකසීමට අවශ්ය වූ විට එය කොටස අඳින බැවිනි. කවචයේ ඝනකම වැඩි වීම ඔබට එම කොටස වැලි කිරීමට සහ ඔබේ ආකෘතියේ මුල් පෙනුම ලබා ගැනීමට ඉඩ සලසයි.
ප්රධාන වශයෙන් මුද්රණ දෝෂ මඟහරවා ගැනීම සඳහා කවචයේ ඝණකම සාමාන්යයෙන් ඔබේ තුණ්ඩ විෂ්කම්භයේ ගුණාකාරයකින් අගය කරනු ලැබේ.
බිත්ති ගණන සහ බිත්ති ඝණත්වය ද ක්රියාත්මක වේ, නමුත් දැනටමත් තාක්ෂණිකව කවචයේ කොටසක් වන අතර එය සිරස් කොටස් වේ.
බලන්න: ස්ථර රේඛා ලබා නොගෙන ත්රිමාණ මුද්රණය කරන ආකාරය 8 ක්Over Extruding
ඔබේ නිස්සාරණයෙන් 10-20% පමණ සැකසීම් ඔබේ කොටස් වලට වැඩි ශක්තියක් ලබා දෙනු ඇත, නමුත් සෞන්දර්යය සහ නිරවද්යතාවයේ අඩුවීමක් ඔබට පෙනෙනු ඇත. එය සොයා ගැනීමට යම් අත්හදා බැලීමක් සහ දෝෂයක් ගත හැකියඔබ සතුටු වන ප්රවාහ අනුපාතය එය ඔබගේ වාසියට භාවිතා කරන්න.
කුඩා ස්තර
My3DMatter පහත ස්ථරයේ උස ත්රිමාණ මුද්රිත වස්තුවක් දුර්වල කරන බව සොයාගෙන ඇත, මෙය තීරනාත්මක නොවන අතර බොහෝ දුරට තිබිය හැක. මෙම හිමිකම් පෑමට බලපාන විචල්යයන්.
කෙසේ වෙතත්, මෙහි ඇති ගනුදෙනුව නම්, 0.4mm තුණ්ඩයක සිට 0.2mm තුණ්ඩයකට යාම ඔබේ මුද්රණ කාලය දෙගුණ කිරීමකි. 0>සැබවින්ම ශක්තිමත් ත්රිමාණ මුද්රිත කොටසක් සඳහා ඔබට හොඳ පිරවුම් රටාවක් සහ ප්රතිශතයක් තිබිය යුතුය, පිරවුම් ව්යුහය ස්ථායී කිරීමට ඝන ස්ථර එකතු කරන්න, ඉහළ සහ පහළ ස්ථරවලට මෙන්ම බාහිර (ෂෙල්) වලට තවත් පරිමිතීන් එක් කරන්න.
ඔබ මෙම සියලු සාධක එකට එක් කළ පසු ඔබට අතිශයින්ම කල් පවතින සහ ශක්තිමත් කොටසක් ලැබෙනු ඇත.
ඔබ විශිෂ්ට තත්ත්වයේ 3D මුද්රණ වලට කැමති නම්, ඔබ Amazon වෙතින් AMX3d Pro ශ්රේණියේ 3D මුද්රණ මෙවලම් කට්ටලයට කැමති වනු ඇත. එය ඔබට ඉවත් කිරීමට, පිරිසිදු කිරීමට සහ amp; ඔබේ ත්රිමාණ මුද්රණ අවසන් කරන්න.
එය ඔබට හැකියාව ලබා දෙයි:
- ඔබේ ත්රිමාණ මුද්රණ පහසුවෙන් පිරිසිදු කිරීමට – පිහි තල 13ක් සහ හැන්ඩ්ල් 3ක් සහිත කෑලි 25ක කට්ටලය, දිගු කරකැවිල්ල, ඉඳිකටු නාසය ප්ලයර්ස්, සහ මැලියම් ඇලවීම.
- සරලව ත්රිමාණ මුද්රණ ඉවත් කරන්න - විශේෂිත ඉවත් කිරීමේ මෙවලම් 3න් එකක් භාවිතයෙන් ඔබේ ත්රිමාණ මුද්රණවලට හානි කිරීම නවත්වන්න
- ඔබේ ත්රිමාණ මුද්රණ පරිපූර්ණ ලෙස නිම කරන්න - 3-කෑල්ල, 6- මෙවලම් නිරවද්ය scraper/pick/knife blade combo හට කුඩා ඉරිතැලීම් තුලට ගොස් විශිෂ්ට නිමාවක් ලබා ගත හැක
- වෙන්න