
Содржина
Шабовите за полнење лесно може да се занемарат кога печатите 3D, но тие прават голема разлика во вашиот квалитет. Секогаш се прашувам која шема за полнење е најсилна, па затоа ја пишувам оваа објава за да одговорам и да ја споделам со други хобисти за 3D печатачи.
Значи, која шема за полнење е најсилна? Тоа зависи од примената на вашиот 3D печатење, но генерално, шаблонот со саќе е најсилниот образец за сеопфатно полнење таму. Технички гледано, праволиниската шема е најсилната шема кога се зема предвид насоката на силата, но слаба во спротивна насока.
Не постои шема за полнење со една големина што одговара на сите, поради што постои на прво место има толку многу обрасци за полнење затоа што некои се подобри од другите во зависност од функционалноста.
Продолжете да читате за да добиете повеќе информации за јачината на шемата за полнење и други важни фактори за јачината на делот.
Ако сте заинтересирани да ги видите некои од најдобрите алатки и додатоци за вашите 3D печатачи, можете лесно да ги најдете со проверка на Amazon. Ги филтрирав некои од најдобрите производи таму, па погледнете го добро.
Која е најсилната шема за полнење?
Студија од 2016 година за пронајденото дека комбинацијата на праволиниски модел со 100% полнење покажа најголема цврстина на истегнување со вредност од 36,4 Mpa.
Ова беше само за тест за да непрофесионалец за 3D печатење! сакате да користите 100% полнење, но ја покажува вистинската ефикасност на оваа шема за полнење.
Најсилната шема за полнење е праволиниска, но само кога е усогласена со насоката на силата, таа има свои слабости, затоа имајте го ова на ум .
Кога зборуваме за специфичната насока на силата, праволиниската шема на полнење е многу силна во насока на силата, но многу послаба во однос на насоката на силата.
Доволно изненадувачки, праволиниската Се случува шаблонот за полнење да е многу ефикасен во однос на пластичната употреба, така што печати побрзо од саќе (30% побрзо) и неколку други обрасци таму.
Најдобрата сеопфатна шема за полнење треба да биде саќе, инаку познато како кубни.
Саќе (кубни) е веројатно најпопуларниот шаблон за полнење со 3D печатење таму. Многу корисници на 3D печатачи ќе го препорачаат бидејќи има толку одлични квалитети и карактеристики. Го користам за многу мои отпечатоци и немам никакви проблеми со него.
Саќето има помала сила во насока на силата, но има еднаква количина на сила во сите правци што го прави технички поцврст генерално затоа што може да се расправате дека сте исто толку силни колку и вашата најслаба алка.
Не само што шаблонот за полнење на саќе изгледа естетски пријатен, туку и широко се користи во многу апликации за цврстина. Дури и композитните сендвич панели за воздушно-вселенско ниво го вклучуваат шаблонот на саќе во нивните деловиза да знаете дека ги заработи своите ленти.
Имајте на ум дека воздушната индустрија ја користи оваа шема за полнење главно поради процесот на производство, а не поради силата. Тоа е најсилното полнење што можат да го користат со оглед на нивните ресурси, инаку може да користат гироидна или кубна шема.
За одредени материјали може да биде доста тешко да се користат некои обрасци за полнење за да го искористат најдоброто од она што можат да го направат .
Саќето користи многу движење, што значи дека е побавно за печатење.
Која е вашата омилена шема за полнење? од 3Dprinting
Тестовите беа направени од страна на корисник за да се види влијанието на обрасците за полнење врз механичките перформанси и открија дека најдобрите обрасци за употреба се линеарни или дијагонални (линеарно навалени за 45°).
Исто така види: Како да уредувате/ремиксирате STL-датотеки од Thingiverse – Fusion 360 & засилувач; ПовеќеПри користење на помали проценти на полнење, немаше голема разлика помеѓу линеарни, дијагонални, па дури и шестоаголни (саќе) обрасци и бидејќи саќето е побавно, не е добра идеја да се користи при мала густина на полнење.
При повисоки проценти на полнење, хексагоналната покажала слична механичка цврстина како линеарната, додека дијагоналата всушност покажала 10% поголема јачина од линеарната.
Список на најсилните модели за полнење
Имаме обрасци за полнење кои се познати како или 2D или 3D.
Многу луѓе ќе користат 2D пополнувања за просечно печатење, некои може да бидат брзи пополнувања што се користат за послаби модели, но сепак имате силни 2D пополнувањатаму.
Исто така, ги имате вашите стандардни 3D додатоци кои се користат за да ги направат вашите 3D отпечатоци не само посилни, туку и посилни во сите правци на сила.
За нив ќе биде потребно повеќе време за печатење, но тие направи голема разлика во механичката сила на 3D печатените модели, одлична за функционални отпечатоци.
Добро е да се има предвид дека постојат многу различни сечачи, но без разлика дали користите Cura, Simplify3D, Slic3r, Makerbot или Prusa ќе има верзии на овие силни обрасци за полнење, како и некои сопствени обрасци.
Најсилните шеми за полнење се:
- Grid – 2D infill
- Триаголници – 2D полнење
- Три-шестоаголник – 2D полнење
- Кубни – 3D полнење
- Кубни (поддел) – 3D полнење и користи помалку материјал од кубни
- Octet – 3D infill
- Quarter Cubic – 3D infill
- Gyroid – Зголемена јачина при помала тежина
Gyroid и праволиниски се два други одлични избори кои се познати по има висока јачина. Gyroid може да има проблеми со печатење кога вашата густина на полнење е мала, така што ќе бидат потребни неколку обиди и грешки за да се исправат работите.
Кубната поделба е тип кој е многу силен и исто така брз за печатење. Има неверојатна сила во 3 димензии и долги прави патеки за печатење што му даваат побрзи слоеви за полнење.
Ultimaker има многу информативен пост за поставките за полнење што дава детали за густината, шаблоните, дебелината на слојот и многу другипосложени теми за пополнување.Кој е најсилниот процент на полнење
Друг важен фактор за јачината на делот е процентот на полнење што им дава на деловите поголем структурен интегритет.
Ако размислите за тоа, генерално, колку повеќе пластика во средината делумно, толку посилно ќе биде бидејќи силата ќе мора да пробие поголема маса.
Очигледниот одговор овде е дека 100% полнење ќе биде најсилниот процент на полнење, но има уште повеќе. Мораме да го избалансираме времето на печатење и материјалот со јачината на делот.
Просечната густина на полнење што ја применуваат корисниците на 3D печатачи е 20%, исто така е стандардна во многу програми за сечење.
Тоа е одлично густината на полнење за деловите направени за изглед и кои не носат оптоварување, но за функционалните делови на кои им треба сила, дефинитивно можеме да одиме повисоко.
Добро е да се знае дека штом ќе достигнете многу висок процент на влакно како 50 %, има големи опаѓачки приноси за тоа колку повеќе ги зајакнува вашите делови.
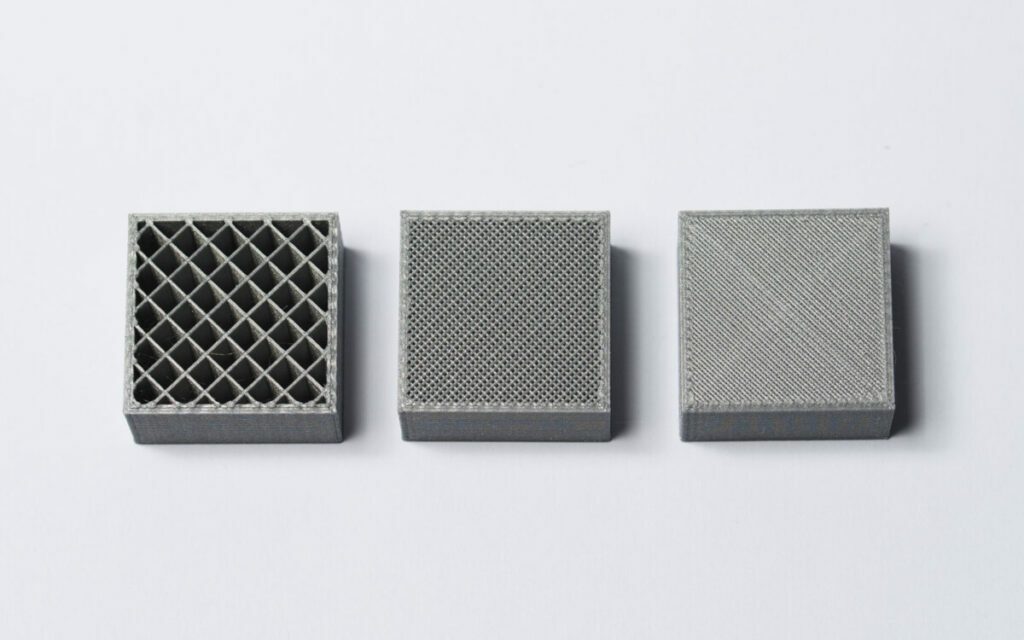 Процентот на полнење се движи од 20% (лево), 50% (во средината) и 75% (десно) Извор: Hubs.com
Процентот на полнење се движи од 20% (лево), 50% (во средината) и 75% (десно) Извор: Hubs.comОдењето над 75% е главно непотребно, затоа имајте го ова на ум пред да го потрошите вашиот филамент. Тие, исто така, ги прават вашите делови потешки што може да ја направи уште поголема веројатност да се скршат поради физиката и силата бидејќи маса x забрзување = нето сила.
Која е шемата за најбрзо полнење?
Најбрзо полнење шемата треба да биде линиишема што можеби сте ја виделе на видеа и слики.
Ова е веројатно најпопуларната шема за полнење и е стандардна во многу софтвери за сечење таму. Има пристојна количина на јачина и користи мала количина на влакно, што го прави најбрзиот шаблон за полнење таму, освен што нема воопшто шема.
Кои други фактори ги прават силните 3D принтовите?
Иако дојдовте овде барајќи обрасци за полнење за цврстина, дебелината на ѕидот или бројот на ѕидови има поголемо влијание врз јачината на делот и има многу други фактори. Одличен ресурс за силни 3Д отпечатоци е оваа објава на GitHub.
Всушност постои прилично кул производ што може да ги направи вашите 3D печатени делови посилни, а што е имплементиран од некои корисници на 3D печатачи. Се нарекува Smooth-On XTC-3D High Performance Coating.
Направен е за да дава мазна завршница на 3D отпечатоците, но исто така има ефект да ги прави 3D деловите малку поцврсти, бидејќи додава слој однадвор. .
Квалитет на филаментот
Не сите филаменти се направени исто, затоа погрижете се да набавите филаменти од реномирана, доверлива марка за најдобар квалитет таму. Неодамна направив објава за тоа колку траат 3Д печатените делови во која има информации за ова, толку слободно може да ги проверите.
Мешавина/Композити на филаменти
Развиени се многу филаменти за да се направат посилни што можете да ги искористите. Наместо да го користите вообичаениот PLA, можетеодлучете се за PLA плус или PLA што се меша со други материјали како дрво, јаглеродни влакна, бакар и многу повеќе.
Имам упатство за Ultimate Filament во кое се детализирани многу различни материјали за филаменти таму.
Ориентација на печатење
Ова е едноставен, но занемарен метод кој може да ги зајакне вашите отпечатоци. Слабите точки на вашите отпечатоци секогаш ќе бидат линиите на слоевите.
Информациите од овој мал експеримент треба да ви дадат подобро разбирање за тоа како да ги поставите вашите делови за печатење. Можеби е лесно како да го ротирате вашиот дел за 45 степени до повеќе од двојно поголема јачина на печатењето.
Исто така види: Дали 3Д принтери може да печатат метал & засилувач; Дрво? Ендер 3 & засилувач; ПовеќеИли, ако не ви пречи прекумерната употреба на материјал и долгите времиња на печатење, не можете да погрешите со „цврста“ конфигурација за густина на печатење.
Постои посебен термин наречен анизотропен што значи дека објектот има најголем дел од својата сила во насока XY наместо во насока Z. Во некои случаи затегнатоста на оската Z може да биде 4-5 пати послаба од затегнатоста на оската XY.
Деловите 1 и 3 беа најслаби бидејќи насоката на шемата на полнењето беше паралелна со рабовите на објектот. Ова значеше дека главната јачина што ја имаше делот беше од слабата цврстина на врзување на PLA, која во мали делови ќе биде многу мала.
Едноставно ротирање на вашиот дел за 45 степени има способност да им даде на вашите печатени делови двојно повеќе од сила.
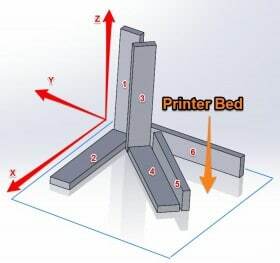 Извор: Sparxeng.com
Извор: Sparxeng.comБрој наШколки/Периметри
Школки се дефинираат како сите надворешни делови или во близина на надворешноста на моделот кои се контури или надворешни периметри на секој слој. Едноставно кажано, тие се бројот на слоеви на надворешната страна на отпечатокот.
Школките имаат огромно влијание врз јачината на делот, каде што додавањето само една дополнителна обвивка технички може да ја даде истата цврстина на делот како дополнителни 15% полнење на 3D печатен дел.
При печатење, школки се деловите што се печатат прво за секој слој. Имајте на ум, ако го направите ова, се разбира, ќе го зголемите времето на печатење за да има компромис.
Дебелина на школка
Како што ќе додадете школки на вашите отпечатоци, можете да го зголемите дебелината на обвивката за да се зголеми јачината на делот.
Ова се прави многу кога деловите треба да се брусат или постобработат бидејќи делот се троши. Имањето поголема дебелина на обвивката ви овозможува да го исчистите делот и да го имате оригиналниот изглед на вашиот модел.
Дебелината на обвивката обично се вреднува на повеќекратно од дијаметарот на вашата млазница, главно за да се избегнат несовршеностите во печатењето.
Бројот на ѕидови и дебелината на ѕидот исто така влегуваат во игра, но технички веќе се дел од обвивката и се нејзините вертикални делови.
Над екструдирање
Околу 10-20% од прекумерното истиснување во вашата поставките ќе им дадат на вашите делови поголема сила, но ќе видите намалување на естетиката и прецизноста. Можеби ќе бидат потребни неколку обиди и грешки за да се најде aстапка на проток со која сте задоволни, затоа искористете ја во ваша корист.
Помали слоеви
My3DMatter откри дека висината на долниот слој го ослабува 3Д печатениот објект, иако ова не е убедливо и веројатно има многу променливи кои влијаат на ова тврдење.
Меѓутоа, компромисот овде е дека преминувањето од млазница од 0,4 мм на млазница од 0,2 мм ќе го удвои времето за печатење од кое повеќето луѓе би се оддалечиле.
За навистина силен 3D печатен дел треба да имате добра шема за полнење и процент, да додадете цврсти слоеви за да ја стабилизирате структурата за полнење, да додадете повеќе периметри на горниот и долниот слој, како и надворешноста (школките).
Откако ќе ги соберете сите овие фактори, ќе имате исклучително издржлив и силен дел.
Ако сакате 3D отпечатоци со одличен квалитет, ќе ви се допадне комплетот алатки за 3D печатач AMX3d Pro од Амазон. Тоа е главен сет на алатки за 3D печатење што ви дава сè што ви треба за отстранување, чистење и засилување; завршете ги вашите 3D отпечатоци.
Тоа ви дава можност да:
- Лесно да ги чистите вашите 3D отпечатоци – комплет од 25 парчиња со 13 ножеви и 3 рачки, долги пинцети, нос со игла клешти и лепак.
- Едноставно отстранете ги 3D отпечатоците – престанете да ги оштетувате вашите 3D отпечатоци со користење на една од 3-те специјализирани алатки за отстранување
- Совршено завршете ги вашите 3D отпечатоци – 3-делните, 6- Комбинацијата со прецизна стругалка/чепкање/нож со нож може да навлезе во мали пукнатини за да добиете одлична завршница
- Станете