
Taula de continguts
Els patrons d'emplenament es poden passar per alt fàcilment quan imprimiu en 3D, però fan una gran diferència en la vostra qualitat. Sempre em pregunto quin patró d'emplenament és el més fort, així que escric aquesta publicació per respondre-la i compartir-la amb altres aficionats a les impressores 3D.
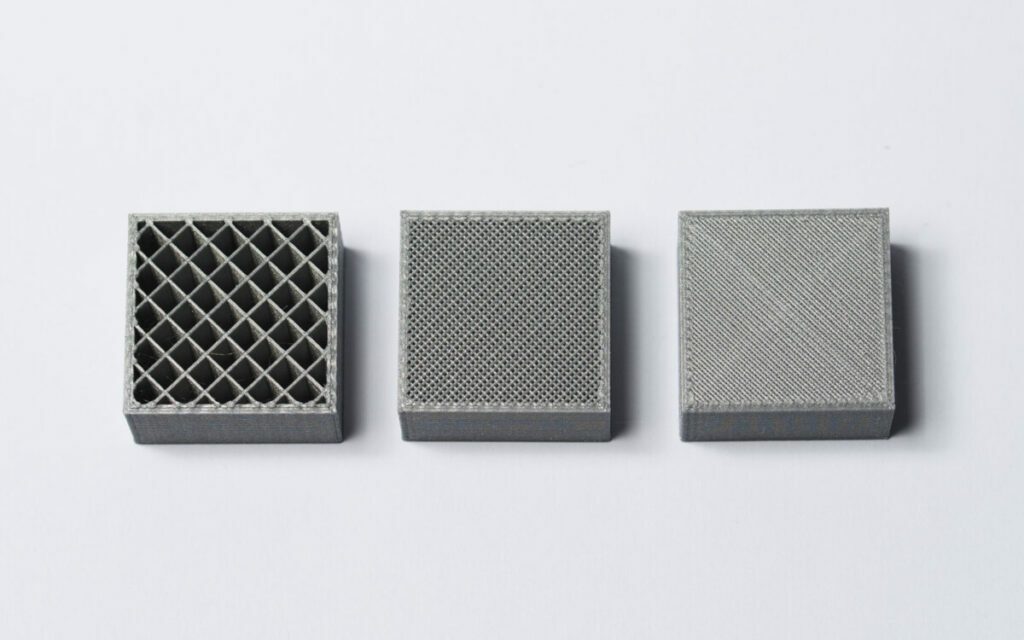
Llavors, quin patró d'emplenament és el més fort? Depèn de l'aplicació de la vostra impressió 3D, però, en general, el patró de bresca és el patró d'ompliment més fort que hi ha. Tècnicament parlant, el patró rectilini és el patró més fort quan es té en compte la direcció de la força, però feble en la direcció oposada.
No hi ha un patró de farciment de mida única, per això hi ha En primer lloc, hi ha molts patrons d'emplenament perquè alguns són millors que d'altres depenent de quina sigui la funcionalitat.
Seguiu llegint per obtenir més informació sobre la resistència dels patrons d'emplenament i altres factors importants per a la resistència de les peces.
Si esteu interessats a veure algunes de les millors eines i accessoris per a les vostres impressores 3D, podeu trobar-los fàcilment consultant a Amazon. Vaig filtrar alguns dels millors productes que hi ha, així que mireu-ho bé.
Quin és el patró d'emplenament més fort?
Un estudi de 2016 sobre el trobat que una combinació d'un patró rectilini amb un farcit del 100% va mostrar la resistència a la tracció més alta amb un valor de 36,4 Mpa.
Això era només per a una prova perquè no ho faries.un professional de la impressió 3D! Voleu utilitzar un farciment al 100%, però mostra l'efectivitat real d'aquest patró d'emplenament.
El patró d'ompliment més fort és Rectilini, però només quan està alineat amb la direcció de la força, té els seus punts febles, així que tingueu-ho en compte. .
Quan parlem de la direcció específica de la força, el patró de farciment rectilini és molt fort en la direcció de la força, però molt més feble contra la direcció de la força.
Sorprenentment, el rectilini El patró d'emplenament resulta ser molt eficient pel que fa a l'ús de plàstic, de manera que s'imprimeix més ràpidament que la bresca (un 30% més ràpid) i alguns altres patrons que hi ha.
El millor patró de farciment integral ha de ser honeycomb, també conegut com a cúbic.
Honeycomb (cúbic) és probablement el patró de farciment d'impressió 3D més popular que existeix. Molts usuaris d'impressores 3D la recomanaran perquè té unes qualitats i característiques tan grans. El faig servir per a moltes de les meves impressions i no hi tinc cap problema.
Honeycomb té menys força en la direcció de la força, però té la mateixa força en totes les direccions, cosa que la fa tècnicament més forta. en general, perquè podeu argumentar que només sou tan fort com el vostre enllaç més feble.
El patró d'ompliment de bresca no només sembla estèticament agradable, sinó que s'utilitza àmpliament en moltes aplicacions per a la força. Fins i tot els panells sandvitx compostos de grau aeroespacial inclouen el patró de bresca a les seves partsperquè saps que s'ha guanyat les seves ratlles.
Tingues en compte que la indústria aeroespacial utilitza aquest patró de farciment principalment pel procés de fabricació més que per la força. És el farciment més fort que poden utilitzar tenint en compte els seus recursos, en cas contrari poden utilitzar un patró giroide o cúbic.
Per a determinats materials pot ser bastant difícil utilitzar alguns patrons de farciment perquè aprofitin al màxim el que poden fer. .
Honeycomb fa molt de moviment, és a dir, és més lent d'imprimir.
Quin és el vostre patró de farciment preferit? de la impressió 3D
Un usuari va fer proves per veure la influència dels patrons de farciment en el rendiment mecànic i van trobar que els millors patrons per utilitzar són lineals o diagonals (lineal inclinat 45°).
Quan s'utilitzava percentatges de farciment més baixos, no hi havia molta diferència entre els patrons lineals, diagonals o fins i tot hexagonals (alvessament) i com que el niu d'abella és més lent, no és una bona idea utilitzar-lo amb densitats de farciment baixes.
A percentatges de farciment més alts, l'hexagonal mostrava una resistència mecànica similar a la lineal, mentre que la diagonal en realitat mostrava un 10% més de resistència que la lineal.
Llista dels patrons de farciment més forts
Tenim patrons de farciment que es coneixen com a ja sigui en 2D o en 3D.
Moltes persones utilitzaran emplenaments 2D per a la impressió mitjana, alguns poden ser emplenaments ràpids que s'utilitzen per a models més febles, però encara tens emplenaments 2D forts.allà.
També teniu els vostres farcits 3D estàndard que s'utilitzen per fer que les vostres impressions 3D no només siguin més fortes, sinó més fortes en totes les direccions de la força.
Trogaran més temps a imprimir-se, però fan una gran diferència en la resistència mecànica dels models impresos en 3D, ideals per a impressions funcionals.
És bo tenir en compte que hi ha molts talladors diferents, però tant si utilitzeu Cura, Simplify3D, Slic3r o Makerbot. o Prusa hi haurà versions d'aquests patrons d'emplenament forts, així com alguns patrons personalitzats.
Els patrons d'emplenament més forts són:
- Quadrilla – Emboliment 2D
- Triangles – farciment 2D
- Tri-Hexàgon – farciment 2D
- Cúbic – farciment 3D
- Cúbic (subdivisió) – farciment 3D i utilitza menys material que cúbic
- Octet: farciment 3D
- Quarter Cubic - farciment 3D
- Giroide: augment de la força amb menys pes
Giroide i rectilini són altres dues opcions excel·lents que es coneixen per tenint una força elevada. El giroide pot tenir problemes per imprimir quan la vostra densitat de farciment és baixa, de manera que caldrà una mica d'assaig i error per fer les coses bé.
La subdivisió cúbica és un tipus molt fort i també ràpid d'imprimir. Té una força increïble en 3 dimensions i llargs camins d'impressió rectes que li donen capes de farciment més ràpides.
Ultimaker té una publicació molt informativa sobre la configuració d'emplenament que ofereix detalls sobre la densitat, els patrons, el gruix de la capa i molts altres.temes de farciment més complexos.Quin és el percentatge d'ompliment més fort
Un altre factor important per a la resistència de la part és el percentatge de farciment que dóna a les peces més integritat estructural.
Si ho penseu, en general, més plàstic és al mig. d'una part, com més forta serà perquè la força haurà de trencar més massa.
La resposta òbvia aquí és que el 100% d'ompliment serà el percentatge d'ompliment més fort, però hi ha més. Hem d'equilibrar el temps d'impressió i el material amb la resistència de la peça.
La densitat mitjana d'emplenament que apliquen els usuaris d'impressores 3D és del 20%, i també és la predeterminada en molts programes de tallador.
És una bona opció. densitat de farciment per a peces fetes per a l'aspecte i que no suporten càrrega, però per a peces funcionals que necessiten força, definitivament podem augmentar.
És bo saber que un cop arribeu a un percentatge de filament molt alt com 50 %, té un gran rendiment decreixent sobre quant més enforteix les teves peces.
 Percentatge d'ompliment que va des del 20% (esquerra), 50% (centre) i 75% (dreta) Font: Hubs.com
Percentatge d'ompliment que va des del 20% (esquerra), 50% (centre) i 75% (dreta) Font: Hubs.comAnar per sobre del 75% és gairebé innecessari, així que tingueu-ho en compte abans de malgastar el vostre filament. També fan que les vostres peces siguin més pesades, cosa que podria fer que es trenquin encara més a causa de la física i la força perquè massa x acceleració = força neta.
Quin és el patró d'ompliment més ràpid?
El farciment més ràpid. El patró ha de ser les líniespatró que potser heu vist als vídeos i a les imatges.
Probablement, aquest és el patró d'emplenament més popular i és el predeterminat en molts programaris de tallador que hi ha. Té una força decent i utilitza una quantitat baixa de filament, el que el converteix en el patró de farciment més ràpid que existeix, a part de no tenir cap patró.
Quins altres factors fan que les impressions 3D siguin fortes?
Tot i que heu vingut aquí buscant patrons de farciment per a la resistència, el gruix de la paret o el nombre de parets té un impacte més gran en la resistència de la part i hi ha molts altres factors. Un recurs fantàstic per a impressions en 3D sòlides és aquesta publicació de GitHub.
En realitat, hi ha un producte força fantàstic que pot fer que les vostres peces impreses en 3D siguin més resistents, implementat per alguns usuaris d'impressores 3D. S'anomena recobriment d'alt rendiment Smooth-On XTC-3D.
S'ha fet per donar a les impressions 3D un acabat suau, però també té l'efecte de fer que les peces 3D siguin lleugerament més resistents, ja que afegeix una capa a l'exterior. .
Qualitat del filament
No tots els filaments estan fets de la mateixa manera, així que assegureu-vos d'obtenir filaments d'una marca de confiança i de confiança per obtenir la millor qualitat que hi ha. Recentment vaig fer una publicació sobre Quant duren les peces impreses en 3D que conté informació sobre això, de manera que podeu consultar-la gratuïtament.
Mescla de filaments/composites
S'han desenvolupat molts filaments per fer-los més fort que pots aprofitar. En lloc d'utilitzar el PLA habitual, podeu fer-hoopteu per PLA plus o PLA que es barreja amb altres materials com la fusta, la fibra de carboni, el coure i molt més.
Tinc una guia definitiva de filaments que detalla molts dels diferents materials de filament que hi ha.
Orientació de la impressió
Aquest és un mètode senzill però passat per alt que pot reforçar les vostres impressions. Els punts febles de les vostres impressions seran sempre les línies de capes.
La informació d'aquest petit experiment us hauria de donar una millor comprensió de com col·loqueu les vostres peces per imprimir. Pot ser tan fàcil com girar la part 45 graus fins a més del doble de la força de la impressió.
O, si no t'importa l'ús excessiu de material i els temps d'impressió llargs, no et pots equivocar. amb la configuració de densitat d'impressió "sòlida".
Hi ha un terme especial anomenat anisotròpic que significa que un objecte té la major part de la seva força en la direcció XY en lloc de la direcció Z. En alguns casos, la tensió de l'eix Z pot ser 4-5 vegades més feble que la tensió de l'eix XY.
Les parts 1 i 3 eren les més febles perquè la direcció del patró del farciment era paral·lela a les vores de l'objecte. Això significava que la força principal que tenia la peça era la feble força d'unió del PLA, que en peces petites serà molt petita.
Simplement girar la peça 45 graus té la capacitat de donar a les peces impreses el doble de la quantitat de força.
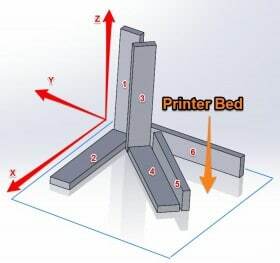 Font: Sparxeng.com
Font: Sparxeng.comNombre dePetxines/Perímetres
Les petxines es defineixen com totes les parts exteriors o prop de l'exterior del model que són contorns o perímetres exteriors de cada capa. En termes simples, són el nombre de capes a l'exterior d'una impressió.
Vegeu també: Filament PET vs PETG: quines són les diferències reals?Les closques tenen un impacte massiu en la resistència de la part, on afegir només una carcassa addicional podria donar tècnicament la mateixa resistència a la part que un 15% addicional. farciment d'una peça impresa en 3D.
Quan s'imprimeix, les petxines són les peces que s'imprimeixen primer per a cada capa. Tingueu en compte que, per descomptat, fer-ho augmentarà el vostre temps d'impressió, de manera que hi ha una compensació.
Gesssor de la closca
A més d'afegir closques a les vostres impressions, podeu augmentar el gruix de la closca per augmentar la resistència de la part.
Això es fa molt quan les peces s'han de polir o processar posteriorment perquè desgasta la peça. Tenir més gruix de closca us permet polir la peça i tenir l'aspecte original del vostre model.
El gruix de la carcassa normalment es valora en un múltiple del diàmetre del broquet principalment per evitar imperfeccions d'impressió.
El nombre de parets i el gruix de la paret també entren en joc, però tècnicament ja formen part de la carcassa i són les parts verticals d'aquesta.
Sobreextrusió
Al voltant del 10-20% de la sobreextrusió a la teva La configuració donarà més força a les teves peces, però veuràs una reducció en l'estètica i la precisió. Pot ser que calgui una mica de prova i error per trobar unel cabal amb el qual esteu satisfet, així que utilitzeu-lo al vostre avantatge.
Capes més petites
My3DMatter va trobar que l'alçada de la capa més baixa debilita un objecte imprès en 3D, tot i que això no és concloent i probablement té molts variables que afecten aquesta afirmació.
La compensació aquí, però, és que passar d'un broquet de 0,4 mm a un broquet de 0,2 mm duplicarà el temps d'impressió del qual la majoria de la gent evitaria.
Per obtenir una peça impresa en 3D realment forta, hauríeu de tenir un bon patró i percentatge d'emplenament, afegiu capes sòlides per estabilitzar l'estructura de farciment, afegiu més perímetres a les capes superior i inferior, així com a l'exterior (petxines).
Un cop ajuntis tots aquests factors, tindreu una peça extremadament duradora i resistent.
Si us agraden les impressions 3D de gran qualitat, us encantarà el kit d'eines d'impressora 3D AMX3d Pro Grade d'Amazon. És un conjunt bàsic d'eines d'impressió 3D que us ofereix tot el que necessiteu per eliminar, netejar i amp; acabeu les vostres impressions 3D.
Vegeu també: Com netejar un llit d'una impressora 3D de vidre - Ender 3 & MésUs ofereix la possibilitat de:
- Netejar fàcilment les vostres impressions 3D: kit de 25 peces amb 13 fulles de ganivet i 3 nanses, pinces llargues, punta d'agulla alicates i cola.
- Simplement traieu les impressions 3D: deixeu de danyar les vostres impressions 3D utilitzant una de les 3 eines d'eliminació especialitzades
- Acabeu perfectament les vostres impressions 3D: les 3 peces, 6- La combinació de rascador de precisió d'eina/pica/ganivet pot entrar en petites escletxes per obtenir un gran acabat
- Converteix-te