
Tabela e përmbajtjes
Modelet e mbushjes mund të anashkalohen lehtësisht kur jeni duke printuar 3D, por ato bëjnë një ndryshim të madh në cilësinë tuaj. Gjithmonë pyes veten se cili model mbushjeje është më i fortë, kështu që po shkruaj këtë postim për t'iu përgjigjur dhe për ta ndarë me hobistë të tjerë të printerit 3D.
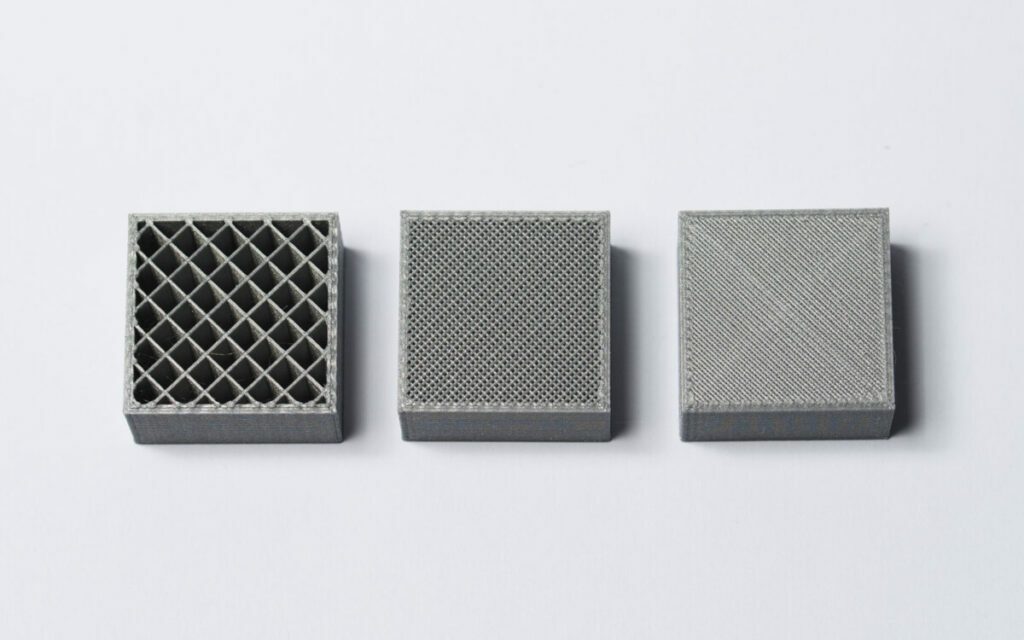
Pra, cili model mbushjeje është më i fortë? Varet nga aplikimi i printimit tuaj 3D, por në përgjithësi, modeli i huallit është modeli më i fortë i plotë i mbushjes. Duke folur teknikisht, modeli drejtvizor është modeli më i fortë kur llogaritet drejtimi i forcës, por i dobët në drejtim të kundërt.
Nuk ka një model mbushjeje të një madhësie që i përshtatet të gjithëve, kjo është arsyeja pse ekziston ka kaq shumë modele mbushjeje në radhë të parë sepse disa janë më të mira se të tjerat në varësi të funksionalitetit.
Vazhdoni të lexoni për të marrë më shumë informacion rreth forcës së modelit mbushës dhe faktorëve të tjerë të rëndësishëm për forcën e pjesës.
Nëse jeni të interesuar të shihni disa nga mjetet dhe aksesorët më të mirë për printerët tuaj 3D, mund t'i gjeni lehtësisht duke kontrolluar në Amazon. Kam filtruar për disa nga produktet më të mira atje, kështu që shikojeni mirë.
Cili është modeli më i fortë i mbushjes?
Një studim i vitit 2016 mbi se një kombinim i një modeli drejtvizor me mbushje 100% tregoi forcën më të lartë në tërheqje në një vlerë prej 36,4 Mpa.
Kjo ishte vetëm për një provë që të mosnjë profesionist i printimit 3D! dua të përdor 100% mbushje, por tregon efektivitetin e vërtetë të këtij modeli mbushjeje.
Modeli më i fortë i mbushjes është Drejtvizor, por vetëm kur është në linjë me drejtimin e forcës, ai ka dobësitë e tij, prandaj mbajeni parasysh këtë .
Kur flasim për drejtimin specifik të forcës, modeli i mbushjes drejtvizore është shumë i fortë në drejtim të forcës, por shumë më i dobët kundrejt drejtimit të forcës.
Mjaft çuditërisht, ai drejtvizor Modeli mbushës ndodh të jetë shumë efikas për sa i përket përdorimit të plastikës, kështu që printon më shpejt se huall mjalti (30% më shpejt) dhe disa modele të tjera atje.
Modeli më i mirë i mbushjes së gjithanshme duhet të jetë huall mjalti, i njohur ndryshe si kub.
Honeycomb (kubik) është ndoshta modeli më i popullarizuar i mbushjes së printimit 3D atje. Shumë përdorues të printerit 3D do ta rekomandojnë atë sepse ka cilësi dhe karakteristika kaq të shkëlqyera. Unë e përdor atë për shumë nga printimet e mia dhe nuk kam asnjë problem me të.
Honeycomb ka më pak forcë në drejtim të forcës, por ka një forcë të barabartë në të gjitha drejtimet që e bëjnë atë teknikisht më të fortë në përgjithësi sepse mund të argumentoni se jeni po aq i fortë sa hallka juaj më e dobët.
Modeli i mbushjes së huallit jo vetëm që duket estetikisht i këndshëm, por përdoret gjerësisht në shumë aplikacione për forcë. Edhe panelet sanduiç të përbërë të shkallës së hapësirës ajrore përfshijnë modelin e huallit në pjesët e tyrekështu që ju e dini se ka fituar shiritat e saj.
Kini parasysh se industria e hapësirës ajrore e përdor këtë model mbushjeje kryesisht për shkak të procesit të prodhimit dhe jo fuqisë. Është mbushja më e fortë që mund të përdorin duke pasur parasysh burimet e tyre, përndryshe ata mund të përdorin një model gyroid ose kub.
Për materiale të caktuara mund të jetë mjaft e vështirë të përdoren disa modele mbushjeje në mënyrë që ata të bëjnë më të mirën nga ajo që mund të bëjnë .
Honeycomb përdor shumë lëvizje, që do të thotë se printohet më ngadalë.
Cili është modeli juaj i preferuar i mbushjes? nga 3Dprinting
Testet u bënë nga një përdorues për të parë ndikimin e modeleve të mbushjes në performancën mekanike dhe ata zbuluan se modelet më të mira për t'u përdorur janë ose lineare ose diagonale (lineare të pjerrëta me 45°).
Kur përdorni përqindje më të ulëta mbushjeje, nuk kishte shumë ndryshim midis modeleve lineare, diagonale apo edhe gjashtëkëndore (huall mjalti) dhe duke qenë se huall mjalti është më i ngadalshëm, nuk është ide e mirë ta përdorni atë në densitet të ulët mbushjeje.
Në përqindje më të larta mbushjeje, gjashtëkëndorja tregoi forcë të ngjashme mekanike si lineare, ndërsa diagonalja në fakt tregoi 10% më shumë forcë sesa lineare.
Lista e modeleve më të forta mbushjeje
Ne kemi modele mbushjeje të cilat njihen si ose 2D ose 3D.
Shumë njerëz do të përdorin mbushje 2D për printimin mesatar, disa mund të jenë mbushje të shpejta që përdoren për modelet më të dobëta, por ju ende keni mbushje të forta 2Datje.
Ju keni gjithashtu mbushjet tuaja standarde 3D që përdoren për t'i bërë printimet tuaja 3D jo vetëm më të forta, por më të forta në të gjitha drejtimet e forcës.
Këto do të kërkojnë më shumë kohë për t'i printuar, por ato bëni një ndryshim të madh në forcën mekanike të modeleve të printuara 3D, të shkëlqyera për printime funksionale.
Është mirë të mbani në mend se ka shumë prerës të ndryshëm atje, por nëse përdorni Cura, Simplify3D, Slic3r, Makerbot ose Prusa do të ketë versione të këtyre modeleve të mbushjes së fortë, si dhe disa modele të personalizuara.
Modelet më të forta mbushëse janë:
- Rrjeti – mbushje 2D
- Trekëndëshat – Mbushje 2D
- Tri-gjashtëkëndësh – Mbushje 2D
- Kubike – Mbushje 3D
- Kubike (nënndarje) – Mbushje 3D dhe përdor më pak material se kubik
- Octet – Mbushje 3D
- Quarter Kubic – Mbushje 3D
- Gyroid – Rritja e forcës në peshë më të ulët
Gyroid dhe drejtvizor janë dy zgjedhje të tjera të shkëlqyera që njihen për duke pasur forcë të lartë. Gyroid mund të ketë probleme me printimin kur dendësia juaj e mbushjes është e ulët, kështu që do të duhen disa prova dhe gabime për të rregulluar gjërat.
Nënndarja kub është një lloj që është shumë i fortë dhe gjithashtu i shpejtë për t'u printuar. Ka forcë të mahnitshme në 3 dimensione dhe shtigje të gjata printimi të drejta të cilat i japin shtresa mbushjeje më të shpejta.
Ultimaker ka një postim shumë informues rreth cilësimeve të mbushjes që jep detaje rreth densitetit, modeleve, trashësisë së shtresës dhe shumë të tjeratema plotësuese më komplekse.Cila është përqindja më e fortë e mbushjes
Një faktor tjetër i rëndësishëm për forcën e pjesës është përqindja e mbushjes e cila i jep pjesëve më shumë integritet strukturor.
Nëse mendoni për këtë, përgjithësisht sa më shumë plastike në mes pjesërisht, aq më i fortë do të jetë sepse forca do të duhet të depërtojë më shumë masë.
Përgjigja e qartë këtu është se mbushja 100% do të jetë përqindja më e fortë e mbushjes, por ka më shumë për të. Ne duhet të balancojmë kohën dhe materialin e printimit me forcën e pjesës.
Dendësia mesatare e mbushjes që aplikojnë përdoruesit e printerëve 3D është 20%, duke qenë gjithashtu parazgjedhja në shumë programe prerëse.
Është një gjë e shkëlqyer Dendësia e mbushjes për pjesët e bëra për pamje dhe që nuk mbajnë ngarkesë, por për pjesët funksionale që kanë nevojë për forcë, mund të shkojmë patjetër më lart.
Është mirë të dini se pasi të keni një përqindje shumë të lartë të filamentit si 50 %, ka kthime të mëdha në rënie se sa më shumë forcon pjesët tuaja.
 Përqindja e mbushjes varion nga 20% (majtas), 50% (në qendër) dhe 75% (djathtas) Burimi: Hubs.com
Përqindja e mbushjes varion nga 20% (majtas), 50% (në qendër) dhe 75% (djathtas) Burimi: Hubs.comTë shkosh mbi 75% është kryesisht e panevojshme, kështu që mbani në mend këtë para se të humbni filamentin tuaj. Ato gjithashtu i bëjnë pjesët tuaja më të rënda, gjë që mund t'i bëjë edhe më shumë gjasa për t'u thyer për shkak të fizikës dhe forcës, sepse masa x nxitimi = forca neto.
Cili është modeli i mbushjes më të shpejtë?
Mbushja më e shpejtë modeli duhet të jetë linjamodel që mund të keni parë në video dhe foto.
Ky është ndoshta modeli më i popullarizuar i mbushjes dhe janë parazgjedhjet në shumë softuer slicer atje. Ka një forcë të mirë dhe përdor një sasi të vogël filamenti, duke e bërë atë modelin më të shpejtë të mbushjes atje, përveçse nuk ka fare model.
Cilët faktorë të tjerë i bëjnë printimet 3D të forta?
Megjithëse keni ardhur këtu duke kërkuar modele mbushëse për forcën, trashësinë e murit ose numrin e mureve ka një ndikim më të madh në forcën e pjesës dhe ka shumë faktorë të tjerë. Një burim i shkëlqyeshëm për printime të forta 3D është ky postim i GitHub.
Ekziston në fakt një produkt mjaft i lezetshëm që mund t'i bëjë më të forta pjesët tuaja të printuara 3D që zbatohet nga disa përdorues të printerëve 3D. Quhet Smooth-On XTC-3D High Performance Coating.
Është krijuar për t'i dhënë printimeve 3D një përfundim të lëmuar, por gjithashtu ka efektin për t'i bërë pjesët 3D pak më të forta, pasi shton një shtresë rreth e jashtme .
Cilësia e filamentit
Jo të gjitha filamentet janë bërë njësoj, prandaj sigurohuni që të merrni filamente nga një markë e mirënjohur dhe e besueshme për cilësinë më të mirë atje. Kohët e fundit kam bërë një postim në lidhje me sa zgjasin pjesët e printuara 3D, i cili ka informacion në lidhje me këtë në mënyrë kaq të lirë për t'i kontrolluar.
Shiko gjithashtu: Si të merrni goditjen perfekte & Cilësimi i përshpejtimitPërzierja e filamentit/Përbërja
Shumë filamente janë zhvilluar për t'u bërë më të fortë nga të cilat mund të përfitoni. Në vend që të përdorni PLA-në e zakonshme, mundenizgjedh PLA plus ose PLA i cili është i përzier me materiale të tjera si druri, fibra karboni, bakri dhe shumë më tepër.
Kam një Udhëzues Ultimate Filament i cili detajon shumë nga materialet e ndryshme të filamentit atje.
Orientimi i printimit
Kjo është një metodë e thjeshtë por e anashkaluar që mund të forcojë printimet tuaja. Pikat e dobëta të printimeve tuaja do të jenë gjithmonë linjat e shtresave.
Informacioni nga ky eksperiment i vogël duhet t'ju japë një kuptim më të mirë se si t'i poziciononi pjesët tuaja për printim. Mund të jetë po aq e lehtë sa rrotullimi i pjesës tuaj 45 gradë për më shumë se dyfishin e forcës së printimit.
Ose, nëse nuk ju shqetëson përdorimi i tepërt i materialit dhe koha e gjatë e printimit, nuk mund të gaboni me konfigurimin e densitetit të printimit "të ngurtë".
Ekziston një term i veçantë i quajtur anizotropik që do të thotë se një objekt e ka pjesën më të madhe të forcës në drejtimin XY dhe jo në drejtimin Z. Në disa raste tensioni i boshtit Z mund të jetë 4-5 herë më i dobët se tensioni i boshtit XY.
Pjesët 1 dhe 3 ishin më të dobëtat për shkak se drejtimi i modelit të mbushjes ishte paralel me skajet e objektit. Kjo do të thoshte se forca kryesore që kishte pjesa ishte nga forca e dobët e lidhjes së PLA, e cila në pjesë të vogla do të jetë shumë e vogël.
Thjesht rrotullimi i pjesës suaj 45 gradë ka aftësinë t'i japë pjesëve tuaja të printuara dyfishin e sasisë së forca.
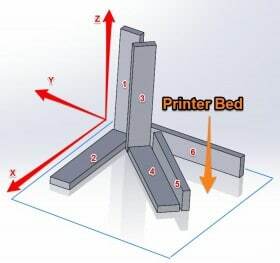 Burimi: Sparxeng.com
Burimi: Sparxeng.comNumri iPredhat/Perimetrat
Gacat përkufizohen si të gjitha pjesët e jashtme ose afër pjesës së jashtme të modelit të cilat janë konturet ose perimetrat e jashtëm të secilës shtresë. E thënë me fjalë të thjeshta, ato janë numri i shtresave në pjesën e jashtme të një printimi.
Shiko gjithashtu: Dështimet e printimit 3D – Pse dështojnë & Sa shpesh?Gacat kanë një ndikim masiv në forcën e pjesës, ku shtimi i vetëm një guaskë shtesë mund të japë teknikisht të njëjtën forcë të pjesës si një 15% shtesë mbushje në një pjesë të printuar 3D.
Kur printoni, predha janë pjesët që printohen së pari për secilën shtresë. Mbani parasysh, duke bërë këtë, sigurisht, do të rrisni kohën tuaj të printimit në mënyrë që të ketë një kompromis.
Trashësia e guaskës
Sikurse duke shtuar predha në printimet tuaja, ju mund të rrisni trashësia e guaskës për të rritur forcën e pjesës.
Kjo bëhet shumë kur pjesët duhet të lyhen me rërë ose të përpunohen pas, sepse e konsumon pjesën. Të kesh trashësi më të madhe të guaskës ju lejon të zbutni pjesën dhe të keni pamjen origjinale të modelit tuaj.
Trashësia e guaskës normalisht vlerësohet në një shumëfish të diametrit të hundës, kryesisht për të shmangur papërsosmëritë e printimit.
Numri i mureve dhe trashësia e murit gjithashtu hyjnë në lojë, por tashmë teknikisht janë pjesë e guaskës dhe janë pjesë vertikale të saj.
Mbi ekstrudimi
Rreth 10-20% e mbiekstrudimit në cilësimet do t'i japin pjesëve tuaja më shumë forcë, por do të shihni një reduktim në estetikë dhe saktësi. Mund të duhen disa prova dhe gabime për të gjetur njëshkalla e rrjedhës me të cilën jeni të kënaqur, prandaj përdorni atë në avantazhin tuaj.
Shtresat më të vogla
My3DMatter zbuloi se lartësia e shtresës më të ulët dobëson një objekt të printuar 3D, megjithëse kjo nuk është përfundimtare dhe ndoshta ka shumë variablat që ndikojnë në këtë pretendim.
Megjithatë, ndryshimi këtu është se kalimi nga një grykë 0.4 mm në një hundë 0.2 mm do të dyfishojë kohën tuaj të printimit nga e cila shumica e njerëzve do të shmangnin.
Për një pjesë vërtet të fortë të printuar 3D, duhet të keni një model mbushjeje dhe përqindje të mirë, të shtoni shtresa të forta për të stabilizuar strukturën e mbushjes, të shtoni më shumë perimetra në shtresat e sipërme dhe të poshtme, si dhe në pjesën e jashtme (predhat).
Pasi t'i bashkoni të gjithë këta faktorë, do të keni një pjesë jashtëzakonisht të qëndrueshme dhe të fortë.
Nëse ju pëlqejnë printimet 3D me cilësi të shkëlqyer, do t'ju pëlqejë paketa e veglave të printerit 3D AMX3d Pro Grade nga Amazon. Është një grup i mjeteve të printimit 3D që ju jep gjithçka që ju nevojitet për të hequr, pastruar dhe përforcuar; përfundoni printimet tuaja 3D.
Kjo ju jep mundësinë që:
- Të pastroni me lehtësi printimet tuaja 3D – komplet 25 pjesësh me 13 tehe thike dhe 3 doreza, piskatore të gjata, hundë me gjilpërë pincë dhe ngjitës.
- Thjesht hiqni printimet 3D – ndaloni dëmtimin e printimeve tuaja 3D duke përdorur një nga 3 mjetet e specializuara të heqjes
- Përfundoni në mënyrë të përsosur printimet tuaja 3D – printimet 3-copëshe, 6- Kombinimi me precizion me kruajtëse/zgjedhje/thikë mund të futet në të çara të vogla për të marrë një përfundim të shkëlqyer
- Bëhuni