
Sisällysluettelo
Täyttökuviot jäävät helposti huomiotta 3D-tulostuksessa, mutta niillä on suuri merkitys laatuun. Mietin aina, mikä täyttökuvio on vahvin, joten kirjoitan tämän postauksen vastatakseni siihen ja jakaakseni sen muiden 3D-tulostimen harrastajien kanssa.
Mikä täytekuvio on vahvin? Se riippuu 3D-tulostuksen käyttötarkoituksesta, mutta yleisesti ottaen hunajakennokuvio on vahvin täytekuvio. Teknisesti ottaen suoraviivainen kuvio on vahvin kuvio, kun voiman suunta otetaan huomioon, mutta heikko vastakkaiseen suuntaan.
Ei ole olemassa yhtä kaikille sopivaa täytekuviota, minkä vuoksi täytekuvioita on alun perin niin paljon, koska jotkut ovat parempia kuin toiset riippuen siitä, mikä on toiminnallisuus.
Jatka lukemista saadaksesi lisätietoja täytekuvion lujuudesta ja muista tärkeistä tekijöistä osan lujuuden kannalta.
Jos olet kiinnostunut näkemään joitain parhaita työkaluja ja tarvikkeita 3D-tulostimiin, löydät ne helposti tarkistamalla Amazonin. Suodatin joitakin parhaita tuotteita, joten katso läpi.
Mikä on vahvin täytekuvio?
Vuonna 2016 tehdyssä tutkimuksessa todettiin, että suoraviivaisen kuvion ja 100-prosenttisen täytteen yhdistelmä osoitti korkeimman vetolujuuden, joka oli 36,4 Mpa.
Tämä oli vain testi, joten et halua käyttää 100 % täytettä, mutta se osoittaa tämän täytekuvion todellisen tehokkuuden.
Vahvin täytekuvio on suoraviivainen, mutta vain silloin, kun se on linjassa voiman suunnan kanssa, sillä on heikkoutensa, joten pidä tämä mielessä.
Kun puhutaan voiman erityisestä suunnasta, suoraviivainen täytekuvio on hyvin vahva voiman suuntaan, mutta paljon heikompi voiman suuntaa vastaan.
Yllättävää kyllä, suoraviivainen täytekuvio on erittäin tehokas muovin käytön kannalta, joten se tulostuu nopeammin kuin hunajakenno (30 % nopeammin) ja muutama muu kuvio.
Paras kaikenkattava täytekuvio on hunajakenno, joka tunnetaan myös kuutiomaisena.
Honeycomb (kuutiomainen) on luultavasti suosituin 3D-tulostuksen täytekuvio. Monet 3D-tulostimen käyttäjät suosittelevat sitä, koska sillä on niin hyviä ominaisuuksia ja ominaisuuksia. Käytän sitä monissa tulosteissani, eikä minulla ole mitään ongelmia sen kanssa.
Hunajakennolla on vähemmän voimaa voiman suuntaan, mutta sillä on yhtä paljon voimaa kaikkiin suuntiin, mikä tekee siitä teknisesti vahvemman kokonaisuuden, koska voidaan väittää, että se on vain niin vahva kuin heikoin lenkki.
Sen lisäksi, että hunajakennotäytekuvio näyttää esteettisesti miellyttävältä, sitä käytetään laajalti monissa sovelluksissa lujuuden vuoksi. Jopa ilmailu- ja avaruuskäyttöön tarkoitetuissa komposiittisandwich-paneeleissa käytetään hunajakennokuviota, joten tiedät, että se on ansainnut paikkansa.
Muista, että ilmailuteollisuus käyttää tätä täytekuviota lähinnä valmistusprosessin eikä niinkään lujuuden vuoksi. Se on vahvin täytekuvio, jota he voivat käyttää resurssiensa puolesta, muuten he saattaisivat käyttää Gyroid- tai Cubic-kuviota.
Tiettyjen materiaalien kohdalla joidenkin täytekuvioiden käyttö voi olla melko vaikeaa, joten he tekevät parhaansa sen mukaan, mitä voivat tehdä.
Honeycomb käyttää paljon liikettä, joten sen tulostaminen on hitaampaa.
Mikä on suosikkisi täytekuvio? alkaen 3Dprinting
Käyttäjä teki testejä, joissa selvitettiin täytekuvioiden vaikutusta mekaaniseen suorituskykyyn, ja he havaitsivat, että parhaat kuviot ovat joko lineaarisia tai diagonaalisia (lineaarisia 45°:n kulmassa).
Kun käytettiin pienempiä täyttöprosentteja, lineaaristen, diagonaalisten tai jopa kuusikulmaisten (hunajakenno) kuvioiden välillä ei ollut suurta eroa, ja koska hunajakenno on hitaampi, sitä ei kannata käyttää pienillä täyttötiheyksillä.
Suuremmilla täyttöprosenttiosuuksilla kuusikulmainen osoitti samanlaista mekaanista lujuutta kuin lineaarinen, kun taas diagonaalinen osoitti itse asiassa 10 prosenttia suurempaa lujuutta kuin lineaarinen.
Luettelo vahvimmista täydennyskuvioista
Meillä on täytekuvioita, jotka tunnetaan joko 2D- tai 3D-kuvioina.
Monet ihmiset käyttävät 2D-täytteitä keskivertotulostukseen, jotkut voivat olla nopeita täytteitä, joita käytetään heikompiin malleihin, mutta silti on olemassa vahvoja 2D-täytteitä.
Käytössäsi on myös tavanomaiset 3D-täytteet, joita käytetään tekemään 3D-tulosteistasi vahvempia, mutta myös vahvempia kaikissa voimasuuntauksissa.
Näiden tulostamiseen kuluu enemmän aikaa, mutta ne parantavat 3D-tulostettujen mallien mekaanista lujuutta huomattavasti, mikä on hienoa toiminnallisissa tulosteissa.
On hyvä pitää mielessä, että on olemassa monia erilaisia viipalointilaitteita, mutta riippumatta siitä, käytätkö Curaa, Simplify3D:tä, Slic3r:ää, Makerbotia tai Prusaa, on olemassa versioita näistä vahvoista täytekuvioista sekä joitakin mukautettuja kuvioita.
Vahvimmat täydennysrakentamismallit ovat:
- Ruudukko - 2D-täyttö
- Kolmiot - 2D-täyttö
- Tri-Hexagon - 2D-täyte
- Cubic - 3D-täyttö
- Cubic (alajako) - 3D-täyte ja käyttää vähemmän materiaalia kuin Cubic.
- Octet - 3D-täyttö
- Quarter Cubic - 3D-täyttö
- Gyroid - Lisääntynyt lujuus pienemmällä painolla
Gyroid ja suoraviivainen ovat kaksi muuta hyvää vaihtoehtoa, jotka ovat tunnetusti erittäin lujia. Gyroidilla voi olla ongelmia tulostuksessa, kun täytetiheys on alhainen, joten vaatii jonkin verran kokeilua ja erehdystä, jotta asiat saadaan kuntoon.
Kuutioalajako on tyyppi, joka on erittäin vahva ja myös nopea tulostaa. Sillä on hämmästyttävä lujuus kolmiulotteisesti ja pitkät suorat tulostusreitit, jotka nopeuttavat täyttökerrosten tulostamista.
Ultimakerilla on erittäin informatiivinen viesti täydennysrakentamisen asetuksista, jossa kerrotaan yksityiskohtaisesti tiheydestä, kuvioista, kerrospaksuudesta ja monista muista monimutkaisemmista täydennysrakentamisen aiheista.Mikä on vahvin täydennysrakentamisprosentti?
Toinen tärkeä tekijä kappaleen lujuuden kannalta on täyttöprosentti, joka lisää kappaleiden rakenteellista kestävyyttä.
Mitä enemmän muovia on osan keskellä, sitä vahvempi se on, koska voiman on murrettava suurempi massa.
Ilmeinen vastaus on, että 100-prosenttinen täyteaine on vahvin täyteaineprosentti, mutta asiaan liittyy muitakin seikkoja. Meidän on tasapainotettava painatusaika ja -materiaali osan lujuuden kanssa.
3D-tulostimien käyttäjien käyttämä keskimääräinen täyttötiheys on 20 %, mikä on myös oletusarvo monissa viipalointiohjelmissa.
Se on hyvä täytetiheys ulkonäön vuoksi tehdyille osille, jotka eivät kanna kuormitusta, mutta toiminnallisissa osissa, jotka tarvitsevat lujuutta, voidaan ehdottomasti käyttää suurempaa tiheyttä.
On hyvä tietää, että kun pääset hyvin korkeaan filamenttiprosenttiin, kuten 50 %:iin, se vähentää huomattavasti sitä, kuinka paljon se vahvistaa osia.
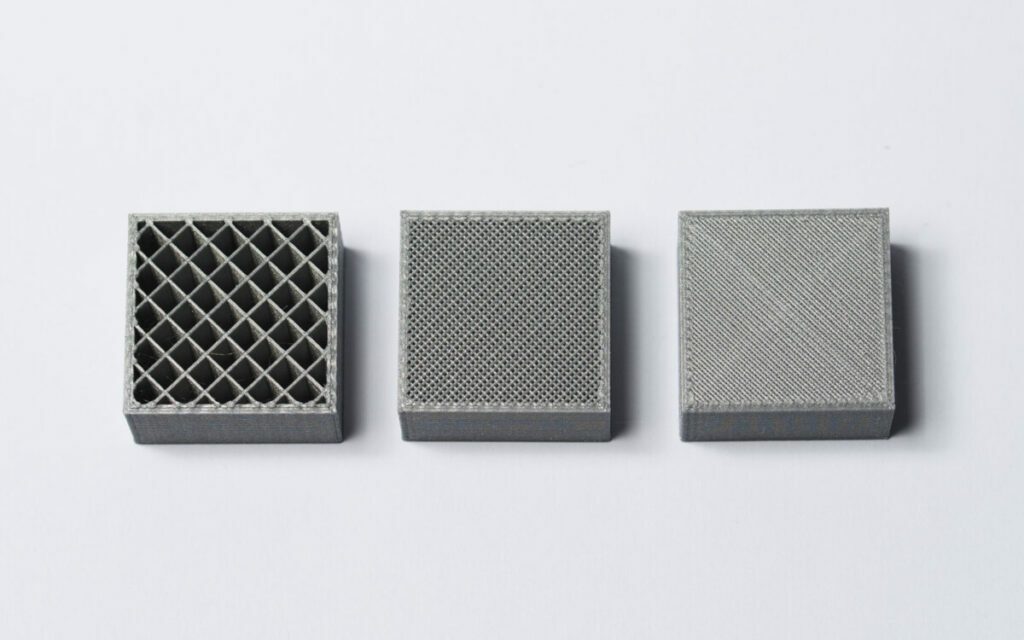 Täydennysrakentamisprosentti 20 % (vasemmalla), 50 % (keskellä) ja 75 % (oikealla) Lähde: Hubs.com.
Täydennysrakentamisprosentti 20 % (vasemmalla), 50 % (keskellä) ja 75 % (oikealla) Lähde: Hubs.com. Yli 75 % on useimmiten tarpeetonta, joten pidä tämä mielessä, ennen kuin tuhlaat filamenttia. Ne myös tekevät osista painavampia, mikä voi tehdä niiden rikkoutumisesta vieläkin todennäköisempää fysiikan ja voiman vuoksi, koska massa x kiihtyvyys = nettovoima.
Mikä on nopein täydennyskuvio?
Nopein täytekuvio on varmasti viivakuvio, jonka olet ehkä nähnyt videoissa ja kuvissa.
Tämä on luultavasti suosituin täytekuvio, ja se on oletusarvo monissa slicer-ohjelmistoissa. Sillä on kohtuullinen määrä lujuutta ja se käyttää vähän filamenttia, joten se on nopein täytekuvio, paitsi jos sitä ei ole lainkaan.
Mitkä muut tekijät tekevät 3D-tulosteista vahvoja?
Vaikka tulit tänne etsimään vahvuutta parantavia täytekuvioita, seinämän paksuus tai seinämien määrä vaikuttaa enemmän osan lujuuteen, ja siihen liittyy monia muitakin tekijöitä. Erinomainen resurssi vahvoista 3D-tulosteista on tämä GitHub-postaus.
On itse asiassa olemassa melko hieno tuote, joka voi tehdä 3D-tulostetuista osista vahvempia ja jota jotkut 3D-tulostimen käyttäjät käyttävät. Sen nimi on Smooth-On XTC-3D High Performance Coating.
Se on tehty antamaan 3D-tulosteille sileäpintainen pinta, mutta se myös tekee 3D-osista hieman vahvempia, koska se lisää pinnoitteen ulkopuolelle.
Filamentin laatu
Kaikkia filamentteja ei valmisteta samalla tavalla, joten varmista, että hankit filamentit hyvämaineiselta ja luotettavalta tuotemerkiltä, jotta saat parhaan laadun. Tein hiljattain postauksen aiheesta Kuinka kauan 3D-tulostetut osat kestävät, jossa on tietoa tästä, joten voit vapaasti tarkistaa sen.
Katso myös: 12 tapaa korjata 3D-tulosteita, jotka epäonnistuvat samassa kohdassaFilamenttisekoite/komposiitit
Monia filamentteja on kehitetty vahvemmiksi, ja voit hyödyntää niitä. Tavallisen PLA:n sijaan voit valita PLA plus -materiaalin tai PLA:n, johon on sekoitettu muita materiaaleja, kuten puuta, hiilikuitua, kuparia ja paljon muuta.
Minulla on Ultimate Filament Guide -opas, jossa kerrotaan yksityiskohtaisesti monista eri filamenttimateriaaleista.
Tulosta suuntaus
Tämä on yksinkertainen, mutta unohdettu menetelmä, joka voi vahvistaa tulosteita. Tulosteiden heikot kohdat ovat aina kerrosviivat.
Tämän pienen kokeilun tuloksena saadun tiedon pitäisi antaa sinulle parempi käsitys siitä, miten osat kannattaa sijoittaa tulostusta varten. 45 asteen kääntäminen voi olla niinkin helppoa kuin tulostuksen vahvuuden yli kaksinkertaistaminen.
Jos sinua ei haittaa ylimääräinen materiaalin käyttö ja pitkät tulostusajat, et voi mennä vikaan "kiinteän" tulostustiheyden kokoonpanossa.
On olemassa erityinen termi nimeltä anisotrooppinen, joka tarkoittaa, että kappaleen lujuus on suurimmaksi osaksi XY-suunnassa eikä Z-suunnassa. Joissakin tapauksissa Z-akselin jännitys voi olla 4-5 kertaa heikompi kuin XY-akselin jännitys.
Osat 1 ja 3 olivat heikoimmat, koska täytteen kuviosuunta oli yhdensuuntainen kappaleen reunojen kanssa. Tämä tarkoitti, että osan päävahvuus perustui PLA:n heikkoon sidoslujuuteen, joka on pienissä osissa hyvin pieni.
Pelkkä osan kääntäminen 45 astetta voi antaa tulostetuille osille kaksinkertaisen lujuuden.
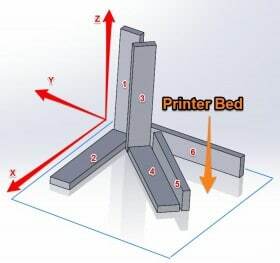 Lähde: Sparxeng.com
Lähde: Sparxeng.com Kuorien lukumäärä/perimetri
Kuorilla tarkoitetaan kaikkia mallin uloimpia osia tai lähellä mallin ulkopintaa olevia osia, jotka ovat kunkin kerroksen ääriviivoja tai ulkokehiä. Yksinkertaistettuna ne ovat tulosteen ulkopuolella olevien kerrosten määrä.
Kuorilla on valtava vaikutus kappaleen lujuuteen, sillä yhden ylimääräisen kuoren lisääminen voi teknisesti antaa kappaleelle saman lujuuden kuin 15 %:n lisäys 3D-tulostetun kappaleen täytteeseen.
Tulostettaessa kuoret ovat osia, jotka tulostetaan ensimmäisenä kunkin kerroksen kohdalla. Muista, että tämä tietenkin lisää tulostusaikaa, joten tämä on kompromissi.
Kuoren paksuus
Voit lisätä tulosteisiin kuoria ja lisätä kuoren paksuutta kappaleen lujuuden lisäämiseksi.
Näin tehdään usein, kun osia pitää hioa tai jälkikäsitellä, koska se kuluttaa osaa. Kun kuoren paksuus on suurempi, voit hioa osan ja säilyttää mallisi alkuperäisen näköisen.
Kuoren paksuus on yleensä moninkertainen suuttimen halkaisijaan nähden, jotta vältytään tulostuksen epätarkkuuksilta.
Seinien lukumäärä ja seinien paksuus vaikuttavat myös asiaan, mutta ne ovat jo teknisesti osa kuorta ja ovat sen pystysuoria osia.
Yli puristaminen
Noin 10-20 % ylipuristaminen asetuksissasi antaa osillesi enemmän lujuutta, mutta esteettisyys ja tarkkuus heikkenevät. Voi vaatia jonkin verran kokeilua ja erehdystä löytää virtausnopeus, johon olet tyytyväinen, joten käytä sitä hyväksesi.
Katso myös: Kuinka usein 3D-tulostimen sängyn tasaaminen tulisi tehdä? Sängyn pitäminen tasaisena?Pienemmät kerrokset
My3DMatter havaitsi, että matalampi kerroskorkeus heikentää 3D-tulostettua esinettä, vaikkakaan tämä ei ole vakuuttava tulos, ja väitteeseen vaikuttavat todennäköisesti monet muuttujat.
Kompromissina on kuitenkin se, että siirtyminen 0,4 mm:n suuttimesta 0,2 mm:n suuttimeen kaksinkertaistaa tulostusaikasi, mitä useimmat ihmiset välttäisivät.
Todella vahvan 3D-tulostetun osan saamiseksi sinun pitäisi olla hyvä täytekuvio ja -prosentti, lisätä kiinteitä kerroksia täyttörakenteen vakauttamiseksi, lisätä ympärysmittaa ylä- ja alakerroksiin sekä ulkokuoreen (kuoret).
Kun kaikki nämä tekijät yhdistetään, saat erittäin kestävän ja vahvan osan.
Jos rakastat laadukkaita 3D-tulosteita, rakastat AMX3d Pro Grade 3D Printer Tool Kit -työkalupakettia Amazonista. Se on niitti 3D-tulostustyökaluja, jotka antavat sinulle kaiken, mitä tarvitset 3D-tulosteiden poistamiseen, puhdistamiseen ja viimeistelyyn.
Se antaa sinulle mahdollisuuden:
- Puhdista 3D-tulosteet helposti - 25-osainen sarja, jossa on 13 veitsenterää ja 3 kahvaa, pitkät pinsetit, neulapihdit ja liimapuikko.
- Poista 3D-tulosteet yksinkertaisesti - lopeta 3D-tulosteiden vahingoittaminen käyttämällä yhtä kolmesta erikoistuneesta poistotyökalusta.
- Viimeistele 3D-tulostuksesi täydellisesti - 3-osainen, 6-osainen tarkkuuskaavin/piikki/veitsiterä-yhdistelmä pääsee pieniin rakoihin ja saa aikaan upean viimeistelyn.
- Ryhdy 3D-tulostuksen ammattilaiseksi!