
តារាងមាតិកា
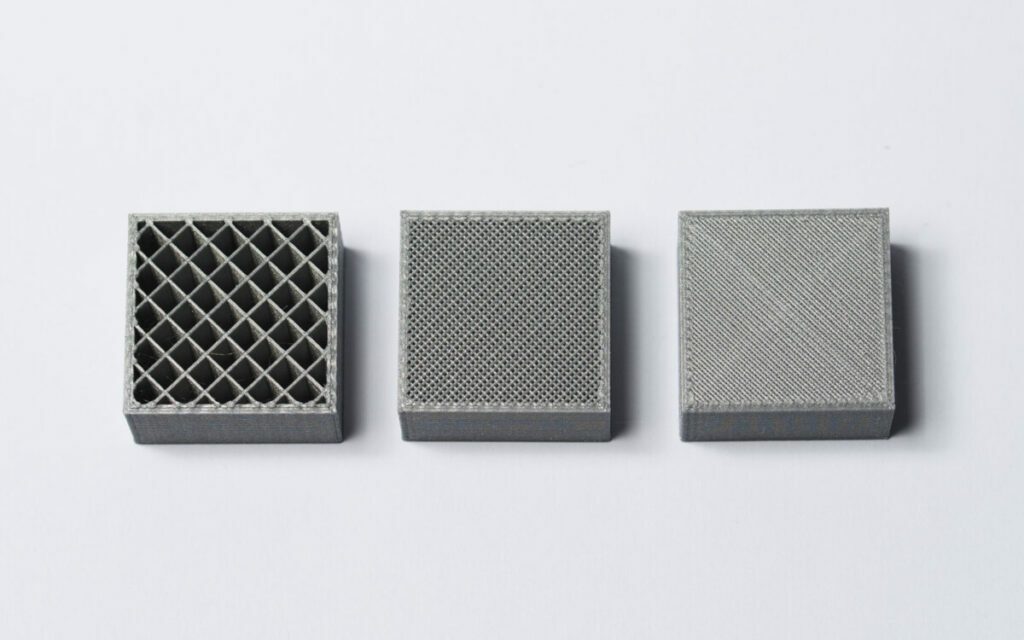
គំរូ Infill អាចត្រូវបានគេមើលរំលងបានយ៉ាងងាយស្រួលនៅពេលដែលអ្នកកំពុងបោះពុម្ព 3D ប៉ុន្តែពួកវាធ្វើឱ្យមានភាពខុសគ្នាខ្លាំងនៅក្នុងគុណភាពរបស់អ្នក។ ខ្ញុំតែងតែឆ្ងល់ថាតើលំនាំ infill មួយណាខ្លាំងជាងគេ ដូច្នេះខ្ញុំកំពុងសរសេរការបង្ហោះនេះដើម្បីឆ្លើយវា ហើយចែករំលែកវាជាមួយអ្នកចំណូលចិត្តម៉ាស៊ីនបោះពុម្ព 3D ផ្សេងទៀត។
ដូច្នេះ តើលំនាំ infill មួយណាខ្លាំងជាងគេ? វាអាស្រ័យលើការអនុវត្តនៃការបោះពុម្ព 3D របស់អ្នក ប៉ុន្តែជាទូទៅ លំនាំ Honeycomb គឺជាគំរូនៃការបំពេញគ្រប់ជ្រុងជ្រោយខ្លាំងបំផុតនៅទីនោះ។ និយាយតាមលក្ខណៈបច្ចេកទេស លំនាំ rectilinear គឺជាគំរូខ្លាំងបំផុតនៅពេលដែលទិសដៅនៃកម្លាំងត្រូវបានគណនា ប៉ុន្តែខ្សោយក្នុងទិសដៅផ្ទុយ។
វាមិនមានទំហំមួយសមនឹងលំនាំ infill ទាំងអស់ទេ ដែលជាមូលហេតុនៅទីនោះ។ មានលំនាំបំពេញច្រើននៅទីនោះតាំងពីដំបូង ពីព្រោះខ្លះប្រសើរជាងមុខងារផ្សេងទៀត អាស្រ័យលើមុខងាររបស់វា។
បន្តអាន ដើម្បីទទួលបានព័ត៌មានបន្ថែមអំពីកម្លាំងលំនាំបំពេញ និងកត្តាសំខាន់ៗផ្សេងទៀតសម្រាប់កម្លាំងផ្នែក។
ប្រសិនបើអ្នកចាប់អារម្មណ៍ក្នុងការមើលឧបករណ៍ និងគ្រឿងបន្លាស់ដ៏ល្អបំផុតមួយចំនួនសម្រាប់ម៉ាស៊ីនបោះពុម្ព 3D របស់អ្នក អ្នកអាចស្វែងរកពួកវាយ៉ាងងាយស្រួលដោយពិនិត្យមើលនៅលើ Amazon ។ ខ្ញុំបានត្រងចេញសម្រាប់ផលិតផលល្អបំផុតមួយចំនួននៅទីនោះ ដូច្នេះសូមពិនិត្យមើលឱ្យបានល្អិតល្អន់។
តើអ្វីជាគំរូនៃការបំពេញដ៏រឹងមាំបំផុត?
ការសិក្សាឆ្នាំ 2016 លើការរកឃើញ ថាការរួមបញ្ចូលគ្នានៃលំនាំ rectilinear ជាមួយ 100% infill បានបង្ហាញពីកម្លាំង tensile ខ្ពស់បំផុតនៅតម្លៃ 36.4 Mpa ។
សូមមើលផងដែរ: ម៉ាស៊ីនបោះពុម្ព 3D ល្អបំផុតទាំង 7 សម្រាប់វិស្វករ & និស្សិតវិស្វករមេកានិកនេះគ្រាន់តែជាការសាកល្បង ដូច្នេះអ្នកនឹងមិនគាំទ្រការបោះពុម្ព 3D! ចង់ប្រើ 100% infill ប៉ុន្តែវាបង្ហាញពីប្រសិទ្ធភាពពិតប្រាកដនៃលំនាំ infill នេះ។
លំនាំ infill ខ្លាំងបំផុតគឺ Rectilinear ប៉ុន្តែមានតែនៅពេលដែលវាត្រូវបានតម្រឹមទៅនឹងទិសដៅកម្លាំង វាមានចំណុចខ្សោយរបស់វា ដូច្នេះសូមចងចាំរឿងនេះ .
នៅពេលយើងនិយាយអំពីទិសដៅជាក់លាក់នៃកម្លាំង លំនាំ infill rectilinear គឺខ្លាំងក្នុងទិសដៅនៃកម្លាំង ប៉ុន្តែខ្សោយជាងច្រើនធៀបនឹងទិសដៅនៃកម្លាំង។
គួរឱ្យភ្ញាក់ផ្អើលគ្រប់គ្រាន់នោះ rectilinear លំនាំ infill កើតឡើងថាមានប្រសិទ្ធភាពខ្លាំងទាក់ទងនឹងការប្រើប្រាស់ផ្លាស្ទិច ដូច្នេះវាបោះពុម្ពលឿនជាង Honeycomb (លឿនជាង 30%) និងលំនាំមួយចំនួនផ្សេងទៀតនៅទីនោះ។
លំនាំ infill គ្រប់ជ្រុងជ្រោយល្អបំផុតត្រូវតែមាន Honeycomb ឬគេស្គាល់ថាជាគូប។
Honeycomb (គូប) ប្រហែលជាការបោះពុម្ព 3D ដ៏ពេញនិយមបំផុតដែលមានលំនាំបំពេញនៅទីនោះ។ អ្នកប្រើម៉ាស៊ីនបោះពុម្ព 3D ជាច្រើននឹងណែនាំវាព្រោះវាមានគុណភាព និងលក្ខណៈអស្ចារ្យបែបនេះ។ ខ្ញុំប្រើវាសម្រាប់ការបោះពុម្ពរបស់ខ្ញុំច្រើន ហើយខ្ញុំមិនមានបញ្ហាអ្វីជាមួយវាទេ។
Honeycomb មានកម្លាំងតិចក្នុងទិសដៅនៃកម្លាំង ប៉ុន្តែមានកម្លាំងស្មើគ្នានៅគ្រប់ទិសដៅ ដែលធ្វើឱ្យវាខ្លាំងជាងបច្ចេកទេស។ សរុបមក ពីព្រោះអ្នកអាចប្រកែកថាអ្នកខ្លាំងដូចតំណខ្សោយបំផុតរបស់អ្នក។
មិនត្រឹមតែទម្រង់ Honeycomb infill មើលទៅមានសោភ័ណភាពប៉ុណ្ណោះទេ វាត្រូវបានគេប្រើយ៉ាងទូលំទូលាយនៅក្នុងកម្មវិធីជាច្រើនសម្រាប់កម្លាំង។ សូម្បីតែបន្ទះសាំងវិចដែលផ្សំពីលំហអាកាស រួមបញ្ចូលលំនាំ Honeycomb នៅក្នុងផ្នែករបស់វា។ដូច្នេះអ្នកដឹងថាវាបានទទួលឆ្នូតរបស់វា។
សូមចងចាំថា ឧស្សាហកម្មអវកាសប្រើប្រាស់លំនាំនៃការបំពេញនេះភាគច្រើនដោយសារតែដំណើរការផលិតជាជាងកម្លាំង។ វាជាការបំពេញខ្លាំងបំផុតដែលពួកគេអាចប្រើប្រាស់ធនធានរបស់ពួកគេបាន បើមិនដូច្នេះទេពួកគេអាចប្រើលំនាំ Gyroid ឬ Cubic ។
សម្រាប់វត្ថុធាតុមួយចំនួន វាអាចពិបាកក្នុងការប្រើគំរូ infill មួយចំនួន ដូច្នេះពួកគេធ្វើឱ្យអស់ពីសមត្ថភាពដែលពួកគេអាចធ្វើបាន។ .
Honeycomb ប្រើចលនាច្រើន មានន័យថាវាយឺតជាងក្នុងការបោះពុម្ព។
តើអ្វីជាគំរូ infill ដែលអ្នកចូលចិត្ត? ពី 3Dprinting
ការសាកល្បងត្រូវបានធ្វើឡើងដោយអ្នកប្រើប្រាស់ដើម្បីមើលឥទ្ធិពលនៃលំនាំបំពេញលើដំណើរការមេកានិក ហើយពួកគេបានរកឃើញថាគំរូល្អបំផុតដែលត្រូវប្រើគឺលីនេអ៊ែរ ឬអង្កត់ទ្រូង (លីនេអ៊ែរលំអៀងដោយ 45°)។
នៅពេលប្រើភាគរយនៃការបំពេញទាប វាមិនមានភាពខុសប្លែកគ្នាច្រើនរវាងលំនាំលីនេអ៊ែរ អង្កត់ទ្រូង ឬសូម្បីតែប្រាំមួយជ្រុង (Honeycomb) ហើយដោយសារ Honeycomb យឺតជាង វាមិនមែនជាគំនិតល្អទេក្នុងការប្រើវានៅដង់ស៊ីតេទាប។
នៅភាគរយនៃការបញ្ចូលខ្ពស់ ឆកោនបានបង្ហាញពីកម្លាំងមេកានិចស្រដៀងគ្នាជាលីនេអ៊ែរ ខណៈពេលដែលអង្កត់ទ្រូងពិតជាបង្ហាញភាពខ្លាំងជាងលីនេអ៊ែរ 10%។
បញ្ជីនៃគំរូនៃការបំពេញខ្លាំងបំផុត
យើងមានលំនាំបំពេញដែលត្រូវបានគេស្គាល់ថាជា ទាំង 2D ឬ 3D។
មនុស្សជាច្រើននឹងប្រើការបញ្ចូល 2D សម្រាប់ការបោះពុម្ពជាមធ្យម មួយចំនួនអាចជាការបញ្ចូលរហ័សដែលត្រូវបានប្រើសម្រាប់ម៉ូដែលខ្សោយ ប៉ុន្តែអ្នកនៅតែមានការបញ្ចូល 2D ខ្លាំងនៅទីនោះ។
អ្នកក៏មានការបញ្ចូល 3D ស្ដង់ដាររបស់អ្នកផងដែរ ដែលត្រូវបានប្រើដើម្បីធ្វើឱ្យការបោះពុម្ព 3D របស់អ្នកមិនត្រឹមតែខ្លាំងប៉ុណ្ណោះទេ ប៉ុន្តែខ្លាំងជាងនៅគ្រប់ទិសដៅនៃកម្លាំង។
ទាំងនេះនឹងចំណាយពេលច្រើនក្នុងការបោះពុម្ព ប៉ុន្តែពួកវា ធ្វើឱ្យមានភាពខុសប្លែកគ្នាយ៉ាងខ្លាំងនៅក្នុងកម្លាំងមេកានិចនៃម៉ូដែលបោះពុម្ព 3D ដែលល្អសម្រាប់ការបោះពុម្ពមុខងារ។
វាជាការល្អក្នុងការចងចាំថាមានឧបករណ៍កាត់ផ្សេងៗគ្នាជាច្រើននៅទីនោះ ប៉ុន្តែថាតើអ្នកកំពុងប្រើ Cura, Simplify3D, Slic3r, Makerbot ឬ Prusa នឹងមានកំណែនៃគំរូ infill ដ៏រឹងមាំទាំងនេះ ក៏ដូចជាគំរូផ្ទាល់ខ្លួនមួយចំនួន។
លំនាំ infill ខ្លាំងបំផុតគឺ៖
- Grid – 2D infill
- ត្រីកោណ – 2D infill
- Tri-Hexagon – 2D infill
- Cubic – 3D infill
- Cubic (subdivision) – 3D infill និងប្រើប្រាស់សម្ភារៈតិចជាង Cubic
- Octet – 3D infill
- Quarter Cubic – 3D infill
- Gyroid – បង្កើនកម្លាំងនៅទម្ងន់ទាប
Gyroid និង rectilinear គឺជាជម្រើសដ៏អស្ចារ្យពីរផ្សេងទៀតដែលត្រូវបានគេស្គាល់ថាសម្រាប់ មានកម្លាំងខ្ពស់។ Gyroid អាចមានបញ្ហាក្នុងការបោះពុម្ព នៅពេលដែលដង់ស៊ីតេនៃការបំពេញរបស់អ្នកមានកម្រិតទាប ដូច្នេះវានឹងត្រូវការការសាកល្បង និងកំហុសមួយចំនួនដើម្បីទទួលបានអ្វីដែលត្រឹមត្រូវ។
ផ្នែករងគូបគឺជាប្រភេទដែលខ្លាំង និងរហ័សក្នុងការបោះពុម្ពផងដែរ។ វាមានកម្លាំងដ៏អស្ចារ្យនៅក្នុងទំហំ 3 និងផ្លូវបោះពុម្ពត្រង់វែង ដែលផ្តល់ឱ្យវានូវស្រទាប់បំពេញលឿនជាងមុន។
Ultimaker មានការប្រកាសព័ត៌មានអំពីការកំណត់ infill ដែលផ្តល់ព័ត៌មានលម្អិតអំពីដង់ស៊ីតេ លំនាំ កម្រាស់ស្រទាប់ និងជាច្រើនទៀត។ប្រធានបទបន្ថែមស្មុគស្មាញ។តើអ្វីជាភាគរយនៃការបំពេញខ្លាំងបំផុត
កត្តាសំខាន់មួយទៀតសម្រាប់កម្លាំងផ្នែកគឺការបំពេញភាគរយដែលផ្តល់ឱ្យផ្នែកបន្ថែមនូវភាពសុចរិតនៃរចនាសម្ព័ន្ធ។
ប្រសិនបើអ្នកគិតអំពីវា ជាទូទៅប្លាស្ទិកកាន់តែច្រើននៅកណ្តាល នៃផ្នែកមួយ វានឹងកាន់តែខ្លាំង ពីព្រោះកម្លាំងនឹងត្រូវបំបែកម៉ាស់កាន់តែច្រើន។
ចម្លើយជាក់ស្តែងនៅទីនេះគឺថា 100% infill នឹងក្លាយជាភាគរយនៃការបញ្ចូលខ្លាំងបំផុត ប៉ុន្តែវាមានច្រើនទៀតចំពោះវា។ យើងត្រូវធ្វើឱ្យមានតុល្យភាពរវាងពេលវេលាបោះពុម្ព និងសម្ភារៈជាមួយនឹងកម្លាំងផ្នែក។
ដង់ស៊ីតេនៃការបំពេញជាមធ្យមដែលអ្នកប្រើប្រាស់ម៉ាស៊ីនបោះពុម្ព 3D អនុវត្តគឺ 20% ក៏ជាលំនាំដើមនៅក្នុងកម្មវិធីផ្នែកជាច្រើនផងដែរ។
វាពិតជាល្អណាស់ បំពេញដង់ស៊ីតេសម្រាប់ផ្នែកដែលផលិតឡើងសម្រាប់រូបរាង និងដែលមិនផ្ទុកបន្ទុក ប៉ុន្តែសម្រាប់ផ្នែកមុខងារដែលត្រូវការកម្លាំង យើងពិតជាអាចខ្ពស់ជាងនេះ។
វាជាការប្រសើរណាស់ដែលដឹងថានៅពេលដែលអ្នកទទួលបានភាគរយខ្ពស់ដូចជា 50 % វាមានផលចំណេញធ្លាក់ចុះយ៉ាងធំទៅលើចំនួនដែលវាពង្រឹងផ្នែករបស់អ្នក។
 បញ្ចូលភាគរយចាប់ពី 20% (ឆ្វេង) 50% (កណ្តាល) និង 75% (ស្តាំ) ប្រភព៖ Hubs.com
បញ្ចូលភាគរយចាប់ពី 20% (ឆ្វេង) 50% (កណ្តាល) និង 75% (ស្តាំ) ប្រភព៖ Hubs.comលើសពី 75% ភាគច្រើនមិនចាំបាច់ ដូច្នេះសូមចងចាំរឿងនេះមុនពេលខ្ជះខ្ជាយសរសៃរបស់អ្នក។ ពួកគេក៏ធ្វើឱ្យផ្នែករបស់អ្នកកាន់តែធ្ងន់ ដែលអាចធ្វើឱ្យវាកាន់តែងាយនឹងបាក់ដោយសារតែរូបវិទ្យា និងកម្លាំង ដោយសារតែ Mass x Acceleration = កម្លាំងសុទ្ធ។
តើអ្វីជាទម្រង់ការបញ្ចូលលឿនបំផុត?
ការបញ្ចូលលឿនបំផុត លំនាំត្រូវតែជាបន្ទាត់លំនាំដែលអ្នកប្រហែលជាធ្លាប់ឃើញនៅក្នុងវីដេអូ និងរូបភាព។
នេះប្រហែលជាលំនាំ infill ដ៏ពេញនិយមបំផុត ហើយជាលំនាំដើមនៅក្នុងកម្មវិធី slicer ជាច្រើននៅទីនោះ។ វាមានបរិមាណកម្លាំងសមរម្យ និងប្រើប្រាស់បរិមាណតិចនៃសរសៃ ដែលធ្វើឱ្យវាក្លាយជាគំរូនៃការបំពេញលឿនបំផុតនៅទីនោះ ក្រៅពីមិនមានគំរូអ្វីទាំងអស់។
តើកត្តាអ្វីផ្សេងទៀតដែលធ្វើឱ្យការបោះពុម្ព 3D រឹងមាំ?
ទោះបីជាអ្នកមកទីនេះដើម្បីស្វែងរកគំរូបំពេញបន្ថែមសម្រាប់កម្លាំងក៏ដោយ កម្រាស់ជញ្ជាំង ឬចំនួនជញ្ជាំងមានឥទ្ធិពលកាន់តែខ្លាំងទៅលើកម្លាំងផ្នែក និងមានកត្តាជាច្រើនទៀត។ ធនធានដ៏អស្ចារ្យសម្រាប់ការបោះពុម្ព 3D ខ្លាំងគឺការបង្ហោះ GitHub នេះ។
ពិតជាមានផលិតផលល្អមែនទែនដែលអាចធ្វើឱ្យផ្នែកបោះពុម្ព 3D របស់អ្នកកាន់តែរឹងមាំ ដែលត្រូវបានអនុវត្តដោយអ្នកប្រើប្រាស់ម៉ាស៊ីនបោះពុម្ព 3D មួយចំនួន។ វាត្រូវបានគេហៅថា Smooth-On XTC-3D High Performance Coating។
វាត្រូវបានផលិតឡើងដើម្បីផ្តល់ឱ្យការបោះពុម្ព 3D នូវភាពរលោង ប៉ុន្តែវាក៏មានឥទ្ធិពលក្នុងការធ្វើឱ្យផ្នែក 3D មានភាពរឹងមាំជាងមុនបន្តិចផងដែរ ព្រោះវាបន្ថែមអាវធំជុំវិញផ្នែកខាងក្រៅ។ .
គុណភាពសរសៃ
មិនមែនសរសៃទាំងអស់ត្រូវបានផលិតដូចគ្នាទេ ដូច្នេះត្រូវប្រាកដថាអ្នកទទួលបានសរសៃអំបោះពីម៉ាកល្បី និងគួរឱ្យទុកចិត្តសម្រាប់គុណភាពល្អបំផុតនៅទីនោះ។ ថ្មីៗនេះ ខ្ញុំបានបង្ហោះសារមួយអំពីរយៈពេលដែលផ្នែកបោះពុម្ព 3D ចុងក្រោយដែលមានព័ត៌មានអំពីបញ្ហានេះ ដើម្បីពិនិត្យមើលវាដោយសេរី។
Filament Blend/Composites
Filament ជាច្រើនត្រូវបានបង្កើតឡើងដើម្បីផលិត ខ្លាំងជាងដែលអ្នកអាចទាញយកប្រយោជន៍ពី។ ជាជាងប្រើ PLA ធម្មតា អ្នកអាចធ្វើបានជ្រើសរើសប្រើប្រាស់ PLA plus ឬ PLA ដែលត្រូវបានលាយបញ្ចូលគ្នាជាមួយវត្ថុធាតុផ្សេងទៀតដូចជា ឈើ កាបោនសរសៃ ទង់ដែង និងច្រើនទៀត។
ខ្ញុំមាន Ultimate Filament Guide ដែលរៀបរាប់លម្អិតអំពីសម្ភារៈសរសៃផ្សេងៗជាច្រើននៅទីនោះ។<1
ការតំរង់ទិសបោះពុម្ព
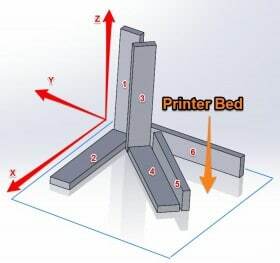
នេះគឺជាវិធីសាស្រ្តសាមញ្ញ ប៉ុន្តែមើលរំលងដែលអាចពង្រឹងការបោះពុម្ពរបស់អ្នក។ ចំនុចខ្សោយនៃការបោះពុម្ពរបស់អ្នកនឹងតែងតែជាបន្ទាត់ស្រទាប់។
ព័ត៌មានពីការពិសោធន៍តិចតួចនេះគួរតែផ្តល់ឱ្យអ្នកនូវការយល់ដឹងកាន់តែច្បាស់អំពីរបៀបដាក់ផ្នែករបស់អ្នកសម្រាប់ការបោះពុម្ព។ វាអាចមានភាពងាយស្រួលដូចការបង្វិលផ្នែករបស់អ្នក 45 ដឺក្រេ ដល់កម្លាំងជាងទ្វេដងនៃការបោះពុម្ពរបស់អ្នក។
ឬ ប្រសិនបើអ្នកមិនខ្វល់ពីការប្រើប្រាស់សម្ភារៈលើស និងពេលវេលាបោះពុម្ពយូរទេ អ្នកមិនអាចខុសទេ ជាមួយនឹងការកំណត់រចនាសម្ព័ន្ធដង់ស៊ីតេបោះពុម្ព "រឹង"។
មានពាក្យពិសេសមួយហៅថា anisotropic ដែលមានន័យថាវត្ថុមានកម្លាំងភាគច្រើននៅក្នុងទិសដៅ XY ជាជាងទិសដៅ Z។ ក្នុងករណីខ្លះភាពតានតឹងអ័ក្ស Z អាចខ្សោយជាងភាពតានតឹងអ័ក្ស XY 4-5 ដង។
ផ្នែកទី 1 និងទី 3 គឺខ្សោយបំផុតដោយសារតែទិសដៅលំនាំនៃការបញ្ចូលគឺស្របទៅនឹងគែមរបស់វត្ថុ។ នេះមានន័យថាកម្លាំងចម្បងដែលផ្នែកមានគឺមកពីកម្លាំងភ្ជាប់ខ្សោយនៃ PLA ដែលផ្នែកតូចៗនឹងមានតិចតួចណាស់។
គ្រាន់តែបង្វិលផ្នែករបស់អ្នក 45 ដឺក្រេ មានសមត្ថភាពផ្តល់ឱ្យផ្នែកដែលបានបោះពុម្ពរបស់អ្នកទ្វេដងនៃបរិមាណ។ កម្លាំង។
 ប្រភព៖ Sparxeng.com
ប្រភព៖ Sparxeng.com ចំនួនសែល/បរិមាត្រ
សែលត្រូវបានកំណត់ថាជាផ្នែកខាងក្រៅទាំងអស់ ឬនៅជិតផ្នែកខាងក្រៅនៃគំរូដែលជាគ្រោង ឬបរិវេណខាងក្រៅនៃស្រទាប់នីមួយៗ។ និយាយឱ្យចំទៅ ពួកវាជាចំនួនស្រទាប់នៅខាងក្រៅនៃការបោះពុម្ព។
សែលមានឥទ្ធិពលយ៉ាងខ្លាំងទៅលើកម្លាំងផ្នែក ដែលការបន្ថែមសែលបន្ថែមតែមួយអាចផ្តល់កម្លាំងផ្នែកដូចគ្នាទៅនឹង 15% បន្ថែម។ បំពេញនៅលើផ្នែកដែលបានបោះពុម្ព 3D ។
នៅពេលបោះពុម្ព សែលគឺជាផ្នែកដែលត្រូវបានបោះពុម្ពមុនគេសម្រាប់ស្រទាប់នីមួយៗ។ សូមចងចាំថា ការធ្វើបែបនេះនឹងធ្វើឱ្យពេលវេលាបោះពុម្ពរបស់អ្នកកើនឡើង ដើម្បីឱ្យមានការដោះដូរ។
កម្រាស់សែល
ក៏ដូចជាការបន្ថែមសំបកទៅការបោះពុម្ពរបស់អ្នក អ្នកអាចបង្កើន កម្រាស់សែលដើម្បីបង្កើនភាពរឹងមាំផ្នែក។
នេះត្រូវបានធ្វើច្រើននៅពេលដែលផ្នែកត្រូវបូមខ្សាច់ចុះក្រោម ឬក្រោយដំណើរការ ព្រោះវាពាក់ផ្នែកឆ្ងាយ។ ការមានកម្រាស់សែលកាន់តែច្រើនអនុញ្ញាតឱ្យអ្នកបូមខ្សាច់ចុះក្រោម ហើយមានរូបរាងដើមនៃម៉ូដែលរបស់អ្នក។
ជាធម្មតាកម្រាស់សែលត្រូវបានវាយតម្លៃនៅពហុអង្កត់ផ្ចិតនៃក្បាលម៉ាស៊ីនរបស់អ្នកជាចម្បង ដើម្បីជៀសវាងភាពមិនល្អឥតខ្ចោះនៃការបោះពុម្ព។
ចំនួនជញ្ជាំង និងកំរាស់ជញ្ជាំងក៏ចូលមកលេងដែរ ប៉ុន្តែផ្នែកបច្ចេកទេសរួចជាស្រេចនៃសែល និងជាផ្នែកបញ្ឈររបស់វា។
Over Extruding
ប្រហែល 10-20% នៃការបន្ថែមលើសនៅក្នុងរបស់អ្នក ការកំណត់នឹងផ្តល់ឱ្យផ្នែករបស់អ្នកកាន់តែរឹងមាំ ប៉ុន្តែអ្នកនឹងឃើញការថយចុះនៃសោភ័ណភាព និងភាពជាក់លាក់។ វាអាចត្រូវការការសាកល្បង និងកំហុសមួយចំនួនដើម្បីស្វែងរកអត្រាលំហូរដែលអ្នកពេញចិត្ត ដូច្នេះសូមប្រើវាឱ្យមានប្រយោជន៍របស់អ្នក។
ស្រទាប់តូចជាង
My3DMatter បានរកឃើញថាកម្ពស់ស្រទាប់ទាបធ្វើឱ្យវត្ថុបោះពុម្ព 3D ចុះខ្សោយ បើទោះបីជានេះមិនទាន់សន្និដ្ឋាន និងប្រហែលជាមានច្រើនក៏ដោយ។ អថេរដែលប៉ះពាល់ដល់ការទាមទារនេះ។
សូមមើលផងដែរ: គ្រឿងបន្ថែមទូរសព្ទត្រជាក់ចំនួន 30 ដែលអ្នកអាចបោះពុម្ព 3D ថ្ងៃនេះ (មិនគិតថ្លៃ)ទោះជាយ៉ាងណា ការដោះដូរនៅទីនេះគឺថា ការផ្លាស់ប្តូរពីក្បាល 0.4mm ទៅ nozzle 0.2mm នឹងធ្វើឱ្យពេលវេលាបោះពុម្ពរបស់អ្នកទ្វេដង ដែលមនុស្សភាគច្រើននឹងគ្រប់គ្រង។
សម្រាប់ផ្នែកបោះពុម្ព 3D ដ៏រឹងមាំ អ្នកគួរតែមានលំនាំ និងភាគរយល្អ បន្ថែមស្រទាប់រឹង ដើម្បីធ្វើឱ្យរចនាសម្ព័ន្ធបំពេញបន្ថែម បន្ថែមបរិវេណបន្ថែមទៀតទៅស្រទាប់ខាងលើ និងខាងក្រោម ក៏ដូចជាផ្នែកខាងក្រៅ (សំបក)។
នៅពេលដែលអ្នកដាក់កត្តាទាំងអស់នេះបញ្ចូលគ្នា អ្នកនឹងទទួលបាននូវផ្នែកដែលប្រើប្រាស់បានយូរ និងរឹងមាំបំផុត។
ប្រសិនបើអ្នកចូលចិត្តការបោះពុម្ព 3D ដែលមានគុណភាពដ៏អស្ចារ្យ អ្នកនឹងចូលចិត្ត AMX3d Pro Grade 3D Printer Tool Kit ពី Amazon។ វាគឺជាសំណុំឧបករណ៍បោះពុម្ព 3D សំខាន់ៗដែលផ្តល់ឱ្យអ្នកនូវអ្វីគ្រប់យ៉ាងដែលអ្នកត្រូវការដើម្បីយកចេញ សម្អាត & បញ្ចប់ការបោះពុម្ព 3D របស់អ្នក។
វាផ្តល់ឱ្យអ្នកនូវសមត្ថភាពក្នុងការ៖
- សម្អាតការបោះពុម្ព 3D របស់អ្នកយ៉ាងងាយស្រួល – កញ្ចប់ 25 ដុំជាមួយនឹងកាំបិតចំនួន 13 និងចំណុចទាញចំនួន 3 ធ្នាប់វែង ច្រមុះម្ជុល ដង្កៀប និងដំបងកាវ។
- គ្រាន់តែលុបការបោះពុម្ព 3D ចេញ – បញ្ឈប់ការបំផ្លាញការបោះពុម្ព 3D របស់អ្នកដោយប្រើឧបករណ៍ដកចេញពិសេសមួយក្នុងចំណោម 3 ឧបករណ៍
- បញ្ចប់ការបោះពុម្ព 3D របស់អ្នកយ៉ាងល្អឥតខ្ចោះ – 3-piece, 6- ឧបករណ៍ scraper/pick/knife blade combo អាចចូលទៅក្នុងរន្ធតូចៗដើម្បីទទួលបានការបញ្ចប់ដ៏អស្ចារ្យ
- ក្លាយជា