
ສາລະບານ
ຮູບແບບການຕື່ມຂໍ້ມູນສາມາດຖືກມອງຂ້າມໄດ້ຢ່າງງ່າຍດາຍເມື່ອທ່ານພິມ 3 ມິຕິ ແຕ່ພວກມັນສ້າງຄວາມແຕກຕ່າງຢ່າງຫຼວງຫຼາຍໃນຄຸນນະພາບຂອງທ່ານ. ຂ້ອຍສົງໄສສະເໝີວ່າຮູບແບບ infill ໃດທີ່ເຂັ້ມແຂງທີ່ສຸດ ສະນັ້ນຂ້ອຍຈຶ່ງຂຽນໂພສນີ້ເພື່ອຕອບມັນ ແລະ ແບ່ງປັນມັນກັບຜູ້ມັກເຮັດເຄື່ອງພິມ 3D ອື່ນໆ.
ດັ່ງນັ້ນ, ຮູບແບບ infill ອັນໃດທີ່ເຂັ້ມແຂງທີ່ສຸດ? ມັນຂຶ້ນກັບການນໍາໃຊ້ການພິມ 3D ຂອງທ່ານ, ແຕ່ໂດຍທົ່ວໄປ, ຮູບແບບ Honeycomb ແມ່ນຮູບແບບ infill ຕະຫຼອດທີ່ເຂັ້ມແຂງທີ່ສຸດ. ເວົ້າທາງວິຊາການ, ຮູບແບບ rectilinear ແມ່ນຮູບແບບທີ່ເຂັ້ມແຂງທີ່ສຸດໃນເວລາທີ່ທິດທາງຂອງກໍາລັງຖືກຄິດໄລ່, ແຕ່ອ່ອນເພຍໃນທິດທາງກົງກັນຂ້າມ.
ບໍ່ມີຂະຫນາດຫນຶ່ງທີ່ເຫມາະສົມກັບຮູບແບບ infill ທັງຫມົດ, ນັ້ນແມ່ນເຫດຜົນທີ່ວ່າມີ. ມີຫຼາຍຮູບແບບ infill ຢູ່ໃນບ່ອນທໍາອິດເພາະວ່າບາງອັນແມ່ນດີກວ່າອັນອື່ນຂຶ້ນກັບການເຮັດວຽກຂອງສິ່ງທີ່ເປັນ.
ສືບຕໍ່ອ່ານເພື່ອຮັບຂໍ້ມູນເພີ່ມເຕີມກ່ຽວກັບຄວາມເຂັ້ມແຂງຂອງຮູບແບບ infill ແລະປັດໃຈສໍາຄັນອື່ນໆສໍາລັບຄວາມເຂັ້ມແຂງພາກສ່ວນ.
ຖ້າທ່ານສົນໃຈຢາກເຫັນບາງເຄື່ອງມື ແລະອຸປະກອນເສີມທີ່ດີທີ່ສຸດສຳລັບເຄື່ອງພິມ 3 ມິຕິຂອງທ່ານ, ທ່ານສາມາດຊອກຫາພວກມັນໄດ້ງ່າຍໂດຍການກວດເບິ່ງໃນ Amazon. ຂ້າພະເຈົ້າໄດ້ກັ່ນກອງອອກສໍາລັບບາງຜະລິດຕະພັນທີ່ດີທີ່ສຸດຢູ່ທີ່ນັ້ນ, ສະນັ້ນໃຫ້ກວດເບິ່ງໃຫ້ດີ.
ເບິ່ງ_ນຳ: ວິທີການແປງ 3mm Filament & 3D Printer ກັບ 1.75mmຮູບແບບການຕື່ມຂໍ້ມູນທີ່ເຂັ້ມແຂງທີ່ສຸດແມ່ນຫຍັງ?
ການສຶກສາ 2016 ກ່ຽວກັບການຄົ້ນພົບ ວ່າການປະສົມປະສານຂອງຮູບແບບ rectilinear ທີ່ມີ 100% infill ສະແດງໃຫ້ເຫັນຄວາມແຮງ tensile ສູງສຸດທີ່ຄ່າຂອງ 36.4 Mpa.
ນີ້ແມ່ນພຽງແຕ່ສໍາລັບການທົດສອບດັ່ງນັ້ນທ່ານຈະບໍ່.ມືອາຊີບການພິມ 3 ມິຕິ! ຕ້ອງການໃຊ້ 100% infill ແຕ່ມັນສະແດງໃຫ້ເຫັນປະສິດທິພາບທີ່ແທ້ຈິງຂອງຮູບແບບ infill ນີ້.
ຮູບແບບ infill ທີ່ເຂັ້ມແຂງທີ່ສຸດແມ່ນ Rectilinear, ແຕ່ວ່າພຽງແຕ່ໃນເວລາທີ່ມັນສອດຄ່ອງກັບທິດທາງຂອງຜົນບັງຄັບໃຊ້, ມັນມີຈຸດອ່ອນຂອງມັນ, ສະນັ້ນຈື່ໄວ້ນີ້. .
ເມື່ອພວກເຮົາເວົ້າກ່ຽວກັບທິດທາງສະເພາະຂອງຜົນບັງຄັບໃຊ້, ຮູບແບບການຕື່ມ rectilinear ແມ່ນມີຄວາມເຂັ້ມແຂງຫຼາຍໃນທິດທາງຂອງຜົນບັງຄັບໃຊ້, ແຕ່ອ່ອນກວ່າຫຼາຍຕໍ່ກັບທິດທາງຂອງແຮງ.
ເປັນເລື່ອງແປກທີ່ພຽງພໍ, rectilinear. ຮູບແບບ infill ເກີດຂຶ້ນໄດ້ປະສິດທິພາບຫຼາຍໃນແງ່ຂອງການນໍາໃຊ້ພາດສະຕິກດັ່ງນັ້ນມັນພິມໄດ້ໄວກ່ວາ Honeycomb (30% ໄວ) ແລະຮູບແບບອື່ນໆຈໍານວນຫນຶ່ງອອກມີ.
ຮູບແບບ infill ຕະຫຼອດທີ່ດີທີ່ສຸດຈະຕ້ອງເປັນ. Honeycomb, ຖ້າບໍ່ດັ່ງນັ້ນເອີ້ນວ່າ cubic.
Honeycomb (ກ້ອນ) ອາດຈະເປັນຮູບແບບການພິມ 3D ທີ່ນິຍົມຫຼາຍທີ່ສຸດ. ຜູ້ໃຊ້ເຄື່ອງພິມ 3D ຫຼາຍຄົນຈະແນະນໍາມັນເພາະວ່າມັນມີຄຸນນະພາບແລະຄຸນລັກສະນະທີ່ດີ. ຂ້າພະເຈົ້າໃຊ້ມັນສໍາລັບການພິມຈໍານວນຫຼາຍຂອງຂ້າພະເຈົ້າແລະຂ້າພະເຈົ້າບໍ່ມີບັນຫາໃດຫນຶ່ງກັບມັນ.
Honeycomb ມີຄວາມເຂັ້ມແຂງຫນ້ອຍໃນທິດທາງຂອງຜົນບັງຄັບໃຊ້ແຕ່ມີຈໍານວນເທົ່າທຽມກັນຂອງຄວາມເຂັ້ມແຂງໃນທຸກທິດທີ່ເຮັດໃຫ້ມັນເຂັ້ມແຂງທາງດ້ານເຕັກນິກ. ໂດຍລວມແລ້ວເພາະວ່າທ່ານສາມາດໂຕ້ຖຽງວ່າທ່ານມີຄວາມເຂັ້ມແຂງເທົ່າກັບການເຊື່ອມຕໍ່ທີ່ອ່ອນແອທີ່ສຸດຂອງທ່ານ.
ບໍ່ພຽງແຕ່ຮູບແບບການຕື່ມຂໍ້ມູນໃສ່ Honeycomb ເບິ່ງຄືວ່າເປັນທີ່ພໍໃຈ, ມັນຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນຫຼາຍຄໍາຮ້ອງສະຫມັກສໍາລັບຄວາມເຂັ້ມແຂງ. ແມ້ແຕ່ກະດານ sandwich ຊັ້ນໃນ aerospace ປະກອບມີຮູບແບບ Honeycomb ໃນພາກສ່ວນຂອງເຂົາເຈົ້າສະນັ້ນທ່ານຮູ້ວ່າມັນໄດ້ຮັບເສັ້ນດ່າງຂອງມັນ.
ຢ່າລືມວ່າອຸດສາຫະກໍາການບິນອະວະກາດໃຊ້ຮູບແບບ infill ນີ້ສ່ວນໃຫຍ່ແມ່ນຍ້ອນຂະບວນການຜະລິດຫຼາຍກ່ວາຄວາມເຂັ້ມແຂງ. ມັນເປັນການຕື່ມຂໍ້ມູນທີ່ເຂັ້ມແຂງທີ່ສຸດທີ່ເຂົາເຈົ້າສາມາດໃຊ້ຊັບພະຍາກອນຂອງເຂົາເຈົ້າໄດ້, ຖ້າບໍ່ດັ່ງນັ້ນເຂົາເຈົ້າອາດຈະໃຊ້ຮູບແບບ Gyroid ຫຼື Cubic.
ສໍາລັບວັດສະດຸບາງອັນ, ມັນອາດຈະເປັນການຍາກຫຼາຍທີ່ຈະໃຊ້ບາງຮູບແບບ infill ດັ່ງນັ້ນເຂົາເຈົ້າເຮັດໃຫ້ດີທີ່ສຸດຂອງສິ່ງທີ່ເຂົາເຈົ້າສາມາດເຮັດໄດ້. .
Honeycomb ໃຊ້ການເຄື່ອນໄຫວຫຼາຍ, ຊຶ່ງຫມາຍຄວາມວ່າມັນພິມຊ້າລົງ.
ຮູບແບບການຕື່ມຂໍ້ມູນທີ່ທ່ານມັກແມ່ນຫຍັງ? ຈາກ 3Dprinting
ການທົດສອບໄດ້ເຮັດໂດຍຜູ້ໃຊ້ເພື່ອເບິ່ງອິດທິພົນຂອງຮູບແບບ infill ກ່ຽວກັບການປະຕິບັດກົນຈັກແລະພວກເຂົາເຈົ້າໄດ້ພົບເຫັນວ່າຮູບແບບທີ່ດີທີ່ສຸດທີ່ຈະນໍາໃຊ້ແມ່ນຮູບແຂບຫຼືເສັ້ນຂວາງ (linear tilted ໂດຍ 45°).
ເມື່ອໃຊ້ອັດຕາສ່ວນ infill ຕ່ໍາ, ບໍ່ມີຄວາມແຕກຕ່າງກັນຫຼາຍລະຫວ່າງຮູບແບບເສັ້ນ, ເສັ້ນຂວາງຫຼືແມ້ກະທັ້ງ hexagonal (honeycomb) ແລະເນື່ອງຈາກ Honeycomb ຊ້າກວ່າ, ມັນບໍ່ເປັນຄວາມຄິດທີ່ດີທີ່ຈະໃຊ້ມັນຢູ່ໃນຄວາມຫນາແຫນ້ນຂອງ infill ຕ່ໍາ.
ໃນອັດຕາສ່ວນ infill ທີ່ສູງກວ່າ, hexagonal ສະແດງໃຫ້ເຫັນຄວາມເຂັ້ມແຂງກົນຈັກທີ່ຄ້າຍຄືກັນເປັນເສັ້ນ, ໃນຂະນະທີ່ເສັ້ນຂວາງສະແດງໃຫ້ເຫັນຄວາມເຂັ້ມແຂງຫຼາຍກ່ວາ linear 10%.
ບັນຊີລາຍຊື່ຂອງຮູບແບບ Infill ທີ່ເຂັ້ມແຂງທີ່ສຸດ
ພວກເຮົາມີຮູບແບບ infill ທີ່ຮູ້ຈັກເປັນ. ບໍ່ວ່າຈະເປັນ 2D ຫຼື 3D.
ຫຼາຍຄົນຈະໃຊ້ 2D infills ສໍາລັບການພິມໂດຍສະເລ່ຍ, ບາງຄົນສາມາດເປັນການຕື່ມຂໍ້ມູນໄວທີ່ໃຊ້ສໍາລັບແບບທີ່ອ່ອນກວ່າ, ແຕ່ທ່ານຍັງມີການຕື່ມຂໍ້ມູນ 2D ທີ່ເຂັ້ມແຂງ.ຢູ່ທີ່ນັ້ນ.
ທ່ານຍັງມີການຕື່ມຂໍ້ມູນ 3D ມາດຕະຖານຂອງທ່ານທີ່ຖືກນໍາໃຊ້ເພື່ອເຮັດໃຫ້ການພິມ 3D ຂອງທ່ານບໍ່ພຽງແຕ່ແຂງແຮງ, ແຕ່ຍັງເຂັ້ມແຂງໃນທຸກທິດທາງຂອງຜົນບັງຄັບໃຊ້.
ສິ່ງເຫຼົ່ານີ້ຈະໃຊ້ເວລາຫຼາຍກວ່າທີ່ຈະພິມແຕ່ພວກມັນ. ສ້າງຄວາມແຕກຕ່າງອັນໃຫຍ່ຫຼວງໃນຄວາມແຂງແຮງຂອງເຄື່ອງພິມແບບ 3 ມິຕິ, ທີ່ດີເລີດສໍາລັບການພິມທີ່ມີປະໂຫຍດ.
ມັນເປັນການດີທີ່ຈະຈື່ຈໍາວ່າມີເຄື່ອງຕັດທີ່ແຕກຕ່າງກັນຫຼາຍ, ແຕ່ບໍ່ວ່າທ່ານຈະໃຊ້ Cura, Simplify3D, Slic3r, Makerbot. ຫຼື Prusa ຈະມີລຸ້ນຂອງຮູບແບບ infill ທີ່ເຂັ້ມແຂງເຫຼົ່ານີ້, ເຊັ່ນດຽວກັນກັບບາງຮູບແບບທີ່ກໍາຫນົດເອງ.
ຮູບແບບ infill ທີ່ເຂັ້ມແຂງທີ່ສຸດແມ່ນ:
- Grid – 2D infill
- Triangles – 2D infill
- Tri-Hexagon – 2D infill
- Cubic – 3D infill
- Cubic (subdivision) – 3D infill ແລະ ໃຊ້ວັດສະດຸໜ້ອຍກວ່າ Cubic
- Octet – 3D infill
- Quarter Cubic – 3D infill
- Gyroid – ເພີ່ມຄວາມເຂັ້ມແຂງດ້ວຍນໍ້າໜັກທີ່ຕໍ່າກວ່າ
Gyroid ແລະ rectilinear ແມ່ນອີກສອງທາງເລືອກທີ່ດີອີກອັນໜຶ່ງທີ່ຮູ້ຈັກກັນ. ມີຄວາມເຂັ້ມແຂງສູງ. Gyroid ສາມາດມີບັນຫາໃນການພິມໃນເວລາທີ່ຄວາມຫນາແຫນ້ນຂອງ infill ຂອງທ່ານຕ່ໍາ, ສະນັ້ນມັນຈະໃຊ້ເວລາການທົດລອງແລະຄວາມຜິດພາດບາງຢ່າງເພື່ອໃຫ້ສິ່ງທີ່ຖືກຕ້ອງ.
ການແບ່ງຍ່ອຍຂອງ cubic ແມ່ນປະເພດທີ່ມີຄວາມເຂັ້ມແຂງຫຼາຍແລະຍັງໄວໃນການພິມ. ມັນມີຄວາມເຂັ້ມແຂງທີ່ຫນ້າຕື່ນຕາຕື່ນໃຈໃນ 3 ມິຕິແລະເສັ້ນທາງການພິມຊື່ຍາວທີ່ເຮັດໃຫ້ມັນໄວກວ່າຊັ້ນ infill.ຫົວຂໍ້ທີ່ສັບສົນຫຼາຍ.
ອັດຕາສ່ວນການຕື່ມຂໍ້ມູນທີ່ເຂັ້ມແຂງທີ່ສຸດແມ່ນຫຍັງ
ອີກປັດໃຈໜຶ່ງທີ່ສຳຄັນສຳລັບຄວາມແຂງແຮງຂອງພາກສ່ວນແມ່ນອັດຕາສ່ວນການຕື່ມຂໍ້ມູນເຊິ່ງເຮັດໃຫ້ພາກສ່ວນມີຄວາມສົມບູນຂອງໂຄງສ້າງຫຼາຍຂຶ້ນ.
ຫາກທ່ານຄິດເຖິງມັນ, ໂດຍທົ່ວໄປແລ້ວຈະມີຢາງຢູ່ເຄິ່ງກາງຫຼາຍ. ຂອງພາກສ່ວນຫນຶ່ງ, ມັນຈະເຂັ້ມແຂງຂຶ້ນເພາະວ່າຜົນບັງຄັບໃຊ້ຈະຕ້ອງທໍາລາຍມະຫາຊົນຫຼາຍ.
ຄໍາຕອບທີ່ຊັດເຈນຢູ່ທີ່ນີ້ແມ່ນວ່າ 100% infill ຈະເປັນອັດຕາສ່ວນ infill ທີ່ເຂັ້ມແຂງທີ່ສຸດ, ແຕ່ມີຫຼາຍກວ່ານັ້ນ. ພວກເຮົາຕ້ອງດຸ່ນດ່ຽງເວລາພິມແລະວັດສະດຸດ້ວຍຄວາມເຂັ້ມແຂງຂອງພາກສ່ວນ.
ຄວາມໜາແໜ້ນໂດຍສະເລ່ຍທີ່ຜູ້ໃຊ້ເຄື່ອງພິມ 3 ມິຕິນຳໃຊ້ແມ່ນ 20%, ເຊິ່ງເປັນຄ່າເລີ່ມຕົ້ນໃນຫຼາຍໂປຣແກຣມຕົວຕັດ.
ມັນດີຫຼາຍ. ຕື່ມຄວາມຫນາແຫນ້ນຂອງຊິ້ນສ່ວນທີ່ສ້າງຂື້ນມາເພື່ອການເບິ່ງແລະທີ່ບໍ່ແມ່ນການໂຫຼດ, ແຕ່ສໍາລັບພາກສ່ວນທີ່ເປັນປະໂຫຍດທີ່ຕ້ອງການຄວາມເຂັ້ມແຂງ, ພວກເຮົາສາມາດສູງຂຶ້ນແນ່ນອນ.
ມັນດີທີ່ຈະຮູ້ວ່າເມື່ອທ່ານໄດ້ເຖິງອັດຕາສ່ວນ filament ສູງຫຼາຍເຊັ່ນ 50. %, ມັນມີຜົນຕອບແທນທີ່ຫຼຸດລົງຢ່າງຫຼວງຫຼາຍໃນຈໍານວນທີ່ມັນເພີ່ມຄວາມເຂັ້ມແຂງພາກສ່ວນຂອງທ່ານ.
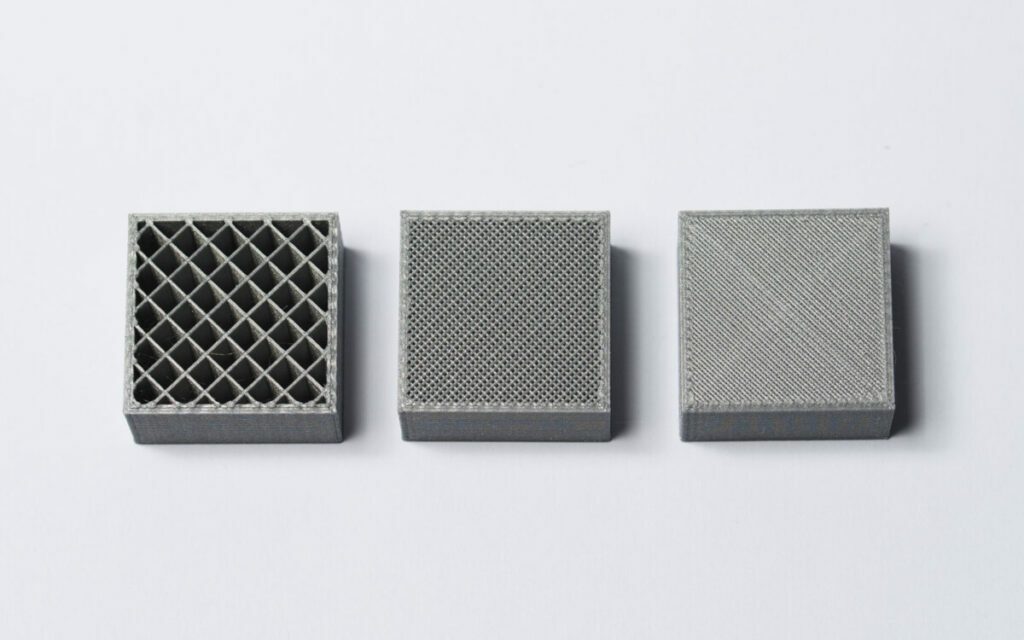 ຕື່ມອັດຕາສ່ວນຈາກ 20% (ຊ້າຍ), 50% (ກາງ) ແລະ 75% (ຂວາ) ແຫຼ່ງຂໍ້ມູນ: Hubs.com
ຕື່ມອັດຕາສ່ວນຈາກ 20% (ຊ້າຍ), 50% (ກາງ) ແລະ 75% (ຂວາ) ແຫຼ່ງຂໍ້ມູນ: Hubs.com ໄປຂ້າງເທິງ 75% ສ່ວນຫຼາຍແມ່ນບໍ່ຈໍາເປັນ, ສະນັ້ນຈື່ໄວ້ກ່ອນທີ່ຈະສູນເສຍ filament ຂອງທ່ານ. ພວກມັນຍັງເຮັດໃຫ້ສ່ວນຕ່າງໆຂອງເຈົ້າໜັກຂຶ້ນ ເຊິ່ງສາມາດເຮັດໃຫ້ມັນແຕກໄດ້ເນື່ອງຈາກຟີຊິກ ແລະ ແຮງ ເນື່ອງຈາກ Mass x Acceleration = Net Force.
ຮູບແບບການຕື່ມຂໍ້ມູນໄວທີ່ສຸດແມ່ນຫຍັງ?
ການຕື່ມຂໍ້ມູນໄວທີ່ສຸດແມ່ນຫຍັງ? ຮູບແບບຕ້ອງເປັນເສັ້ນຮູບແບບທີ່ທ່ານອາດຈະໄດ້ເຫັນຢູ່ໃນວິດີໂອແລະຮູບພາບ.
ນີ້ແມ່ນອາດຈະເປັນຮູບແບບ infill ທີ່ນິຍົມທີ່ສຸດແລະເປັນມາດຕະຖານໃນຊອບແວຕົວຕັດຈໍານວນຫຼາຍອອກມີ. ມັນມີຄວາມເຂັ້ມແຂງພໍສົມຄວນ ແລະໃຊ້ເສັ້ນໃຍໃນປະລິມານຕໍ່າ, ເຮັດໃຫ້ມັນເປັນຮູບແບບການຕື່ມຂໍ້ມູນໄດ້ໄວທີ່ສຸດ, ນອກຈາກບໍ່ມີຮູບແບບໃດໆເລີຍ.
ປັດໄຈອື່ນໃດທີ່ເຮັດໃຫ້ການພິມ 3 ມິຕິແຂງແຮງ?
ເຖິງແມ່ນວ່າທ່ານມາທີ່ນີ້ຊອກຫາຮູບແບບ infill ສໍາລັບຄວາມເຂັ້ມແຂງ, ຄວາມຫນາຂອງກໍາແພງຫີນຫຼືຈໍານວນຂອງຝາມີຜົນກະທົບທີ່ໃຫຍ່ກວ່າກ່ຽວກັບຄວາມເຂັ້ມແຂງພາກສ່ວນແລະມີຫຼາຍປັດໃຈອື່ນໆ. ຊັບພະຍາກອນທີ່ດີສໍາລັບການພິມ 3D ທີ່ເຂັ້ມແຂງແມ່ນການໂພດ GitHub ນີ້.
ຕົວຈິງແລ້ວມີຜະລິດຕະພັນທີ່ເຢັນດີທີ່ສາມາດເຮັດໃຫ້ຊິ້ນສ່ວນການພິມ 3D ຂອງທ່ານແຂງແຮງຂຶ້ນເຊິ່ງຖືກປະຕິບັດໂດຍຜູ້ໃຊ້ເຄື່ອງພິມ 3D ບາງຄົນ. ມັນຖືກເອີ້ນວ່າ Smooth-On XTC-3D ການເຄືອບປະສິດທິພາບສູງ.
ມັນໄດ້ຖືກສ້າງຂື້ນເພື່ອໃຫ້ການພິມ 3D ສໍາເລັດຮູບລຽບ, ແຕ່ມັນຍັງມີຜົນເຮັດໃຫ້ພາກສ່ວນ 3D ແຂງແຮງຂຶ້ນເລັກນ້ອຍ, ເນື່ອງຈາກວ່າມັນເພີ່ມເປືອກຫຸ້ມນອກ. .
ຄຸນະພາບຂອງເສັ້ນໃຍ
ບໍ່ແມ່ນເສັ້ນໃຍທັງໝົດແມ່ນເຮັດຄືກັນ ດັ່ງນັ້ນໃຫ້ແນ່ໃຈວ່າທ່ານໄດ້ຮັບເສັ້ນໃຍຈາກຍີ່ຫໍ້ທີ່ມີຊື່ສຽງ ແລະເຊື່ອຖືໄດ້ເພື່ອໃຫ້ມີຄຸນນະພາບດີທີ່ສຸດຢູ່ບ່ອນນັ້ນ. ເມື່ອບໍ່ດົນມານີ້ຂ້ອຍໄດ້ໂພສກ່ຽວກັບ How Long 3D Printed Parts Last ເຊິ່ງມີຂໍ້ມູນກ່ຽວກັບເລື່ອງນີ້ໃຫ້ກວດເບິ່ງໄດ້ຟຣີ.
Filament Blend/Composites
Filament ຫຼາຍຢ່າງໄດ້ຖືກພັດທະນາເພື່ອຜະລິດ. ເຂັ້ມແຂງທີ່ທ່ານສາມາດໃຊ້ເວລາປະໂຫຍດ. ແທນທີ່ຈະໃຊ້ PLA ປົກກະຕິ, ທ່ານສາມາດເຮັດໄດ້ເລືອກໃຊ້ PLA plus ຫຼື PLA ທີ່ປະສົມກັບວັດສະດຸອື່ນໆເຊັ່ນ: ໄມ້, ເສັ້ນໄຍກາກບອນ, ທອງແດງ ແລະອື່ນໆອີກ.
ຂ້ອຍມີ Ultimate Filament Guide ທີ່ໃຫ້ລາຍລະອຽດຂອງວັດສະດຸ filament ທີ່ແຕກຕ່າງກັນຫຼາຍອັນ.<1
ການວາງທິດທາງການພິມ
ນີ້ແມ່ນວິທີການທີ່ງ່າຍດາຍແຕ່ຖືກມອງຂ້າມ ທີ່ສາມາດສ້າງຄວາມເຂັ້ມແຂງການພິມຂອງທ່ານ. ຈຸດອ່ອນຂອງການພິມຂອງເຈົ້າຈະເປັນເສັ້ນຊັ້ນຢູ່ສະເໝີ.
ຂໍ້ມູນຈາກການທົດລອງເລັກໆນ້ອຍໆນີ້ຄວນໃຫ້ທ່ານມີຄວາມເຂົ້າໃຈດີຂຶ້ນກ່ຽວກັບວິທີຈັດວາງຊິ້ນສ່ວນຂອງເຈົ້າສຳລັບການພິມ. ມັນອາດຈະເປັນເລື່ອງງ່າຍຄືກັບການໝຸນສ່ວນຂອງເຈົ້າໄປ 45 ອົງສາ ເພື່ອຄວາມແຮງຂອງການພິມຂອງເຈົ້າຫຼາຍກວ່າສອງເທົ່າ.
ຫຼື, ຖ້າເຈົ້າບໍ່ສົນໃຈກັບການໃຊ້ວັດສະດຸທີ່ເກີນ ແລະ ເວລາພິມດົນ, ເຈົ້າບໍ່ສາມາດໄປຜິດໄດ້. ດ້ວຍການກຳນົດຄ່າຄວາມໜາແໜ້ນຂອງການພິມ “ແຂງ”.
ມີຄຳສັບພິເສດທີ່ເອີ້ນວ່າ anisotropic ເຊິ່ງໝາຍຄວາມວ່າວັດຖຸມີຄວາມເຂັ້ມແຂງສ່ວນໃຫຍ່ໃນທິດທາງ XY ຫຼາຍກວ່າທິດທາງ Z. ໃນບາງກໍລະນີຄວາມດັນຂອງແກນ Z ສາມາດອ່ອນກວ່າແຮງດັນແກນ XY 4-5 ເທົ່າ.
ພາກສ່ວນທີ 1 ແລະ 3 ແມ່ນອ່ອນທີ່ສຸດເນື່ອງຈາກທິດທາງຮູບແບບຂອງການຕື່ມຂໍ້ມູນແມ່ນຂະໜານກັບຂອບຂອງວັດຖຸ. ນີ້ ໝາຍ ຄວາມວ່າຄວາມເຂັ້ມແຂງຕົ້ນຕໍທີ່ພາກສ່ວນມີແມ່ນມາຈາກຄວາມເຂັ້ມຂົ້ນຂອງ PLA ທີ່ອ່ອນເພຍ, ເຊິ່ງໃນສ່ວນນ້ອຍໆຈະມີຫນ້ອຍຫຼາຍ.
ພຽງແຕ່ໝຸນຊິ້ນສ່ວນຂອງເຈົ້າ 45 ອົງສາມີຄວາມສາມາດໃນການໃຫ້ຊິ້ນສ່ວນທີ່ພິມຂອງເຈົ້າເພີ່ມຂຶ້ນສອງເທົ່າ. ຄວາມເຂັ້ມແຂງ.
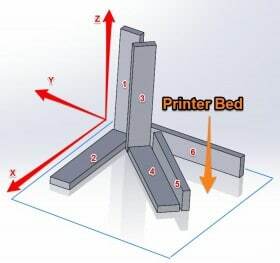 ແຫຼ່ງຂໍ້ມູນ: Sparxeng.com
ແຫຼ່ງຂໍ້ມູນ: Sparxeng.com ຈໍານວນShells/Perimeters
Shells ຖືກກໍານົດວ່າເປັນສ່ວນນອກທັງໝົດ ຫຼືຢູ່ໃກ້ກັບພາຍນອກຂອງຕົວແບບທີ່ເປັນ outlines ຫຼື outer perimeters ຂອງແຕ່ລະຊັ້ນ. ເວົ້າງ່າຍໆກໍຄືຈຳນວນຊັ້ນຂອງຊັ້ນນອກຂອງເຄື່ອງພິມ.
Shells ມີຜົນກະທົບອັນໃຫຍ່ຫຼວງຕໍ່ຄວາມແຂງແຮງຂອງສ່ວນໜຶ່ງ, ເຊິ່ງການເພີ່ມເປືອກເປືອກພຽງອັນດຽວເທົ່ານັ້ນທາງເທັກນິກສາມາດໃຫ້ຄວາມແຂງແຮງຂອງສ່ວນດຽວກັນເປັນ 15% ພິເສດ. ຕື່ມໃສ່ສ່ວນທີ່ພິມເປັນ 3 ມິຕິ.
ເມື່ອພິມ, ແກະແມ່ນສ່ວນທີ່ຖືກພິມອອກກ່ອນສຳລັບແຕ່ລະຊັ້ນ. ຈົ່ງຈື່ໄວ້ວ່າ, ແນ່ນອນ, ການເຮັດອັນນີ້ຈະເພີ່ມເວລາພິມຂອງເຈົ້າເພື່ອໃຫ້ມີການຄ້າຂາຍ. ຄວາມຫນາຂອງເປືອກເປືອກເພື່ອເພີ່ມຄວາມແຂງແຮງຂອງສ່ວນຫນຶ່ງ.
ນີ້ແມ່ນເຮັດຫຼາຍເມື່ອຊິ້ນສ່ວນຕ່າງໆຕ້ອງຖືກຂັດລົງ ຫຼືຫຼັງການປຸງແຕ່ງ ເພາະວ່າມັນສວມສ່ວນອອກໄປ. ຄວາມໜາຂອງເປືອກເປືອກຫຼາຍຈະເຮັດໃຫ້ເຈົ້າສາມາດຂັດຊິ້ນສ່ວນລົງໄດ້ ແລະມີລັກສະນະເດີມຂອງຕົວແບບຂອງເຈົ້າ.
ໂດຍປົກກະຕິຄວາມໜາຂອງເປືອກຫອຍແມ່ນໃຫ້ຄຸນຄ່າຢູ່ທີ່ຫຼາຍເສັ້ນຜ່າສູນກາງຫົວຫົວຂອງທ່ານເປັນສ່ວນໃຫຍ່ ເພື່ອຫຼີກເວັ້ນການພິມບໍ່ສົມບູນແບບ.
ຈຳນວນຂອງຝາ ແລະ ຄວາມໜາຂອງຝາກໍ່ເຂົ້າມາຫຼິ້ນນຳ, ແຕ່ທາງເທັກນິກແລ້ວແມ່ນສ່ວນໜຶ່ງຂອງເປືອກເປືອກ ແລະ ເປັນສ່ວນຕັ້ງຂອງມັນ.
ເກີນການດຶງອອກ
ປະມານ 10-20% ຂອງການຫຼໍ່ລື່ນເກີນໃນຂອງທ່ານ. ການຕັ້ງຄ່າຈະເຮັດໃຫ້ພາກສ່ວນຂອງທ່ານມີຄວາມເຂັ້ມແຂງຫຼາຍ, ແຕ່ທ່ານຈະເຫັນການຫຼຸດຜ່ອນຄວາມງາມແລະຄວາມແມ່ນຍໍາ. ມັນອາດຈະໃຊ້ເວລາການທົດລອງແລະຄວາມຜິດພາດບາງຢ່າງເພື່ອຊອກຫາ aອັດຕາການໄຫຼທີ່ທ່ານພໍໃຈ, ສະນັ້ນໃຊ້ມັນໃຫ້ເປັນປະໂຫຍດ.
ຊັ້ນຂະຫນາດນ້ອຍກວ່າ
My3DMatter ພົບວ່າຄວາມສູງຂອງຊັ້ນຕ່ໍາເຮັດໃຫ້ວັດຖຸພິມ 3 ມິຕິອ່ອນລົງ, ເຖິງແມ່ນວ່າອັນນີ້ບໍ່ໄດ້ສະຫຼຸບ ແລະອາດມີຫຼາຍອັນ. ຕົວແປທີ່ສົ່ງຜົນກະທົບຕໍ່ການອ້າງສິດນີ້.
ຢ່າງໃດກໍຕາມ, ຄວາມແຕກຕ່າງຂອງການຊື້ຂາຍນີ້ແມ່ນວ່າຈາກຫົວ 0.4 ມມ ໄປຫາຫົວ 0.2 ມມ ຈະເຮັດໃຫ້ເວລາພິມຂອງເຈົ້າເປັນສອງເທົ່າ ເຊິ່ງຄົນສ່ວນໃຫຍ່ຈະຊີ້ແຈງຈາກ.
ສໍາລັບພາກສ່ວນພິມ 3D ທີ່ເຂັ້ມແຂງແທ້ໆ, ທ່ານຄວນມີຮູບແບບ infill ທີ່ດີແລະອັດຕາສ່ວນ, ເພີ່ມຊັ້ນແຂງເພື່ອສະຖຽນລະພາບໂຄງສ້າງ infill, ເພີ່ມ perimeters ເພີ່ມເຕີມຕໍ່ກັບຊັ້ນເທິງແລະລຸ່ມ, ເຊັ່ນດຽວກັນກັບພາຍນອກ (shells).
ເບິ່ງ_ນຳ: ວິທີການພິມ 3D ຈາກ Thingiverse ໄປຫາເຄື່ອງພິມ 3D - Ender 3 & ເພີ່ມເຕີມເມື່ອທ່ານເອົາປັດໃຈທັງໝົດເຫຼົ່ານີ້ເຂົ້າກັນແລ້ວ ທ່ານຈະໄດ້ສ່ວນທີ່ທົນທານ ແລະແຂງແຮງທີ່ສຸດ.
ຖ້າທ່ານມັກການພິມ 3D ທີ່ມີຄຸນນະພາບດີ, ທ່ານຈະມັກຊຸດເຄື່ອງມືເຄື່ອງພິມ 3D ຂອງ AMX3d Pro Grade ຈາກ Amazon. ມັນເປັນຊຸດຫຼັກຂອງເຄື່ອງມືການພິມ 3D ທີ່ໃຫ້ທ່ານທຸກສິ່ງທຸກຢ່າງທີ່ທ່ານຕ້ອງການທີ່ຈະເອົາອອກ, ທໍາຄວາມສະອາດ & amp; ສໍາເລັດຮູບການພິມ 3 ມິຕິຂອງເຈົ້າ.
ມັນເຮັດໃຫ້ເຈົ້າສາມາດ:
- ເຮັດຄວາມສະອາດການພິມ 3 ມິຕິຂອງເຈົ້າໄດ້ຢ່າງງ່າຍດາຍ – ຊຸດ 25 ຊິ້ນມີມີດ 13 ດ້າມ ແລະ 3 ດ້າມ, ບິດຍາວ, ດັງເຂັມ pliers, ແລະກາວ stick.
- ພຽງແຕ່ເອົາການພິມ 3D - ຢຸດການທໍາລາຍການພິມ 3D ຂອງທ່ານໂດຍການໃຊ້ຫນຶ່ງໃນ 3 ເຄື່ອງມືການກໍາຈັດສະເພາະ
- ສໍາເລັດຮູບການພິມ 3D ຂອງທ່ານຢ່າງສົມບູນ - 3 ຊິ້ນ, 6- ເຄື່ອງຂູດເຄື່ອງຂູດ / ຈັບ / ມີດ combo ຄວາມແມ່ນຍໍາຂອງເຄື່ອງມືສາມາດເຂົ້າໄປໃນຮອຍແຕກຂະຫນາດນ້ອຍເພື່ອໃຫ້ສໍາເລັດຮູບທີ່ດີ
- ກາຍເປັນ